Procedimiento para producir una puerta, una tapa o una pared de un aparato doméstico.
Procedimiento para producir una puerta barnizada o una tapa barnizada o una pared barnizada (10) de un aparatorefrigerador y/o congelador,
que comprende el paso de la embutición de una chapa barnizada para configurar lapuerta, la tapa o la pared (10), en donde la chapa presenta una región (12) plana, que forma la cara delantera,respectivamente trasera, de la que al menos una cara se embute de tal modo que discurre formando un ángulo conla región plana, caracterizado porque antes de la embutición se realiza el barnizado de la chapa con la utilización deun barniz húmedo, en donde el barniz húmedo usado presenta una elasticidad tan grande, que se hace posibleincluso en estado de revenido o secado una embutición de la chapa, sin que se produzcan desprendimientos u otrosdaños en el barniz húmedo, y en donde la chapa, respectivamente la puerta, la tapa o la pared sólo se barniza poruna cara, sobre la cara exterior visible para el usuario.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10001288.
Solicitante: LIEBHERR-HAUSGERATE LIENZ GMBH.
Nacionalidad solicitante: Austria.
Dirección: DR.-HANS-LIEBHERR-STRASSE 1 9900 LIENZ AUSTRIA.
Inventor/es: GILLEN,JÜRGEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › Estampado que utiliza dispositivos o herramientas rígidas.
- B21D28/26 B21D […] › B21D 28/00 Conformación por corte a presión; Perforación. › en chapas o piezas planas.
- B21D35/00 B21D […] › Procedimientos que combinan los métodos de tratamiento incluidos en los grupos B21D 1/00 - B21D 31/00 (B21D 21/00 tiene prioridad).
- B21D5/00 B21D […] › Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad).
- B21D5/16 B21D […] › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › Plegado; Plisado.
- B21D51/44 B21D […] › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
- B21D51/52 B21D 51/00 […] › de cajas, estuches para cigarrillos o artículos similares.
- E06B3/70 CONSTRUCCIONES FIJAS. › E06 PUERTAS, VENTANAS, POSTIGOS O CORTINAS METALICAS ENROLLABLES, EN GENERAL; ESCALERAS. › E06B CIERRES FIJOS O MOVILES PARA LA ABERTURA DE LOS EDIFICIOS, VEHICULOS, EMPALIZADAS O CERCADOS SIMILARES EN GENERAL, p. ej. PUERTAS, VENTANAS, CORTINAS, PORTICOS (persianas de cierre o similares A01G 9/22; cortinas A47H; capós o tapas para vehículos B62D 25/10; claraboyas, lumbreras E04B 7/18; sombrillas, toldos E04F 10/00). › E06B 3/00 Bastidores móviles de ventanas, batientes de puertas o elementos similares para cerrar huecos; Colocación de cierres fijos o móviles, p. ej. ventanas; Características de bastidores fijos, relativas al montaje de bastidores en los batientes (E06B 5/00 tiene prioridad; contraventanas o piezas análogas E06B 9/00; cristales C03; unión de hojas de vidrio por fusión C03B 23/203; unión vidrio a vidrio por procedimientos distintos a la fusión o unión de vidrios a otros materiales inorgánicos C03C 27/00). › Batientes de puerta (bastidores de batientes E06B 3/04).
- F25D23/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F25 REFRIGERACION O ENFRIAMIENTO; SISTEMAS COMBINADOS DE CALEFACCION Y DE REFRIGERACION; SISTEMAS DE BOMBA DE CALOR; FABRICACION O ALMACENAMIENTO DEL HIELO; LICUEFACCION O SOLIDIFICACION DE GASES. › F25D REFRIGERADORES; CAMARAS FRIGORIFICAS; NEVERAS; APARATOS DE ENFRIAMIENTO O CONGELACION NO PREVISTOS EN OTRO LUGAR (escaparates refrigerados A47F 3/04; recipientes con aislamiento térmico para uso doméstico A47J 41/00; vehículos frigoríficos, véanse las subclases apropiadas correspondientes a las clases B60 - B64; recipientes con aislamiento térmico en general B65D 81/38; sustancias para la transferencia, intercambio o almacenamiento de calor, p. ej. refrigerantes, o sustancias para la producción de calor o frío por reacciones químicas distintas a la combustión C09K 5/00; recipientes con aislamiento térmico para gases licuados o solidificados F17C; acondicionamiento o humidificación del aire F24F; máquinas, instalaciones o sistemas frigoríficos F25B; enfriamiento sin refrigeración de los instrumentos o aparatos similares G12B; enfriamiento de motores o bombas, véanse las clases apropiadas). › F25D 23/00 Características generales constructivas (F25D 21/00 tiene prioridad). › Puertas; Cubiertas (F25D 23/08 tiene prioridad).
PDF original: ES-2429312_T3.pdf
Fragmento de la descripción:
Procedimiento para producir una puerta, una tapa o una pared de un aparato doméstico La presente invención se refiere a un procedimiento para producir una puerta, una tapa o una pared de un aparato doméstico.
Los aparatos refrigeradores o congeladores conocidos del documento EP0446568, como por ejemplo armarios o arcones refrigeradores o congeladores presentan habitualmente puertas o tapas exteriores, que están conformadas con una chapa metálica barnizada. En el caso de aparatos conocidos de otro estado de la técnica, la producción de la puerta o tapa exterior se realiza por medio de que en primer lugar, a partir de un corte de chapa, por ejemplo mediante embutición profunda u otro procedimiento de embutición apropiado, se conforma la puerta o la tapa y seguidamente se dota de un barnizado. Esta forma de proceder, aunque conduce a productos de alto valor cualitativo, es sin embargo relativamente complicada.
La presente invención se ha impuesto por ello la tarea de perfeccionar un procedimiento para producir una puerta, una tapa o una pared de un aparato doméstico, con la finalidad de que éste pueda ejecutarse fácilmente y conduzca a resultados de alto valor cualitativo.
Esta tarea es resuelta mediante un procedimiento con las particularidades de la reivindicación. Según esto está previsto que el procedimiento comprenda el paso de la embutición de una chapa barnizada.
De este modo, un objeto fundamental de la presente invención es que se embuta una chapa ya barnizada por una cara mediante barnizado en seco. Esto aporta entre otras la ventaja de que la chapa primero puede barnizarse, respectivamente entregarse ya acabada de barnizar, y después ya sólo necesita ser embutida y dado el caso llevarse a su configuración definitiva mediante otros pasos de mecanización, como por ejemplo taladrado, etc.
Es especialmente ventajoso que la chapa barnizada se deforme mediante embutición profunda. Alternativa o adicionalmente puede estar por ejemplo previsto, que la embutición comprenda el procedimiento de curvado.
Como se ha explicado la chapa, respectivamente la puerta, la tapa o la pared, puede someterse como es natural también a otros pasos de mecanización, aparte de la embutición. A modo de ejemplo pueden citarse aquí el troquelado, el estampado, el taladrado, el rectificado, etc.
Estos otros pasos de mecanización pueden llevarse a cabo básicamente antes o después del barnizado de la chapa. De forma preferida primero se barniza la chapa o se entrega en estado de barnizado y seguidamente se mecaniza mediante embutición y, dado el caso, otros pasos de mecanización. Es fundamental que el verdadero proceso de embutición, en especial la embutición profunda, se lleve a cabo con la chapa ya barnizada.
La embutición puede comprender tanto la embutición profunda como el curvado o descanteado. Es concebible que después de la embutición profunda se realice el curvado de por ejemplo aristas o superficies laterales de la puerta, etc.
Asimismo es concebible que la chapa, respectivamente la puerta, la tapa o la pared, presente una región plana (lisa o curvada) , que forme la cara delantera o superior, de la que al menos una o varias, y de forma especialmente preferida, todas las aristas laterales se embutan de forma preferida mediante embutición profunda, de tal modo que discurran formando un ángulo con la región plana.
De esta forma es por ejemplo concebible que la chapa, respectivamente la puerta, la tapa o la pared, presente una región plana a la que se conecten superficies configuradas por ejemplo mediante embutición profunda. Esto puede ser válido por ejemplo para las dos regiones laterales, para la cara superior o inferior, respectivamente cara delantera y trasera, o para todas las aristas de una puerta, respectivamente de la tapa o de la pared.
La embutición puede estar con ello ejecutada de tal modo, que el ángulo entre estas regiones embutidas y la región plana, que forma la cara frontal, sea de entre 60º y 120º, de forma preferida de entre 80º y 100º y de forma especialmente preferida de 90º. De este modo es concebible por ejemplo, que se extiendan segmentos de chapa embutidos desde la cara frontal, formando ángulo recto, sobre la cara superior y/o inferior y/o en las dos regiones laterales.
Las aristas laterales embutidas de este modo pueden ser embutidas por su parte, de forma preferida descanteadas. La embutición, respectivamente el descanteado, puede realizarse de tal modo que la región embutida discurra en paralelo o fundamentalmente en paralelo a la región plana, que forma la cara delantera o superior, de la chapa, de la puerta, de la tapa o de la pared. De esta forma es por ejemplo concebible que la puerta producida mediante el procedimiento conforme a la invención presente una cara frontal, respectivamente superior, que en sus regiones de
borde se transforme en segmentos que discurran por ejemplo en ángulo recto respecto a las mismas, que por su parte estén descanteados en sus regiones extremas, en donde las regiones descanteadas pueden discurrir por ejemplo en paralelo al lado frontal de la puerta o de la tapa.
Como se ha explicado, el barnizado, respectivamente la entrega de la chapa barnizada, se realiza antes de la embutición en la forma definitiva.
Es preferible que el barnizado de la chapa se realice mediante la utilización de un barniz húmedo.
Conforme a la invención se usa un barniz que es relativamente blando, respectivamente que presenta una elasticidad tan grande, que de forma preferida haga posible incluso en estado de revenido o secado una embutición, en especial una embutición profunda de la chapa, sin que se produzcan desprendimientos u otros daños en el barnizado. Para esto se plantean conforme a la invención barnices húmedos.
Conforme a la invención la chapa, respectivamente la puerta, la tapa o la pared, se barniza sólo por una cara, sobre la cara exterior visible para el usuario. Esto puede ser necesario en los casos en los que la cara interior no barnizada se dote de revestimientos, espumados, etc.
Con base en un ejemplo de ejecución representado en el dibujo se explican con más detalle detalles y ventajas adicionales de la invención. Aquí muestran:
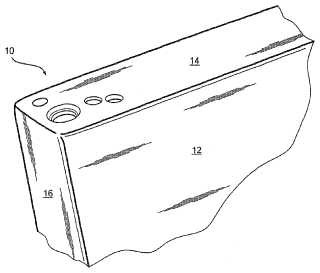
la figura 1: una vista en perspectiva de la región de esquina en la cara frontal de una puerta exterior, conforme a la presente invención, y
la figura 2: una representación en perspectiva del segmento superior de la cara interior de una puerta de un aparato refrigerador, respectivamente congelador, conforme a la invención.
La figura 1 muestra en una vista en perspectiva la región de esquina de una puerta exterior 10 de un aparato refrigerador, respectivamente congelador, conforme a la invención. La puerta exterior 10 se compone de una chapa barnizada que, a diferencia de las puertas exteriores conocidas del estado de la técnica, primero se ha barnizado y después de ha embutido mediante embutición profunda. Es decir, el proceso de embutición se ha realizado con la chapa ya barnizada.
La puerta exterior 10 conforme a la figura 1 presenta una cara frontal 12 plana, vuelta hacia el usuario del aparato, que puede estar ejecutada por ejemplo de forma lisa, convexa o cóncava. A esta cara frontal 12 se conectan una pared superior 14, dos paredes laterales 16 así como una pared inferior no representada en la figura 1. Estas paredes, respectivamente regiones, se han obtenido por medio de que la chapa barnizada, de la que se compone la puerta exterior 10, se ha deformado mediante embutición profunda. En el ejemplo de ejecución aquí mostrado, se extienden fundamentalmente en ángulo recto respecto a la cara frontal 12. Como se deduce además de la figura 1, la cara superior 14 de la puerta exterior 10 está dotada de varios taladros, que se usan por ejemplo para alojar un cojinete de una amortiguación de cierre. Estos taladros pueden practicarse por ejemplo después de la embutición profunda de la puerta.
La figura 2 muestra una vista interior de la puerta exterior 10 conforme a la figura 1. En esta vista puede verse que la chapa, de la que se compone la puerta 10, sólo está barnizada por una cara. La región vuelta hacia dentro, visible en la figura 2, no está barnizada.
Como se deduce además de la figura 2, la cara superior 14 y las aristas laterales 16 de la puerta exterior 10, obtenidas mediante embutición, están acodadas de nuevo en su región extrema, de tal modo que se obtienen las regiones 14’, respectivamente 16’. Estas regiones 14’, 16’ discurren por su parte en ángulo recto respecto a las regiones embutidas 14, 16. Sin embargo, básicamente también son posibles márgenes angulares que difieran de esto y están abarcados por la invención.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para producir una puerta barnizada o una tapa barnizada o una pared barnizada (10) de un aparato refrigerador y/o congelador, que comprende el paso de la embutición de una chapa barnizada para configurar la puerta, la tapa o la pared (10) , en donde la chapa presenta una región (12) plana, que forma la cara delantera, respectivamente trasera, de la que al menos una cara se embute de tal modo que discurre formando un ángulo con la región plana, caracterizado porque antes de la embutición se realiza el barnizado de la chapa con la utilización de un barniz húmedo, en donde el barniz húmedo usado presenta una elasticidad tan grande, que se hace posible incluso en estado de revenido o secado una embutición de la chapa, sin que se produzcan desprendimientos u otros daños en el barniz húmedo, y en donde la chapa, respectivamente la puerta, la tapa o la pared sólo se barniza por una cara, sobre la cara exterior visible para el usuario.
2. Procedimiento según la reivindicación 1, caracterizado porque la embutición comprende el procedimiento de embutición profunda.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la embutición comprende el procedimiento de curvado.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la chapa, respectivamente la puerta, la tapa o la pared (10) , se somete a otros pasos de mecanización, aparte de la embutición.
5. Procedimiento según la reivindicación 4, caracterizado porque en el caso de los otros pasos de mecanización se trata de troquelado, estampación o taladrado.
6. Procedimiento según la reivindicación 4 ó 5, caracterizado porque los otros pasos de mecanización se llevan a cabo antes o después del barnizado de la chapa.
7. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la embutición comprende los pasos de embutición profunda así como el curvado, y porque después de la embutición profunda se realiza el curvado.
8. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque de la región (12) , que forma la cara delantera o superior, varias y de forma especialmente preferida todas las aristas laterales (14, 16) se embuten de forma preferida mediante embutición profunda, de tal modo que discurren formando un ángulo con la región plana (12) .
9. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el ángulo está situado en un margen de entre 60º y 120º, y de forma preferida de entre 80º y 100º.
10. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque al menos una de las aristas laterales (14, 16) embutidas es embutida por su parte, de forma preferida descanteada.
11. Procedimiento según la reivindicación 10, caracterizado porque la embutición se realiza de tal modo, que la región embutida (14’, 16’) discurre en paralelo o fundamentalmente en paralelo a la región plana (12) , que forma la cara delantera o superior, de la chapa, respectivamente de la puerta, de la tapa o de la pared (10) .
Patentes similares o relacionadas:
TIRADOR PARA APERTURA DE PUERTAS DE FRIGORÍFICOS., del 2 de Julio de 2020, de LIAO, Chaosheng: 1. Tirador para apertura de puertas de frigoríficos, de los instalados en lineales de supermercado, caracterizado por que consiste en una pieza de perfil en […]
 Aparato de refrigeración y/o de congelación, del 24 de Junio de 2020, de LIEBHERR-HAUSGERATE OCHSENHAUSEN GMBH: Aparato de refrigeración y/o de congelación con un cuerpo que delimita un espacio interno refrigerado, con una puerta dispuesta de forma pivotante relativamente […]
Aparato de refrigeración y/o de congelación, del 24 de Junio de 2020, de LIEBHERR-HAUSGERATE OCHSENHAUSEN GMBH: Aparato de refrigeración y/o de congelación con un cuerpo que delimita un espacio interno refrigerado, con una puerta dispuesta de forma pivotante relativamente […]
Dispositivo y procedimiento para mejorar la eficiencia energética de las neveras reteniendo el frio en su interior al abrir sus puertas, del 22 de Junio de 2020, de REQUENA FELIU, José María: Dispositivo para retener el frio en las neveras cuando se abre la puerta, ya que en la actualidad se desprende una corriente importante de aire frío debida […]
Puerta de vitrina refrigerada con panel LCD transparente, del 6 de Mayo de 2020, de ANTHONY, INC.: Un conjunto de puerta de vitrina para un dispositivo de almacenamiento con control de temperatura, comprendiendo el conjunto de puerta de vitrina: […]
Refrigerador, del 6 de Mayo de 2020, de LG ELECTRONICS INC.: Un refrigerador que comprende: un armario provisto de un compartimento de almacenamiento; una caja interior para definir una apariencia del compartimento […]
Cuerpo adiabático al vacío y refrigerador, del 15 de Abril de 2020, de LG ELECTRONICS INC.: Un cuerpo adiabático al vacío que comprende: una primera lámina que define al menos una porción de un primer lado de una pared adyacente a un primer espacio que […]
Refrigerador, del 8 de Abril de 2020, de LG ELECTRONICS INC.: Un refrigerador que comprende: un armario que define una primera área de almacenamiento para almacenar alimentos; una puerta […]
Frigorífico, del 1 de Abril de 2020, de LG ELECTRONICS INC.: Un frigorífico que comprende: un armario provisto de un compartimento de refrigeración y de una cámara de evaporación ; una primera puerta […]