Película para la producción de artefactos de material compuesto, procedimiento de producción de la citada película y procedimiento de producción de artefactos de material compuesto a base de la citada película.
Película de restricción (1) diseñada para su uso en la producción de artefactos de material compuesto (2),
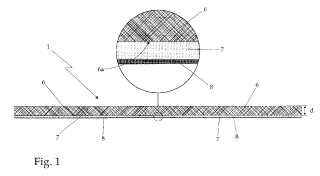
que comprende una película de soporte de polímero plástico (6), una capa intermedia (7) de un producto químico de liberación que recubre la cara delantera (6a) de la película de soporte (6) destinada a entrar en contacto con el producto semiterminado (2') que dará lugar al artefacto de material compuesto (2), y una capa superficial (8) de material de revestimiento aplicada sobre la capa intermedia (7) mediante depósito por evaporación en vacío.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/053768.
Solicitante: A. Peruzza S.r.l.
Nacionalidad solicitante: Italia.
Dirección: Via Portelle 1 Mareno Di Piave ITALIA.
Inventor/es: PERUZZA,PAOLO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/32 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › sobre un molde, una plantilla o un núcleo rotativos.
- B32B33/00 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Productos estratificados caracterizados por propiedades particulares o características de superficie particulares, p. ej. por revestimientos de superficie particulares; Productos estratificados concebidos para casos particulares no cubiertos por una sola otra clase.
PDF original: ES-2439646_T3.pdf
Fragmento de la descripción:
Película para la producción de artefactos de material compuesto, procedimiento de producción de la citada película y procedimiento de producción de artefactos de material compuesto a base de la citada película.
CAMPO TÉCNICO
La presente invención se refiere a una película para la producción de artefactos de material compuesto, a un procedimiento de producción de la citada película y a un procedimiento de producción de artefactos de material compuesto a base de la citada película.
Más concretamente, la presente invención se refiere a una película de restricción de resina diseñada para su uso en la producción de artefactos de material compuesto que presenta una forma tubular, uso al que la siguiente descripción se refiere meramente a título de ejemplo, sin que ello implique ninguna pérdida de generalidad.
TÉCNICA ANTERIOR
Como es sabido, los artefactos de material compuesto que presentan una forma tubular y una forma no tubular están formados básicamente por una o más capas superpuestas de fibras de vidrio y/o fibras de carbono y/o fibras de aramida y/o algodón, lino, cáñamo o fibras de otros materiales orgánicos, apropiadamente trenzadas y/o superpuestas entre sí y embebidas en una matriz de resina termoendurecible epoxi, fenólica o de poliéster.
En algunos procedimientos de producción, el artefacto de material compuesto se puede obtener a partir de una estera semiterminada de fibras preimpregnadas con resina todavía en un estado semisólido (también llamado «preimpregnado») , que está conformada de manera que siga la forma del artefacto que se desea obtener, y seguidamente se somete a un ciclo de termoendurecimiento durante el cual se produce la polimerización de la resina, con una subsiguiente solidificación irreversible de la misma.
En el caso de los artefactos de material compuesto que presentan una forma tubular, el producto semiterminado se enrolla alrededor de un mandril de metal y se coloca entonces dentro del horno en el que se lleva a cabo la polimerización de la resina, y de antemano se ha enrollado alrededor del mismo una cinta de material plástico (generalmente de polipropileno) que sirve para retener la resina en el producto semiterminado hasta que la resina se endurece totalmente. En la mayoría de los casos, la cinta de restricción de resina se retira a continuación del artefacto de material compuesto al final del procedimiento de polimerización de la resina.
La necesidad de utilizar la cinta de restricción de resina se debe al hecho de que, durante la fase inicial del procedimiento de polimerización, la resina termoendurecible aumenta de volumen y sufre un aumento de su fluidez, de manera que, si no se mantiene en su lugar, tiende a derramar el producto semiterminado por gravedad antes de solidificarse, lo que pone en riesgo la integridad estructural del artefacto.
Finalmente, en algunos usos, la superficie del artefacto de material compuesto debe estar coloreada.
En este caso, el procedimiento de producción contempla la aplicación de una capa de pintura de color mediante pulverización o brocha directamente sobre la superficie del artefacto de material compuesto, una vez que la resina termoendurecible haya completado el procedimiento de polimerización, o contempla la aplicación de una capa de pintura de color mediante pulverización o brocha directamente sobre la superficie del producto semiterminado, antes de que se lleve a cabo el procedimiento de polimerización de la resina.
En este segundo caso, durante el procedimiento de polimerización, la resina termoendurecible puede incorporar en su interior de forma estable las partículas de pigmento de color, con lo que se mejora el acabado superficial del artefacto.
De hecho, como es sabido, la pintura de color consiste en una mezcla líquida y sustancialmente transparente de resina y diluyente/disolvente que se mezclan estrechamente entre sí, y de una cantidad variable de partículas de pigmento de base (es decir, partículas finamente molidas de la sustancia colorante deseada) suspendidas en la mezcla líquida transparente. El diluyente/disolvente tiene la función de mantener la resina en estado líquido, mientras que la resina es la sustancia química que se agarra a la superficie del artefacto cuando todavía se encuentra en fase líquida, y que se adhiere de forma estable a la superficie del artefacto, reteniendo las partículas de pigmento cuando el diluyente/disolvente se dispersa naturalmente por evaporación.
Si la resina utilizada en la pintura de color es químicamente compatible con la resina termoendurecible del artefacto de material compuesto, durante la fase inicial del procedimiento de polimerización, la resina termoendurecible colocada sobre la superficie del artefacto de material compuesto puede incorporar en su interior la resina y las partículas de pigmento que forman la pintura de color, coloreando de esta manera la superficie del artefacto de material compuesto.
Tal y como se especifica en las patentes japonesas JP11309797 y JP2000062032 y en la patente europea EP1621322, en los últimos años, algunos fabricantes de artefactos de material compuesto de forma tubular, con el fin de simplificar y acelerar el procedimiento de producción, comenzaron a aplicar la pintura de color directamente sobre la cara de la cinta de polipropileno que está destinada a entrar en contacto directo con la superficie del artefacto de material compuesto y, seguidamente, delegaron a la resina termoendurecible del artefacto la tarea de incorporar en la misma, durante el procedimiento de polimerización, las partículas de pigmento presentes sobre la superficie de la cinta.
En este caso, la pintura de color debe aplicarse necesariamente con una brocha o mediante impresión serigráfica, directamente sobre la cara «no tratada» de la cinta de restricción de polipropileno, es decir, sobre la cara que posee, por definición, una tensión superficial que presenta un valor inferior a 38 dinas/centímetro, con el fin de generar enlaces moleculares medios-débiles entre la pintura de color y la superficie de la cinta de restricción de polipropileno.
De hecho, es bien sabido que, si la resina termoendurecible sobre la superficie del artefacto de material compuesto entra en contacto directo con una superficie de polipropileno con una tensión superficial de más de 38 dinas/centímetro, se une permanentemente a la cinta de restricción, de manera que el cinta solamente se puede retirar mediante abrasión mecánica de la superficie por medio de papel de lija o similar. Este tipo de procesamiento podría dañar irreparablemente la superficie del artefacto de material compuesto.
Obviamente, la cinta de restricción se utiliza en la producción y la coloración del artefacto de material compuesto una vez que la capa muy delgada de pintura de color se ha secado sobre la superficie de la cinta.
Incluso habiendo reducido drásticamente los costes de producción y de coloración de los artefactos de material compuesto, el uso de cinta de restricción de polipropileno con una cara coloreada mediante impresión serigráfica no permite obtener superficies con colores que presenten una intensidad, luminosidad y brillo comparables a los que pueden obtenerse mediante pulverización o aplicación directa con brocha de la pintura sobre el artefacto de material compuesto al final del procedimiento de polimerización de la resina termoendurecible.
En definitiva, mediante el procedimiento de producción descrito anteriormente, no es posible impartir a la superficie del artefacto de material compuesto un aspecto metálico. De hecho, con el fin de obtener este tipo de acabado superficial, los fabricantes de artefactos de material compuesto generalmente usan esteras semiterminadas en las que las fibras se someten a un procedimiento de metalización superficial antes de ser impregnadas con la resina termoendurecible.
Desafortunadamente, el resultado estético final no compensa el aumento considerable de los costes de producción: la metalización superficial de las fibras del producto semiterminado es de hecho el resultado de un tratamiento superficial particularmente largo y costoso, y el artefacto de material compuesto, al final de la polimerización de la resina, no presenta un recubrimiento superficial con un aspecto metálico uniforme.
DESCRIPCIÓN DE LA INVENCIÓN
Es por tanto un objetivo de la presente invención la fabricación de una película de restricción para la producción de artefactos de material compuesto, en forma de una cinta o lámina, que permita realizar, en artefactos de material compuesto, superficies de color que presenten colores con intensidad, luminosidad, brillo y/o aspecto metálico comparables a los que se puede... [Seguir leyendo]
Reivindicaciones:
1. Película de restricción (1) diseñada para su uso en la producción de artefactos de material compuesto (2) , que comprende una película de soporte de polímero plástico (6) , una capa intermedia (7) de un producto químico de liberación que recubre la cara delantera (6a) de la película de soporte (6) destinada a entrar en contacto con el producto semiterminado (2') que dará lugar al artefacto de material compuesto (2) , y una capa superficial (8) de material de revestimiento aplicada sobre la capa intermedia (7) mediante depósito por evaporación en vacío.
2. Una película de restricción de acuerdo con la reivindicación 1, caracterizada porque la película de soporte (6) está estructurada de manera que el polímero plástico que se encuentra situado sobre la superficie de la cara delantera (6a) de la película de soporte (6) destinada a entrar en contacto con el producto semiterminado (2') , presenta localmente una tensión superficial (Ts) con un valor mayor que 38 dinas/centímetro.
3. Una película de restricción de acuerdo con la reivindicación 2, caracterizada porque el polímero plástico que se encuentra situado sobre la superficie de la cara delantera (6a) de la película de soporte (6) , presenta localmente una tensión superficial (Ts) con un valor comprendido entre 45 dinas/centímetro y 70 dinas/centímetro.
4. Una película de restricción de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizada porque la película de soporte (6) está hecha de polipropileno.
5. Una película de restricción de acuerdo con la reivindicación 4, caracterizada porque la película de soporte (6) está hecha de polipropileno orientado biaxialmente.
6. Una película de restricción de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizada porque la capa superficial (8) está hecha de material metálico.
7. Una película de restricción de acuerdo con cualquiera de las reivindicaciones 1 a 5, caracterizada porque la capa superficial (8) está hecha de silicio, grafito, teflón u otros materiales que se pueden depositar mediante evaporación en vacío.
8. Una película de restricción de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizada porque la capa intermedia (7) está formada por una capa de pintura transparente o de color que se extiende sobre la cara frontal (6a) de la película de soporte (6) mediante un procedimiento de impresión flexográfica
o similar; siendo el espesor de la capa intermedia (7) menor que el espesor (d) de la película de soporte (6) al menos en un orden de magnitud.
9. Procedimiento de producción de una película de restricción de resina (1) diseñado para su uso en la producción de artefactos de material compuesto (2) ; estando el procedimiento caracterizado porque comprende las etapas de
-realizar, mediante un procedimiento de impresión flexográfica o similar, una primera capa (7) de un producto químico de liberación sobre la superficie de una película de soporte de polímero plástico (6) , que recubre la cara delantera (6a) de la película destinada a entrar en contacto con el producto semiterminado (2') que dará lugar al artefacto de material compuesto (2) ; y
-realizar, mediante un depósito de evaporación en vacío, una segunda capa (8) de material de revestimiento sobre la primera capa (7) de producto químico de liberación.
10. Un procedimiento de producción de una película de restricción de acuerdo con la reivindicación (9) , caracterizado porque comprende también, antes de la etapa de realización de la citada primera capa, la etapa de someter la cara delantera (6a) de la película de soporte (6) a un tratamiento superficial, de manera que el polímero plástico que se encuentra sobre la superficie de la citada cara delantera (6a) presenta localmente una tensión superficial (Ts) con un valor mayor que 38 dinas/centímetro.
11. Un procedimiento de producción de una película de restricción de acuerdo con la reivindicación 10, caracterizado porque, al final del citado tratamiento superficial, el polímero plástico que se encuentra situado sobre la superficie de la cara delantera (6a) de la película de soporte (6) , presenta localmente una tensión superficial (Ts) con un valor comprendido entre 45 y 70 dinas/centímetro.
12. Un procedimiento de producción de una película de restricción de acuerdo con la reivindicación 9, 10 u 11, caracterizado porque la película de soporte (6) está hecha de polipropileno.
13. Un procedimiento de producción de una película de restricción de acuerdo con la reivindicación 12, caracterizado porque la película de soporte (6) está hecha de polipropileno orientado biaxialmente.
14. Un procedimiento de producción de una película de restricción de acuerdo con cualquiera de las reivindicaciones 9 a 13, caracterizado porque la segunda capa (8) está hecha de material metálico.
15. Un procedimiento de producción de una película de restricción de acuerdo con cualquiera de las reivindicaciones 9 a 13, caracterizado porque la segunda capa (8) está hecha de silicio, grafito, teflón u otros materiales que se pueden depositar mediante evaporación en vacío.
16. Un procedimiento de producción de una película de restricción de acuerdo con cualquiera de las reivindicaciones 9 a 15, caracterizado porque la primera capa (7) está formada por una capa de pintura transparente o de color con un espesor menor que el espesor (d) de la película de soporte (6) .
17. Procedimiento de producción de artefactos de material compuesto (2) formados por una o más capas superpuestas de fibras (3) de material orgánico o inorgánico, embebidas en una matriz de resina termoendurecible (4) ; estando el procedimiento caracterizado porque comprende, en secuencia,
-la etapa de realizar un producto semiterminado (2') , que sigue la forma del artefacto de material compuesto (2) que se desea fabricar, y que está formado por una o más capas de las citadas fibras (3) impregnadas con una resina termoendurecible (4) aún en un estado líquido de alta viscosidad;
-la etapa de cubrir al menos una superficie (2a) del producto semiterminado (2') con una película de restricción (1) que se fabrica de acuerdo con cualquiera de las reivindicaciones 9 a 16, de forma que se confine la resina termoendurecible (4) todavía en un estado líquido de alta viscosidad en el interior del producto semiterminado (2') , teniendo cuidado además de que la citada película de restricción (1) se encuentre orientada de manera que su capa superficial (8) quede dispuesta en contacto directo con el producto semiterminado (2') ; y, por último
-la etapa de someter el producto semiterminado (2') recubierto por la película de restricción (1) a un ciclo de termoendurecimiento con el fin de causar la polimerización de la resina termoendurecible (4) con la subsiguiente solidificación irreversible de la misma.
18. Un procedimiento de producción de artefactos de material compuesto de acuerdo con la reivindicación 17, caracterizado porque comprende también, una vez que se ha completado la polimerización de la resina termoendurecible (4) , la etapa de retirar la película de restricción (1) del producto semiterminado (2') , de manera que la película de restricción (1) deje su capa superficial (8) adherida de forma estable sobre la citada superficie (2a) del producto semiterminado (2') , con el fin de formar sobre ella una película de revestimiento exterior (5) .
19. Un procedimiento de producción de artefactos de material compuesto de acuerdo con la reivindicación 18, caracterizado porque comprende también, una vez que la película de restricción (1) se ha retirado del producto semiterminado (2') , la etapa de aplicar sobre la película de revestimiento exterior (5) del artefacto resultante (2) , una capa de pintura transparente, o una capa de resina termoendurecible transparente, o una película de polímero plástico transparente.
Patentes similares o relacionadas:
SISTEMA Y METODO DE FABRICACION DE PERFILES ESTRUCTURALES MEDIANTE EL TRENZADO DE FIBRAS EN CONTINUO Y PERFIL ESTRUCTURAL OBTENIDO POR DICHO SISTEMA Y METODO, del 23 de Enero de 2020, de ZENIT POLIMEROS Y COMPOSITES, S.L: Sistema y método de fabricación de perfiles estructurales mediante el trenzado de fibras en continuo y perfil estructural obtenido por dicho sistema […]
SISTEMA Y MÉTODO DE FABRICACIÓN DE PERFILES ESTRUCTURALES MEDIANTE EL TRENZADO DE FIBRAS EN CONTINUO Y PERFIL ESTRUCTURAL OBTENIDO POR DICHO SISTEMA Y MÉTODO, del 17 de Enero de 2020, de ZENIT POLIMEROS Y COMPOSITES SL: Sistema y método de fabricación de perfiles estructurales mediante el trenzado de fibras en continuo y perfil estructural obtenido por dicho sistema y método. La […]
Rellenos de radio compuesto y métodos de formación del mismo, del 12 de Noviembre de 2019, de THE BOEING COMPANY: Un relleno de radio compuesto para rellenar una región de relleno de radio en una estructura compuesta que comprende: dos o más laminados de radio, […]
Tubo compuesto termoplástico con capa intermedia de múltiples capas, del 22 de Mayo de 2019, de Evonik Operations GmbH: Procedimiento para la producción de un tubo compuesto termoplástico, que contiene las siguientes etapas: a) se proporciona un revestimiento […]
Artículo deportivo compuesto reforzado con fibra y su método de fabricación, del 22 de Mayo de 2019, de North Thin Ply Technology Sarl: Un artículo deportivo incluyendo una varilla tubular alargada compuesta de un material compuesto de matriz de resina reforzada con fibra, […]
Método para fabricar tubos compuestos de fibra reforzada, del 22 de Mayo de 2019, de THE BOEING COMPANY: Un método para fabricar un tubo (22, 22a) de material compuesto, que comprende: hacer girar un mandril que tiene una pared interna; y dirigir […]
Tubo compuesto termoplástico con capa intermedia de múltiples capas, del 22 de Mayo de 2019, de Evonik Operations GmbH: Procedimiento para la producción de un tubo compuesto termoplástico, que contiene las siguientes etapas: a) se proporciona un revestimiento […]
Revestimiento para un motor de avión y procedimiento para la fabricación de tal revestimiento, del 13 de Mayo de 2019, de FACC AG: Revestimiento para un motor de avión , especialmente un conducto de flujo secundario o una carcasa de ventilador, compuesto por varias capas de preimpregnado , endurecidas, […]