Procedimiento para la preparación de pedidos de productos sueltos.
Procedimiento para la preparación de pedidos de productos sueltos en una instalación para la preparación depedidos (30) con una máquina automática (31) para la preparación de pedidos y una estantería de flujo (1),
quecontiene las reservas para rellenar la máquina automática para la preparación de pedidos con productossueltos, transportándose los productos sueltos automáticamente, preferiblemente sin mezclar, en recipientes ocajas de cartón (2) por medio de una línea de transporte (4) accionada hasta la estantería de flujo (1) ycolocándose dichos productos sueltos, tras la lectura e identificación, automáticamente a través de unmontacargas fijo (5) accionado y transelevadores (6) de la estantería de flujo (1) en canales de flujo (3)seleccionados de la estantería de flujo dotados de salidas (A) a las que accede fácilmente de forma manualcaracterizado porque
una vez extraídos manualmente de los recipientes/de las cajas de cartón (2) situados en una salida (A) de uncanal de flujo (3) y desempaquetados los recipientes/las cajas de cartón, el operario introduce los productossueltos sin mezclar en las cajas a rellenar, alineando los recipientes / cajas de cartón (2) de distinta anchura,con ayuda de elementos de regulación (20), en un lado de los recipientes del transelevador (6) y colocándolosen canales de flujos (3) seleccionados cuya anchura corresponde a la anchura del recipiente / de la caja decartón (2).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/005228.
Solicitante: KNAPP AG.
Nacionalidad solicitante: Austria.
Dirección: GUNTER-KNAPP-STRASSE 5-7 8075 HART BEI GRAZ AUSTRIA.
Inventor/es: FREUDELSPERGER, KARL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65G1/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 1/00 Almacenamiento de objetos, individualmente o con un cierto orden, en almacenes o depósitos (combinaciones de transportadores en almacenes, tiendas o talleres, B65G 37/00; apilado de objetos B65G 57/00; sacado de objetos de pilas B65G 59/00; máquinas de carga B65G 65/02). › siendo los objetos alimentados por gravedad.
- B65G1/137 B65G 1/00 […] › con disposiciones o medios de control automáticos para coger los objetos que deben ser sacados.
PDF original: ES-2404133_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento conforme al concepto principal de la reivindicación 1 para la preparación de pedidos de productos sueltos en una instalación automática y a una estantería de flujo asociada en la que se guardan las reservas para rellenar la instalación automática para la preparación de pedidos.
Conforme al estado de la técnica se conoce la práctica de almacenar por la parte posterior de la instalación automática para la preparación de pedidos los productos que se han de introducir en los huecos de productos verticales o casi verticales de la instalación automática. El almacenamiento se puede llevar a cabo, por ejemplo, en estanterías fijas.
Si existe la necesidad de almacenar y reponer mayores cantidades de productos, se emplean estanterías de flujo. Los productos en sus cajas de cartón originales se colocan en la estantería de flujo por la parte posterior de la misma. En caso necesario, las cajas de cartón se abren por la parte anterior con objeto de rellenar la instalación automática para la preparación de pedidos con los distintos productos..
También existen soluciones en las que el llenado de los canales de flujo se produce por medio de un transelevador móvil bidimensional guiado por rieles que se puede desplazar en dirección longitudinal y cuya altura se puede regular al mismo tiempo para almacenar los productos en una estantería. En este caso, los productos se colocan en primer lugar en la bandeja del transelevador y se empujan después, en caso de necesidad, sobre las baldas de la estantería de flujo.
La memoria JP2006 103 875 describe un procedimiento genérico para la preparación de pedidos.
La solución con un transelevador para el llenado automático de estanterías conlleva varios inconvenientes:
• La posibilidad de una modificación retroactiva no existe casi nunca dado que, en la zona de las máquinas automáticas, los edificios suelen ser demasiado bajos y los techos no poseen la capacidad de soporte suficiente para un estante elevado.
• En muchos casos, el rendimiento de un transelevador no es suficiente y no permite transferir la cantidad deseada de productos de los puestos de almacenamiento a los canales de flujo.
º Las soluciones relativas a los transelevadores dependen del almacenamiento de recipientes uniformes. Es imprescindible que al menos la anchura sea la misma (por ejemplo: 1 caja de cartón de 600 x 400 o 2 cajas de cartón de 300 x 400) .
• Todos los productos de las estanterías de flujo se tienen que almacenar primero en la estantería.
• El consumo de energía y los valores de las conexiones eléctricas de un transelevador de estanterías son tan elevados que en muchos casos los cables de alimentación de corriente no son suficientes.
Partiendo del estado de la técnica antes expuesto, la invención está basada en la tarea de perfeccionar un procedimiento para reponer los productos de una estantería de flujo del tipo inicialmente indicado de manera que la estantería de flujo, de estructura sencilla, se pueda rellenar rápida, eficaz y fiablemente con recipientes / cajas de cartón que contengan los productos sueltos y que los productos sueltos se puedan introducir de manera ergonómica y eficiente en la instalación automática para la preparación de pedidos.
Esta tarea se resuelve gracias a un procedimiento con las características de la reivindicación 1.
La esencia de la invención consiste en transportar los productos sueltos automáticamente dentro de los recipientes o de las cajas de cartón, preferiblemente sin mezclar, por una línea de transporte hasta la estantería de flujo y de colocarlos de manera igualmente automática, tras la lectura e identificación y por medio de un montacargas fijo y transelevadores controlados de la estantería de flujo, en canales de flujo seleccionados de la estantería de flujo provistos de salidas a las que el operario encargado de la preparación del pedido pueda acceder manualmente, colocando el operario los productos sueltos después de su extracción manual del recipiente / de la caja de cartón situado en una salida seleccionada de un canal de flujo y después de desempaquetar los recipientes / cajas de cartón en las cajas a rellenar de la máquina automática para la preparación de pedidos, sin mezclar los productos.
Además de un relleno sin la mezcla de productos de los canales de flujo también resulta ventajoso un llenado mixto, si se trata de productos que giran con mucha lentitud.
Preferiblemente los recipientes / las cajas de cartón de distinta anchura se alinean en el transelevador a través de medios de regulación por un lado del recipiente y se introducen en canales de flujo seleccionados cuya anchura corresponde a la anchura de los recipientes / de las cajas de cartón.
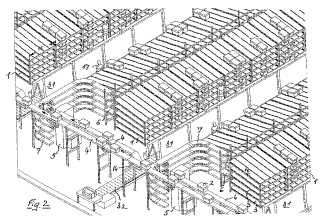
El correspondiente dispositivo para volver a llenar la estantería de flujo se caracteriza por, al menos, una línea de transporte accionada, preferiblemente un transportador de acumulación con rodillos, y, al menos, una estantería de flujo con canales de flujo inclinados en varios pisos de la estantería, con preferencia en tres a cinco pisos de la estantería a cuyas salidas accede un operario. La estantería de flujo presenta respectivamente, en cada uno de sus pisos, un transelevador desplazable por rieles para el llenado automático de los canales de flujo con recipientes / cajas de cartón que contienen productos sueltos de un solo tipo. La estantería de flujo posee además, a continuación de la línea de transporte, un montacargas fijo para el transporte automático de los recipientes / las cajas de cartón desde la línea de transporte a cualquier piso de la estantería seleccionado. Finalmente, la estantería de flujo comprende en cada piso y a continuación del montacargas, una línea de tope para la recepción automática de los recipientes / cajas de cartón del montacargas, a cuya salida accede automáticamente el transelevador, pudiendo recibir el transelevador respectivamente un recipiente / una caja de cartón para su transporte horizontal hasta la entrada del canal de flujo seleccionado.
Los transelevadores para los distintos pisos de la estantería se guían preferiblemente en refuerzos horizontales de la estantería de flujo configurados a modo de rieles.
En la mayoría de los casos, la estantería de flujo sólo presenta canales de flujo unilaterales.
La estantería de flujo también se puede configurar en forma de estantería doble en cuyo caso los transelevadores se pueden desplazar horizontalmente en un pasillo central de la estantería doble y colocar cerca de las salidas de la línea de tope y las entradas de los canales de flujo opuestos.
El transelevador para los distintos pisos de la estantería posee un medio de recepción de la carga dotado de rodillos accionables cuyos ejes se encuentran en dirección de marcha del transelevador y transversalmente con respecto a los canales de flujo.
En la zona de los extremos axiales de los rodillos, el medio de recepción de la carga comprende respectivamente una barandilla lateral fija transversal con respecto a la dirección de marcha.
Con preferencia, la distancia entre las dos barandillas laterales se puede regular y corresponde especialmente a la anchura de un recipiente / una caja de cartón, pudiéndose regular al menos una de las dos barandillas en concepto de elemento de regulación.
En este caso, el transelevador se puede colocar en las entradas de los canales de flujo de distinta anchura, adaptándose la distancia entre las dos barandillas respectivamente a la anchura del canal de flujo al que se dirige.
La línea de transporte presenta preferiblemente un sistema de identificación para la identificación del recipiente / de la caja de cartón aportado y para la transmisión de los datos del recipiente a un ordenador central que gestiona el funcionamiento completamente automático de la aportación de los recipientes y la clasificación en los canales de flujo.
El transelevador para los distintos pisos de la estantería de flujo también está dotado de al menos un sensor para la identificación del estado de llenado de un canal de flujo.
La línea de transporte se dispone preferiblemente por encima de la cabeza para permitir el libre acceso a la estantería de flujo y a las máquinas automáticas para la preparación de pedidos.
La línea de transporte también puede presentar una línea de conexión para al menos una de las estanterías de flujo adyacentes.
La estantería de flujo consta en especial de varios módulos de estantería situados unos detrás de otros en dirección de marcha del transelevador de los distintos pisos de la estantería.
Como... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la preparación de pedidos de productos sueltos en una instalación para la preparación de pedidos (30) con una máquina automática (31) para la preparación de pedidos y una estantería de flujo (1) , que contiene las reservas para rellenar la máquina automática para la preparación de pedidos con productos sueltos, transportándose los productos sueltos automáticamente, preferiblemente sin mezclar, en recipientes o cajas de cartón (2) por medio de una línea de transporte (4) accionada hasta la estantería de flujo (1) y colocándose dichos productos sueltos, tras la lectura e identificación, automáticamente a través de un montacargas fijo (5) accionado y transelevadores (6) de la estantería de flujo (1) en canales de flujo (3) seleccionados de la estantería de flujo dotados de salidas (A) a las que accede fácilmente de forma manual caracterizado porque una vez extraídos manualmente de los recipientes/de las cajas de cartón (2) situados en una salida (A) de un canal de flujo (3) y desempaquetados los recipientes/las cajas de cartón, el operario introduce los productos sueltos sin mezclar en las cajas a rellenar, alineando los recipientes / cajas de cartón (2) de distinta anchura, con ayuda de elementos de regulación (20) , en un lado de los recipientes del transelevador (6) y colocándolos en canales de flujos (3) seleccionados cuya anchura corresponde a la anchura del recipiente / de la caja de cartón (2) .
2. Procedimiento según la reivindicación 1, conforme al cual se prevé al menos una línea de transporte (4) accionada, preferiblemente en forma de un transportador de acumulación con rodillos, y se configura al menos una estantería de flujo (1)
- con canales de flujo (3) inclinados en varios pisos de la estantería (I, II, III) , IV, V) , preferiblemente tres a cinco pisos de estantería, a cuyas salidas (A) puede acceder fácilmente un operario (17) ,
- con al menos un transelevador (6) desplazable, guiado en rieles en cada piso de la estantería (I, II, III, IV, V) para el llenado automático de los canales de flujo (3) con recipientes / cajas de cartón
(2) que contienen, preferiblemente, productos sueltos sin mezclar,
- y con al menos un montacargas fijo (5) montado a continuación de la línea de transporte (4) para el transporte automático de los recipientes / cajas de cartón (2) de la línea de transporte (4) al piso seleccionado (I, II, III, IV, V) de la estantería y
- con una línea de tope (7) en cada piso (I, II, III, IV, V) de la estantería situada a continuación del montacargas (5) para la recepción automática de los recipientes / de las cajas de cartón (2) del montacargas, a cuya salida se acerca automáticamente el transelevador (6) , pudiendo recoger el transelevador (6) respectivamente un recipiente / una caja de cartón (2) para el transporte horizontal a la entrada E de un canal de flujo (3) seleccionado.
caracterizado porque los transelevadores (6) se guían en refuerzos horizontales de la estantería de flujo (1) configurados a modo de rieles (8) .
3. Procedimiento según la reivindicación 2,
caracterizado porque la estantería de flujo (1) presenta canales de flujo unilaterales (3) y porque loe transelevadores (6) se desplazan horizontalmente por el lado de entrada de los canales de flujo o porque la estantería de flujo (1) se ha configurado a modo de estantería doble y los transelevadores (6) se pueden desplazar horizontalmente en un pasillo central (R) de la estantería doble y posicionar cerca de las salidas de la línea de tope y de las entradas (E) de los canales de flujo (3) opuestos.
4. Procedimiento según la reivindicación 2 ó 3, conforme al cual el transelevador (6) presenta un medio para la recepción de la carga que posee respectivamente una barandilla lateral (20, 21) transversal con respecto a la dirección de marcha (F) , pudiéndose regular la distancia entre las dos barandillas laterales (20, 21) para que corresponda preferiblemente a la anchura de un recipiente / una caja de cartón (2) , regulándose al menos una de las barandillas (20) , .
5. Procedimiento según la reivindicación 4,
caracterizado porque el transelevador (6) se posiciona en las entradas ? de canales de flujo (3) de distinta anchura, adaptándose la distancia entre las dos barandillas (20, 21) respectivamente a la anchura del canal de flujo (3) seleccionado.
6. Procedimiento según cualquiera de las reivindicaciones 1 a 5, conforme al cual el transelevador (6) está dotado de un accionamiento eléctrico (13) conectado a la barra conductora fija preferiblemente a través de contactos
por rozamiento (10) , presentando el accionamiento eléctrico (13) un sensor rotatorio con el que se puede medir la distancia recorrida por el transelevador (6) .
7. Procedimiento según cualquiera de las reivindicaciones 1 a 6,
caracterizado porque el estado de llenado de un canal de flujo (3) se reconoce por medio de al menos un sensor (11) .
8. procedimiento según cualquiera de las reivindicaciones 1 a 7,
caracterizado porque un dispositivo de reconocimiento de la línea de transporte (4) reconoce a un recipiente/una caja de cartón (2) aportado y porque los datos del recipiente se transmiten a un ordenador central que gestiona el funcionamiento completamente automático de la aportación de los recipientes / las cajas de cartón en los canales de flujo (3) .
Patentes similares o relacionadas:
Sistema de preparación para la expedición con un robot de transporte para pasar por debajo de estanterías individuales y carros de transporte, del 13 de Mayo de 2020, de KNAPP AG: Sistema de preparación para la expedición para preparar para la expedición artículos almacenados en un almacén con estanterías en bolsas de transporte con […]
Procedimiento de recogida de objetos con robots lanzadera, del 22 de Abril de 2020, de SOLYSTIC: Procedimiento de procesamiento de objetos en un centro logístico que comprende una zona de almacenaje de los objetos dividida en segmentos de almacenaje adyacentes […]
Sistema de gestión de inventario que usa vehículo guiado automatizado, del 25 de Marzo de 2020, de Hanmi IT Co., Ltd: Un sistema de gestión de inventario que usa un vehículo guiado automatizado, comprendiendo el sistema de gestión de inventario: una pluralidad […]
Sistema de almacenamiento y de preparación de pedidos, del 11 de Marzo de 2020, de SSI Schäfer Automation GmbH (DE): Procedimiento para hacer funcionar un sistema de almacenamiento y de preparación de pedidos , en el que una pluralidad de manipuladores procesa una pluralidad de […]
Sistema de preparación para la expedición de artículos para la preparación de pedidos y de lotes, del 19 de Febrero de 2020, de KNAPP AG: Sistema de preparación para la expedición para preparar para la expedición artículos desde contenedores de almacenamiento en contenedores […]
Estación de preparación para la expedición para preparar artículos en contenedores de pedido y bolsas de transporte para la preparación de pedidos y de lotes, del 19 de Febrero de 2020, de KNAPP AG: Estación de preparación para la expedición para preparar para la expedición artículos de contenedores de almacenamiento en contenedores de pedido según […]
Dispositivo para recoger y depositar selectivamente artículos en un almacén automático, del 12 de Febrero de 2020, de Modula S.p.A: Dispositivo para recoger y depositar selectivamente artículos, destinado a un almacén automático que comprende: un plano de soporte para el soporte temporal […]
Dispositivo de aparcamiento robotizado y método para manejarlo, del 23 de Octubre de 2019, de Ocado Innovation Limited: Un sistema de aparcamiento robotizado que comprende al menos un dispositivo 50 de manipulación de carga y una pluralidad de contenedores 10 que alojan […]