Procedimiento y dispositivo para la fabricación de una pieza de semimonocasco.
Procedimiento para la fabricación de una pieza de semimonocasco con un punzón de embutir (1,
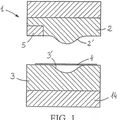
1', 1") y una matriz de embutir (2, 2', 2"), en donde en una única etapa de trabajo el punzón de embutir (1, 1', 1'') se inserta en la matriz de embutir (2, 2', 2"), un llantón (17, 17', 17") se conforma previamente para formar una pieza en bruto de chapa (5, 5', 5") con al menos una sección de fondo (4, 4', 4"), al menos una sección de marco (14, 14', 14") y opcionalmente una sección de brida (23"), en donde durante la conformación previa con el punzón de embutir (1, 1', 1") se introduce un excedente de material en la sección de fondo (4, 4', 4"), la sección de marco (14, 14', 14") y/o la sección de brida (23") opcional de la pieza en bruto de chapa (5, 5', 5"), y la pieza en bruto de chapa (5, 5', 5") se somete a un acabado para formar una pieza de semimonocasco (3, 3', 3") y se calibra, caracterizado por que la pieza en bruto de chapa (5, 5', 5") se rebordea en la única etapa de trabajo, preferentemente empleando una arista cortante (10, 10', 10"), dispuesta en el punzón de embutir (1, 1', 1").
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/069794.
Solicitante: THYSSENKRUPP STEEL EUROPE AG.
Nacionalidad solicitante: Alemania.
Dirección: KAISER-WILHELM-STRASSE 100 47166 DUISBURG ALEMANIA.
Inventor/es: FLEHMIG, THOMAS, SAVVAS,Konstantinos.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › dotados de dispositivos para mantener los bordes de las piezas (B21D 22/24 - B21D 22/30 tienen prioridad).
- B21D22/30 B21D 22/00 […] › para acabar los objetos ya formados por embutición.
- B21D24/16 B21D […] › B21D 24/00 Combinaciones de prensas, o sistemas en relación con las prensas, para el embutido. › Equipo adicional asociado a los útiles o herramientas, p. ej. para cizallar, desbarbar.
- B21D37/08 B21D […] › B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones). › Matrices dotadas de partes distintas para las diferentes fases de una operación.
- B21D51/02 B21D […] › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › caracterizados por la estructura de los objetos.
PDF original: ES-2804765_T3.pdf
Patentes similares o relacionadas:
Procedimiento y dispositivo para fabricar piezas de embutición embridadas con recorte simultáneo, del 29 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de piezas de embutición embridadas a partir de una platina de metal plana y/o preformada mediante el uso de un punzón de embutición […]
Procedimiento de producción para piezas de chapa de magnesio y aluminio de alta resistencia, del 11 de Mayo de 2016, de AWEBA Werkzeugbau GmbH: Procedimiento de producción para piezas de chapa de magnesio y aluminio de alta resistencia en una fabricación industrial caracterizado por una gran variedad de artículos […]
 Matriz de doblado con unidad de leva radial, del 9 de Marzo de 2016, de Norgren Automation Solutions, LLC: Una matriz de doblado que comprende una primera superficie de doblado y una segunda superficie de doblado que puede girar con respecto a la […]
Matriz de doblado con unidad de leva radial, del 9 de Marzo de 2016, de Norgren Automation Solutions, LLC: Una matriz de doblado que comprende una primera superficie de doblado y una segunda superficie de doblado que puede girar con respecto a la […]
Útil de conformación y procedimiento para la conformación en caliente y el temple parcial en prensa de una pieza de trabajo de chapa de acero, del 4 de Junio de 2014, de Gestamp Umformtechnik GmbH: Útil de conformación (1, 1') para la conformación en caliente y el temple parcial en prensa de una pieza de trabajo de chapa de acero, con una […]
 UTIL PARA RECORTAR Y REBORDEAR PIEZAS DE TRABAJO PLANAS, del 3 de Noviembre de 2010, de AUDI AG: Útil para recortar y rebordear una pieza de trabajo plana, en especial una pieza embutida, con una primera pieza y una segunda pieza del útil, […]
UTIL PARA RECORTAR Y REBORDEAR PIEZAS DE TRABAJO PLANAS, del 3 de Noviembre de 2010, de AUDI AG: Útil para recortar y rebordear una pieza de trabajo plana, en especial una pieza embutida, con una primera pieza y una segunda pieza del útil, […]
 UTIL PARA CONFORMAR UNA CHAPA METALICA, del 16 de Septiembre de 2008, de MONDRAGON UTILLAJE Y SISTEMAS, S.COOP.: Útil para conformar una chapa metálica en caliente que comprende al menos un conformador superior y un conformador inferior entre los que […]
UTIL PARA CONFORMAR UNA CHAPA METALICA, del 16 de Septiembre de 2008, de MONDRAGON UTILLAJE Y SISTEMAS, S.COOP.: Útil para conformar una chapa metálica en caliente que comprende al menos un conformador superior y un conformador inferior entre los que […]
MATRIZ CONFORMADORA DE ANGULO NEGATIVO., del 1 de Julio de 2006, de UMIX CO., LTD.: Una matriz conformadora de ángulo negativo que comprende: una mitad inferior de la matriz con una porción de apoyo para colocar una pieza a trabajar (W) de chapa […]
 METODO Y HERRAMIENTA PARA FABRICAR ACCESORIOS TRIDIMENSIONALES MEDIANTE OPERACIONES DE CONFORMACION Y TROQUELADO DE PRECISION, del 12 de Agosto de 2009, de FEINTOOL INTELLECTUAL PROPERTY AG: Método para fabricar accesorios tridimensionales a partir de una banda plana mediante procesos de conformación y troquelado de precisión, especialmente accesorios […]
METODO Y HERRAMIENTA PARA FABRICAR ACCESORIOS TRIDIMENSIONALES MEDIANTE OPERACIONES DE CONFORMACION Y TROQUELADO DE PRECISION, del 12 de Agosto de 2009, de FEINTOOL INTELLECTUAL PROPERTY AG: Método para fabricar accesorios tridimensionales a partir de una banda plana mediante procesos de conformación y troquelado de precisión, especialmente accesorios […]