Procedimiento de operación para la alineación entre una hoja de corte y una hoja de incisión de una máquina de corte.
Procedimiento de operación para la gestión y para la correcta alineación de una unidad de corte deuna máquina de corte,
para la alineación automática de una hoja de corte (13; 130; 230) y su hoja de incisióncorrespondiente (12; 120; 220; 320) de una pluralidad de hojas de corte (13; 130; 230) y una pluralidad de hojas deincisión (12; 120; 220; 320) a condición de que cada una de ellas haya estado montada al menos una vez en lamáquina y alineadas entre sí, si bien no directamente, en el que el procedimiento comprende las siguientes etapas:
(s1) identificar manual o automáticamente la hoja de corte (13; 130; 230) y su hoja de incisión
correspondiente (12; 120; 220; 320) a montar en la máquina;
(s2) determinar las primeras posiciones de alineación entre una pluralidad de hojas de corte (13; 130; 230)y una pluralidad de hojas de incisión (12; 120; 220; 320);
(s3) memorizar dichas primeras posiciones de alineación;
(s4) determinar, por medio de cálculos comparativos, en función de dichas primeras posiciones dealineación, al menos una segunda posición de alineación entre una de la pluralidad de hojas de corte (13;130; 230) y una de la pluralidad de hojas de incisión (12; 120; 220; 320) que nunca han estado alineadasjuntas previamente; e
(s5) instruir y ejecutar dicha al menos una segunda alineación entre una de la pluralidad de hojas de corte(13; 130; 230) y una de la pluralidad de hojas de incisión (12; 120; 220; 320), de acuerdo con la etapa (s4)anterior.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2011/000072.
Solicitante: NALDI, VALTER.
Inventor/es: NALDI, VALTER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23D45/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 45/00 Máquinas de aserrar o dispositivos de aserrado a base de hojas circulares o discos de fricción (máquinas de cizallar con discos rotativos B23D 19/00 - B23D 25/00). › con varias hojas circulares.
- B23D59/00 B23D […] › Dispositivos anejos especialmente concebidos para las máquinas de aserrar o los dispositivos de aserrado (lubrificación o enfriamiento de las máquinas-herramientas en general B23Q 11/12).
- B27B5/06 B […] › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27B SIERRAS PARA MADERA O MATERIALES SIMILARES; PARTES CONSTITUTIVAS O ACCESORIOS DE LAS SIERRAS (sierras especialmente adaptadas a la poda de árboles A01G 3/08; aparatos de serrar especialmente adaptados para el derribo de árboles A01G 23/091; características no limitadas a un tipo particular de sierras de madera B23D, p. ej. fijación de hojas de sierra B23D 51/00; bastidores, bancos, apoyos o elementos similares de las máquinas-herramientas, en general B23Q 1/01). › B27B 5/00 Máquinas de aserrar que trabajan con hojas de sierra circulares (para el aserrado longitudinal de los troncos B27B 7/00 ); Organos o equipos ad hoc. › para la división de placas en elementos de dimensiones determinadas, p. ej. sierras para paneles.
PDF original: ES-2427443_T3.pdf
Fragmento de la descripción:
Procedimiento de operación para la alineación entre una hoja de corte y una hoja de incisión de una máquina de corte.
CAMPO TÉCNICO
La presente invención se refiere a un procedimiento de operación para la gestión de una máquina de corte para paneles o similares.
En particular, la presente invención se refiere a un procedimiento para la gestión y la correcta alineación entre una hoja circular, o una hoja de corte, y su hoja de incisión correspondiente, también denominada estriadora, ambas usadas en una unidad de corte de una máquina de corte para paneles u otros materiales que requieren el uso de una unidad de corte similar.
Como se sabe, los paneles para la construcción muebles (aunque también láminas acrílicas y/o de aluminio y/o otros tipos de materiales) se producen en grandes dimensiones que se cortarán y se cuadrarán de tamaño posteriormente de acuerdo con las necesidades, con el fin de obtener diversos componentes de muebles, tales como tableros, puertas, respaldos, estanterías, etc.
El procedimiento objeto de la presente invención pretende alinear un conjunto de hojas que se montarán en la máquina (hojas de corte y hojas de incisión) evitando los problemas de los sistemas existentes que usan dispositivos de medición complicados para ambas hojas, o ajustes que tardan mucho tiempo en realizarse cada vez que se reemplaza al menos una de las hojas montada sobre la máquina.
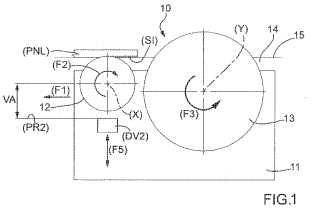
En el campo de los paneles basados en el mecanizado de madera, o similares, es común el uso de máquinas de corte dotadas de un bastidor, con un dispositivo de manejo de paneles para suministrar los mismos paneles hacia una estación de corte, y con una unidad de corte, transportada por un carro portasierra, capaz de realizar cortes transversales sobre la pila de paneles.
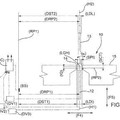
La unidad de corte incluye una hoja de corte circular capaz de cortar todo el espesor del panel o la pila de paneles, y una hoja de incisión también de forma circular, pero con un diámetro mucho más pequeño que la hoja de corte. Ambas hojas sobresalen de una abertura longitudinal sobre una base horizontal, parte de un bastidor donde se sitúan los paneles o pilas de paneles que se cortarán. En ciertas sierras de formatear, la pila de paneles se sujeta mediante medios de prensado sobre la mesa de trabajo de la máquina durante el corte.
Normalmente, la hoja de incisión, durante el suministro del carro portasierra hacia la pila de paneles en ciertas máquinas, o en el suministro de los paneles hacia la unidad de corte fija en otras máquinas, siempre precede a la hoja de corte para hacer una incisión en la superficie inferior de la pila de paneles. Además, aunque la hoja de corte es generalmente fija, la hoja de incisión (que puede ser, como se observará, de los siguientes tipos: diente con forma trapezoidal de una sola hoja, diente con forma recta de una sola hoja, o del tipo de doble hoja con diente de forma recta) se proporciona con dos o tres ajustes, manuales o motorizados, del tipo conocido, con el fin de que se ajuste lateralmente, en vertical y, en ciertos casos, también en su espesor y, por lo tanto, se alinee con la hoja de corte de manera que durante el corte no se produzca un astillado por la parte inferior del panel.
La ejecución de una incisión sobre la superficie inferior de la pila de paneles, es necesaria principalmente para paneles revestidos con una superficie especial para permitir que la hoja de corte salga de la superficie del panel inferior directamente en contacto con la mesa de la máquina sin astillar ambos bordes de corte.
La hoja de incisión normalmente gira en la dirección opuesta a la hoja de corte principal y generalmente penetra un par de milímetros en el panel inferior.
Sin embargo, un problema en las unidades de corte similares, está constituido por la alineación de la hoja de corte con la de incisión. De hecho, para obtener el efecto deseado, el corte producido por la hoja de corte debe estar en el interior de la incisión producida por la hoja de incisión en la superficie inferior de los paneles o la pila de paneles y, además, ese mismo corte debe estar perfectamente centrado con respecto a la incisión. Además, para una calidad de corte buena y unánimemente reconocida, la anchura de la incisión de la hoja de incisión debe ser sólo un poco mayor que el espesor de la hoja de corte, de manera que la diferencia entre la anchura de la incisión y la anchura de la hoja de corte casi no se pueda detectar.
TÉCNICA ANTECEDENTE
Normalmente, la alineación entre la hoja de corte y la de incisión se realiza de forma manual por el operario ejecutando algunos cortes de prueba. Por lo tanto, esto lleva mucho tiempo puesto que esta operación tiene que ejecutarse cada vez que una de las hojas o el conjunto completo de hojas tiene que cambiarse (la hoja de corte y la de incisión) .
Actualmente en ciertas máquinas, para facilitar el ajuste de alineación, el conjunto de hojas de sierra (hoja de corte con la hoja de incisión correspondiente) se mantiene siempre junto incluso después de los diversos afilados necesarios para obviar el desgaste normal de las herramientas.
De acuerdo con este procedimiento, se realiza una primera alineación manual en la máquina del conjunto de hojas de sierra y después la memorización de su posición con el fin de recordar la misma posición de alineación cuando el conjunto de hojas tiene que montarse de nuevo en la máquina después del afilado.
Sin embargo, esta solución tiene la desventaja de que obliga al operario siempre a reemplazar el conjunto completo de hojas incluso si, por ejemplo, la sierra de incisión está aún afilada y no necesita reemplazarse. Es obvio que en estos casos la gestión del conjunto de hojas como se hace hasta ahora, no es adecuado para aquellas máquinas que usan una gran diversidad de materiales y no usan constantemente la sierra de incisión para las diversas operaciones de corte a medida.
En la solicitud de patente EP 1 074 326 y la patente EP-B1-1 815 931 se sugiere que se realice la alineación automática de las hojas de sierra en base a algunos parámetros de caracterización (tal como, por ejemplo, el espesor del diente, la desalineación entre el diente y el cuerpo de las hojas de sierra, etc.) que se memorizan previamente en el control numérico de la sierra de formatear. Sin embargo, esto implica la medición previa y difícil de las características dimensionales de las herramientas por medio de sofisticados instrumentos de medición, en su mayoría no están disponibles para la vasta cantidad de usuarios de máquinas de formateo de paneles.
En las patentes EP-B1-1 066 906 y DE-B4-19520108 se sugiere una solución similar en la que los sofisticados instrumentos de medición (láser, led, cámaras, etc.) , para la larga medición del utillaje cada vez que se reemplazan, se sitúan en la propia máquina, ralentizando el ciclo de la máquina y haciendo la misma máquina muy costosa y complicada, difícilmente accesible a muchos posibles usuarios.
Además, en la solicitud de patente WO2008/135066 A1 se desvela un procedimiento de alineación entre una hoja de corte y una hoja de incisión. Este procedimiento usa un sistema de comparación, preferiblemente óptico, entre las respectivas incisiones hechas por la hoja de corte y la hoja de incisión en etapas sucesivas y en diferentes posiciones en la superficie inferior de un panel de prueba. Al final del primer procedimiento de comparación, se instruyen movimientos relativos entre las hojas de modo que se obtenga una presunta alineación de las mismas hojas. Una comparación de prueba repetida de surco, preferiblemente óptica, determinará la corrección de la alineación. En caso de que aún esté presente una desalineación entre las hojas, se realizan nuevos ajustes hasta que, después de varios intentos, se obtiene una alineación satisfactoria. Sin embargo, estas operaciones tienen que realizarse cada vez que se reemplaza una hoja de corte y/o una hoja de incisión. Evidentemente, todo esto es muy lento y se traduce en una considerable larga inactividad de la máquina cada vez que tienen que reemplazarse las palas.
DIVULGACIÓN DE LA INVENCIÓN
El procedimiento de operación objeto de la presente invención tiene el objeto de gestionar y elaborar la información determinada por las diversas alineaciones manuales ya realizadas entre las mismas herramientas. Por lo tanto, el principal objeto del presente procedimiento es el de alinear automáticamente cualquier hoja de corte con cualquier hoja de incisión a condición de que se hayan montado al menos una vez en la máquina y se hayan alineado, si bien no directamente, entre sí.
Por lo tanto, la presente invención se refiere a un procedimiento... [Seguir leyendo]
Reivindicaciones:
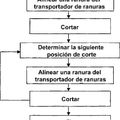
1. Procedimiento de operación para la gestión y para la correcta alineación de una unidad de corte de una máquina de corte, para la alineación automática de una hoja de corte (13; 130; 230) y su hoja de incisión correspondiente (12; 120; 220; 320) de una pluralidad de hojas de corte (13; 130; 230) y una pluralidad de hojas de incisión (12; 120; 220; 320) a condición de que cada una de ellas haya estado montada al menos una vez en la máquina y alineadas entre sí, si bien no directamente, en el que el procedimiento comprende las siguientes etapas:
(s1) identificar manual o automáticamente la hoja de corte (13; 130; 230) y su hoja de incisión correspondiente (12; 120; 220; 320) a montar en la máquina; (s2) determinar las primeras posiciones de alineación entre una pluralidad de hojas de corte (13; 130; 230) y una pluralidad de hojas de incisión (12; 120; 220; 320) ; (s3) memorizar dichas primeras posiciones de alineación; (s4) determinar, por medio de cálculos comparativos, en función de dichas primeras posiciones de alineación, al menos una segunda posición de alineación entre una de la pluralidad de hojas de corte (13; 130; 230) y una de la pluralidad de hojas de incisión (12; 120; 220; 320) que nunca han estado alineadas juntas previamente; e (s5) instruir y ejecutar dicha al menos una segunda alineación entre una de la pluralidad de hojas de corte (13; 130; 230) y una de la pluralidad de hojas de incisión (12; 120; 220; 320) , de acuerdo con la etapa (s4) anterior.
2. Procedimiento de operación, como se ha indicado en la reivindicación 1, caracterizado porque para determinar dicha al menos una segunda posición de alineación de acuerdo con la etapa (s4) de la reivindicación 1, se usa adicionalmente al menos un dato de caracterización con respecto a dicha pluralidad de hojas de corte (13; 130; 230) y/o a dicha pluralidad de hojas de incisión (12; 120; 220; 320) .
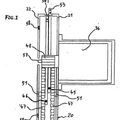
3. Procedimiento de operación, como se ha indicado en una cualquiera de las reivindicaciones anteriores, caracterizado por la entrada en la unidad electrónica (NC) de una o más profundidades de incisión predeterminadas (SI) cuando se usa una unidad de incisión de una sola hoja con una unidad de incisión de diente recto o de hoja bifurcada (320) .
4. Procedimiento de operación, como se ha indicado en una cualquiera de las reivindicaciones anteriores, caracterizado porque es suficiente alinear una nueva hoja de incisión (12; 120; 220; 320) una sola vez con una hoja de corte (13; 130; 230) ya alineada, o una nueva hoja de corte (13; 130; 230) una sola vez con una hoja de incisión (12; 120; 220; 320) ya alineada, para ejecutar alineaciones automáticas entre todas las hojas de corte (13; 130; 230) y todas las hojas de incisión (12; 120; 220; 320) .
5. Procedimiento de operación, como se ha indicado en una cualquiera de las reivindicaciones anteriores, caracterizado porque se genera una señal de advertencia, con el fin determinar las primeras posiciones de alineación para una hoja de corte o para una hoja de incisión en caso de que una de dicha pluralidad de hojas de corte (13; 130; 230) , o una de dicha pluralidad de hojas de incisión (12; 120; 220; 320) a usar en la máquina nunca se haya utilizado y/o alineado previamente.
6. Procedimiento de operación, como se ha indicado en una cualquiera de las reivindicaciones anteriores, caracterizado porque después de afilar una hoja de corte (13; 130; 230) o una hoja de incisión (12; 120; 220; 320) se ejecutan nuevas primeras posiciones de alineación para una hoja de corte (13; 130; 230) o para una hoja de incisión (12; 120; 220; 320) con las herramientas conocidas respectivas, con el fin de que el sistema autoaprenda la diferencia del espesor del diente de las herramientas y/o del diámetro de la hoja de incisión después del afilado, y con el fin de tener en cuenta este/estos valores en los cálculos para determinar las segundas posiciones de alineación después de afilar las herramientas.
7. Procedimiento de operación, como se ha indicado en una cualquiera de las reivindicaciones anteriores 1-5, caracterizado porque es capaz de asignar una reducción media del espesor del diente de cada herramienta individual y/o del diámetro de la hoja de incisión para cada operación de afilado individual y para calcular automáticamente las segundas posiciones de alineación entre una de la pluralidad de hojas de corte (13; 130; 230) y una de la pluralidad de hojas de incisión (12; 120; 220; 320) teniendo en cuenta dicha reducción media del espesor del diente de cada herramienta individual y/o finalmente también de dicha reducción media del diámetro de la hoja de incisión.
8. Procedimiento de operación, como se ha indicado en una cualquiera de las reivindicaciones anteriores, caracterizado porque implementa movimientos automáticos y motorizados para el ajuste de la unidad de hoja de incisión.
9. Máquina de corte para paneles, o similares; incluyendo la máquina de corte al menos una unidad de corte, que incluye a su vez al menos una hoja de corte y una hoja de incisión; incluyendo dicha unidad de corte al menos un dispositivo para permitir la alineación entre dicha hoja de corte y dicha hoja de incisión; estando la
máquina de corte caracterizada porque comprende una unidad electrónica (NC) programada de tal manera que implemente el procedimiento de alineación operativo como se ha indicado en una cualquiera de las reivindicaciones anteriores 1-8.
Patentes similares o relacionadas:
Unidad de sierra para una sierra circular, del 4 de Marzo de 2020, de Altendorf GmbH: Unidad de sierra para una sierra circular que comprende: una unidad de sierra incisora que se puede fijar en un bastidor base con […]
Dispositivo de separación y procedimiento de separación, del 27 de Abril de 2016, de Pfeifer Holz GmbH: Dispositivo de separación para barras extrusionadas de piezas pequeñas vegetales empujadas de forma intermitente en dirección de la barra hacia delante, […]
 Procedimiento y aparato para alinear hojas de sierra, del 20 de Mayo de 2013, de NALDI, VALTER: Procedimiento para realizar la alineación correcta de hojas de sierra en una unidad de corte de una máquina cortadora de paneles (PNL), y en particular para […]
Procedimiento y aparato para alinear hojas de sierra, del 20 de Mayo de 2013, de NALDI, VALTER: Procedimiento para realizar la alineación correcta de hojas de sierra en una unidad de corte de una máquina cortadora de paneles (PNL), y en particular para […]
 MAQUINA HERRAMIENTA Y PROCEDIMIENTO PARA EL CONTROL DE UNA MAQUINA HERRAMIENTA, del 16 de Septiembre de 2010, de IOMUS OY: Una máquina herramienta que comprende medios para transportar un objeto que se va a mecanizar y al menos un medio de mecanización para […]
MAQUINA HERRAMIENTA Y PROCEDIMIENTO PARA EL CONTROL DE UNA MAQUINA HERRAMIENTA, del 16 de Septiembre de 2010, de IOMUS OY: Una máquina herramienta que comprende medios para transportar un objeto que se va a mecanizar y al menos un medio de mecanización para […]
METODO PARA MEDIR LAS CARACTERISTICAS DE LA SIERRAS DE DICOS Y PARA ALIENAR CON PRECISION UNA SIERRA DE DISCO Y LA HERRAMIENTA DE INCISION ASOCIADA., del 1 de Marzo de 2006, de SELCO SPA: Un método para medir las características de las sierras circulares y alinear con precisión una sierra circular y la correspondiente herramienta […]
PROCEDIMIENTO PARA IMPEDIR O REDUCIR LA FORMACION DE MAGNETISMO EN DOS CUCHILLAS DE SIERRA, ADYACENTEMENTE SITUADAS, QUE GIRAN EN SENTIDOS OPUESTOS, Y UN DISPOSITIVO PARA LA UTILIZACION DEL PROCEDIMIENTO., del 1 de Agosto de 2002, de GEBELIUS, HJORDIS FLORENCE MARIA: PROCEDIMIENTO PARA IMPEDIR O REDUCIR LA GENERACION DE MAGNETISMO EN DOS HOJAS DE SIERRAS SITUADAS ADYACENTES QUE GIRAN EN SENTIDOS OPUESTOS LA […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PIEZAS MOLDEADAS BISELADAS A PARTIR DE UNA PIEZA DE ARCILLA EXTRUIDA., del , de FREYMATIC AG: EL PROCEDIMIENTO SIRVE PARA FABRICAR PIEZAS MOLDEADAS BISELADAS. CON ESTE FIN SE FORMAN MEDIANTE EROSION DE MATERIAL UNAS RANURAS EN FORMA […]
 APARATO DE PODAR DE DOBLE SIERRA, del 1 de Marzo de 2008, de DI MARCO, EMIDIO: Un dispositivo de podar plantas, que comprende un cuerpo de poda que incluye componentes actuadores (47, 47''; 41, 42; 59, 61) conectados […]
APARATO DE PODAR DE DOBLE SIERRA, del 1 de Marzo de 2008, de DI MARCO, EMIDIO: Un dispositivo de podar plantas, que comprende un cuerpo de poda que incluye componentes actuadores (47, 47''; 41, 42; 59, 61) conectados […]