Procedimiento y aparato para alinear hojas de sierra.
Procedimiento para realizar la alineación correcta de hojas de sierra (12,
13) en una unidad de corte(10) de una máquina cortadora (1) de paneles (PNL), y en particular para la alineación correcta entre una hoja decorte (13) y su hoja incisora relevante (12), estando el procedimiento caracterizado porque comprende lassiguientes etapas, incluso no necesariamente en el orden que se enumera:
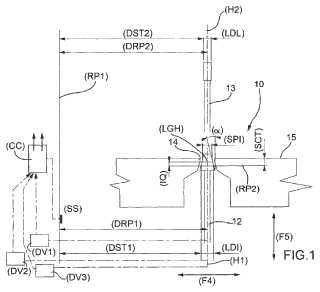
(s1) la etapa de medir el espesor del diente (LDI*) y su distancia (DST1*) de una hoja incisora de muestra(12*) con respecto a un primer plano de referencia (RP1) paralelo a los ejes de las hojas de sierra (H1),(H2) en correspondencia con un segundo plano de referencia (RP2) que cruza transversalmente el dientede la hoja incisora (12), y siendo dicho segundo plano de referencia (RP2) también perpendicular a dichoprimer plano de referencia (RP1), y la etapa de medir el espesor del diente (LDL*) y su distancia (DST2*) deuna hoja de corte de muestra (13*) con respecto a un plano de referencia paralelo a dicho primer plano dereferencia (RP1), donde dicha hoja de corte de muestra (13*) corresponderá a dicha hoja incisora demuestra (12*) que se ha medido previamente; constituyendo dicha hoja incisora de muestra (12*) y dichahoja de corte de muestra (13*) un conjunto de muestra de hojas (12*, 13*);
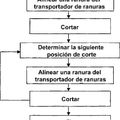
(s2) la etapa de alinear manualmente dicho conjunto de muestra de hojas (12*, 13*) en una máquina demanera que el corte que se producirá por dicha hoja de corte de muestra (13*) se contenga totalmente enuna incisión precedente (SI) producida por dicha hoja incisora de muestra (12*) sobre la superficie inferiorde un panel (PNL1); dicha alineación manual del conjunto de muestra de hojas (12*, 13*) se usará como laposición de puesta a cero o de referencia para la siguiente alineación;
(s3) la etapa de medir el espesor del diente (LDI**) y su distancia (DST1**) de una primera hoja incisoranueva (12**) con respecto a dicho primer plano de referencia (RP1) en correspondencia con dicho segundoplano de referencia (RP2), y la etapa de medir el espesor del diente (LDL**) y su distancia (DST2**) de unaprimera hoja de corte nueva (13**) con respecto a dicho plano de referencia paralelo al primer plano dereferencia (RP1), donde dicha primera hoja de corte nueva (13**) corresponderá a dicha primera hojaincisora nueva (12**) que se ha medido previamente; constituyendo dicha primera hoja incisora nueva(12**) y dicha primera hoja de corte nueva (13**) un primer conjunto nuevo de hojas (12**, 13**);(s4) la etapa de calcular al menos un movimiento relativo ((SL**), (SV**)) de la posición de alineación delprimer conjunto nuevo de hojas (12**, 13**) con respecto a la posición de alineación del conjunto demuestra de hojas (12*, 13*); y
(s5) la etapa de instrucción y de ejecución del posicionamiento de la primera hoja incisora nueva (12**) delprimer conjunto nuevo de hojas (12**, 13**).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10014195.
Solicitante: NALDI, VALTER.
Nacionalidad solicitante: Italia.
Dirección: VIA CAVALLINA, 10 40137 BOLOGNA ITALIA.
Inventor/es: NALDI, VALTER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23D45/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 45/00 Máquinas de aserrar o dispositivos de aserrado a base de hojas circulares o discos de fricción (máquinas de cizallar con discos rotativos B23D 19/00 - B23D 25/00). › con varias hojas circulares.
- B23D59/00 B23D […] › Dispositivos anejos especialmente concebidos para las máquinas de aserrar o los dispositivos de aserrado (lubrificación o enfriamiento de las máquinas-herramientas en general B23Q 11/12).
PDF original: ES-2403482_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato para alinear hojas de sierra.
La presente invención se refiere a un procedimiento operativo relacionado con una unidad de corte de una máquina cortadora de paneles.
En particular, la presente invención se refiere a un procedimiento para la alineación correcta entre una hoja de corte y su hoja incisora relevante, ambas para usarse en una máquina cortadora de paneles.
Por lo tanto, el procedimiento objeto de la presente invención tiene como objetivo la alineación de un conjunto de hojas (hojas de corte e incisoras) que se usarán en una máquina cortadora, evitando los problemas típicos de los sistemas existentes usando un sistema de medición para ambas hojas y una alineación de muestra de un conjunto de hojas conocido como base de comparación para los siguientes ajustes.
En el campo de los paneles a base de madera, o similares, se conoce el uso de máquinas de corte que tienen un bastidor principal, un dispositivo que coloca la pila de paneles hacia una estación de corte, y una unidad de corte, montada en un carro portasierra, capaz de ejecutar un corte a través de la pila de paneles.
Típicamente, la unidad de corte usa una hoja de corte circular que sobresale de una ranura longitudinal en una mesa horizontal fijada a un bastidor de máquina principal sobre el que se disponen un panel o una pila de paneles se cortará de acuerdo con un plano vertical. En ciertas máquinas de corte, durante el corte, la pila de paneles se sujeta por medios de presión contra la mesa de la máquina.
La unidad de corte incluye una hoja de corte circular capaz de cortar todo la altura del panel o de la pila de paneles, y una hoja incisora, también con forma circular, pero con un diámetro mucho más pequeño que el de la hoja de corte. La hoja incisora, durante el suministro del carro portasierra hacia la pila de paneles en ciertas máquinas, o el suministro de paneles hacia una unidad de hojas de sierra fija en otras máquinas de corte, precede la hoja de corte con el fin de hacer una incisión en la superficie inferior de la pila de paneles.
La ejecución de una incisión sobre la superficie inferior de la pila es necesaria principalmente para una superficie especial que cubre los paneles de aglomerado con el fin de permitir que la hoja de corte salga de la superficie del panel inferior directamente en contacto con la mesa de la máquina sin astillar ambos filos de corte.
La necesidad de tener cortes óptimos sobre las superficies de cada panel, ha hecho que la mayor parte de las máquinas de corte usen las hojas incisoras mencionadas con el fin de ejecutar dichas incisiones, evitando, por los tanto, astillar ambos lados del corte sobre la superficie del panel inferior directamente en contacto con la mesa de la máquina. La hoja incisora gira en la dirección opuesta a la hoja de corte principal y generalmente penetra un par de milímetros en el panel inferior.
Sin embargo, un problema en unidades de corte similares, está constituido por la alineación de la hoja de corte con la incisora. De hecho, con el fin de obtener el efecto deseado, el corte producido por la hoja de corte debe estar en el interior de la incisión producida por la hoja incisora sobre la superficie inferior de los paneles o la pila de paneles y, además, el mismo corte debe estar perfectamente centrado con respecto a la incisión. Además, para una calidad de corte buena y unánimemente reconocida, la anchura de la incisión de la hoja incisora debe ser sólo un poco mayor que el espesor de la hoja de corte para que la diferencia entre la anchura de la incisión y la de la hoja de corte casi no se pueda detectar.
Normalmente, la alineación entre la hoja de corte y la incisora se realiza de forma manual por el operario ejecutando algunos cortes de prueba. Por lo tanto, lleva mucho tiempo si esta operación tiene que ejecutarse cada vez que un conjunto de hojas tiene que cambiarse.
Se han descrito un par de intentos para resolver este problema en la patente Alemana DE-B4-19520108 (SCHELLING) y en la patente Europea EP-B1-1 066 906 (BIESSE) .
En el documento DE-B4-19520108 (SCHELLING) se desvela una máquina que incluye un aparato para medir las características dimensionales de hojas de sierra por medio de un sistema detector láser o led. El procedimiento adoptado para la alineación entre la hoja de corte y su hoja incisora relevante montada en la máquina, prevé la medición, en la propia máquina, del espesor del diente de la hoja de corte, y de las características tridimensionales del diente de la hoja incisora, es decir, la base inferior, la base superior y la altura del mismo diente; todas estas mediciones, tanto de la hoja de corte como de la hoja incisora, se refieren a un plano de referencia común paralelo a las mismas hojas. Después de haber medido todas las mediciones anteriores, el sistema calcula la posición de alineación considerando todos los datos medidos. Por lo tanto, el sistema es extremadamente lento debido a la medición compleja del diente de la hoja incisora con forma trapezoidal y, por lo tanto, retrasa el inicio de la producción de la máquina cada vez que es necesario un cambio de la hoja de sierra.
Por otro lado, la solución descrita en el documento EP-B1-1 066 906 (BIESSE) tiene el inconveniente de requerir una hoja incisora que tenga un filo de larga duración, ya que la misma tiene que usarse con varias hojas de corte (que se desgastan cada dos o tres horas dependiendo de su uso) . En este caso, las únicas hojas incisoras que pueden usarse son de diamante, que, sin embargo, son extremadamente caras. Las impurezas, a veces algunas piedras o fragmentos de acero presentes en los paneles de aglomerado, desalientan el uso de hojas incisoras de diamante puesto que las impurezas mencionadas podría dañar irreparablemente la misma. Por lo tanto, se prefiere generalmente el uso de hojas incisoras normales con dientes de carburo de tungsteno, que son económicas, aunque duran de forma similar a las hojas de corte hechas con el mismo material. Pero esto significa el cambio simultáneo de ambas hojas y, por lo tanto, su ajuste manual relativo, anulando el sistema objeto de la patente.
En el documento DE20005348U1 (PANHANS) se desvela un sistema anti-colisión que se usará en máquinas de corte que usan una hoja de corte y una hoja incisora.
Este sistema tiene que usarse cuando, para necesidades de trabajo, se monta en una máquina una hoja de corte con un diámetro mayor que el previsto en el dimensionamiento del carro portasierra.
De hecho, cuando la hoja de corte tiene un diámetro dentro de la dimensión especificada, hay espacio suficiente para la hoja incisora y, por lo tanto, la misma hoja incisora puede usarse para hacer una incisión en la parte inferior de los paneles que se cortarán para evitar el astillado con la hoja de corte.
En este sentido, de hecho, se prevé un ajuste manual o motorizado de la unidad de incisión para alinearla con la hoja de corte.
De acuerdo con la invención, la unidad de incisión tiene la posibilidad de moverse hacia los lados en una posición de estacionamiento lejos de su posición de trabajo que está justo en frente y en línea con la hoja de corte.
En el caso de que una hoja de corte mayor que la prevista normalmente para el carro portasierra se monte en la máquina, los detectores detectan su diámetro y, por consiguiente, evitan que la unidad de incisión se mueva en la posición de trabajo, donde podría chocar con la hoja de corte.
Los preámbulos de las reivindicaciones 1 y 12 se basan en este documento.
El documento EP1815931A1 (MARTIN) se refiere a un procedimiento de alineación entre una hoja de corte y una hoja incisora de una máquina cortadora donde ciertos datos o parámetros de la hoja de corte inherentes para definir su alineación con una hoja incisora especifica se determinan previamente y se memorizan en la unidad de control de la máquina cortadora.
Cuando se monta una hoja de corte en la máquina, en primer lugar se reconoce por una sistema de identificación relevante que recupera de la memoria de control de la máquina cortadora sus datos o parámetros con el fin de realizar su alineación lateral y vertical con una hoja incisora específica.
De forma similar, los datos o parámetros relativos a las diversas hojas incisoras pueden determinarse y memorizarse de manera que puedan recuperarse cuando sea necesario.
Por lo tanto, este procedimiento prevé el conocimiento preventivo y/o la determinación de ciertos datos característicos (los memorizados) que junto con los parámetros adicionalmente finalmente añadidos cuando la hoja de corte se monta en la máquina, determinan la alineación lateral y/o vertical de una hoja incisora... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para realizar la alineación correcta de hojas de sierra (12, 13) en una unidad de corte (10) de una máquina cortadora (1) de paneles (PNL) , y en particular para la alineación correcta entre una hoja de corte (13) y su hoja incisora relevante (12) , estando el procedimiento caracterizado porque comprende las siguientes etapas, incluso no necesariamente en el orden que se enumera:
(s1) la etapa de medir el espesor del diente (LDI*) y su distancia (DST1*) de una hoja incisora de muestra (12*) con respecto a un primer plano de referencia (RP1) paralelo a los ejes de las hojas de sierra (H1) , (H2) en correspondencia con un segundo plano de referencia (RP2) que cruza transversalmente el diente de la hoja incisora (12) , y siendo dicho segundo plano de referencia (RP2) también perpendicular a dicho primer plano de referencia (RP1) , y la etapa de medir el espesor del diente (LDL*) y su distancia (DST2*) de una hoja de corte de muestra (13*) con respecto a un plano de referencia paralelo a dicho primer plano de referencia (RP1) , donde dicha hoja de corte de muestra (13*) corresponderá a dicha hoja incisora de muestra (12*) que se ha medido previamente; constituyendo dicha hoja incisora de muestra (12*) y dicha hoja de corte de muestra (13*) un conjunto de muestra de hojas (12*, 13*) ; (s2) la etapa de alinear manualmente dicho conjunto de muestra de hojas (12*, 13*) en una máquina de manera que el corte que se producirá por dicha hoja de corte de muestra (13*) se contenga totalmente en una incisión precedente (SI) producida por dicha hoja incisora de muestra (12*) sobre la superficie inferior de un panel (PNL1) ; dicha alineación manual del conjunto de muestra de hojas (12*, 13*) se usará como la posición de puesta a cero o de referencia para la siguiente alineación; (s3) la etapa de medir el espesor del diente (LDI**) y su distancia (DST1**) de una primera hoja incisora nueva (12**) con respecto a dicho primer plano de referencia (RP1) en correspondencia con dicho segundo plano de referencia (RP2) , y la etapa de medir el espesor del diente (LDL**) y su distancia (DST2**) de una primera hoja de corte nueva (13**) con respecto a dicho plano de referencia paralelo al primer plano de referencia (RP1) , donde dicha primera hoja de corte nueva (13**) corresponderá a dicha primera hoja incisora nueva (12**) que se ha medido previamente; constituyendo dicha primera hoja incisora nueva (12**) y dicha primera hoja de corte nueva (13**) un primer conjunto nuevo de hojas (12**, 13**) ; (s4) la etapa de calcular al menos un movimiento relativo ( (SL**) , (SV**) ) de la posición de alineación del primer conjunto nuevo de hojas (12**, 13**) con respecto a la posición de alineación del conjunto de muestra de hojas (12*, 13*) ; y (s5) la etapa de instrucción y de ejecución del posicionamiento de la primera hoja incisora nueva (12**) del primer conjunto nuevo de hojas (12**, 13**) .
2. Procedimiento como se indicado en la reivindicación 1, caracterizado porque comprende que las hojas incisoras usadas (12, 12*, 12**) tengan un diente con forma trapezoidal isósceles.
3. Procedimiento como se indicado en la reivindicación 1, caracterizado porque comprende que las hojas incisoras usadas (12, 12*, 12**) tengan un diente recto.
4. Procedimiento como se indicado en la reivindicación 1, caracterizado porque comprende que las hojas incisoras usadas (12, 12*, 12**) tengan hojas divididas y un diente recto.
5. Procedimiento como se indicado en la reivindicación 2, caracterizado porque comprende las siguientes etapas, incluso no necesariamente en el orden que se enumera:
(s1) la medición del espesor (LDI*) y la distancia (DST1*) del diente de forma trapezoidal con los ángulos de base conocidos de una hoja incisora de muestra (12*) con respecto a dicho primer plano de referencia (RP1) en correspondencia con dicho segundo plano de referencia (RP2) ; (s2) la medición del espesor (LDL*) y la distancia (DST2*) del diente de una hoja de corte de muestra (13*) con respecto a un plano de referencia paralelo a dicho primer plano de referencia (RP1) , donde dicha hoja de corte de muestra (13*) corresponderá a dicha hoja incisora de muestra (12*) que se ha medido previamente; constituyendo dicha hoja incisora de muestra (12*) y dicha hoja de corte de muestra (13*) un conjunto de muestra de hojas (12*, 13*) ; (s3) la alineación manual de dicha hoja de corte de muestra (13*) con respecto a la hoja incisora de muestra respectiva (12*) en la máquina de manera que el corte que se produce por dicha hoja de corte de muestra (13*) se contenga totalmente en una incisión precedente producida por dicha hoja incisora de muestra (12*) sobre la superficie inferior de un panel (PNL1) ; dicha alineación manual del conjunto de muestra de hojas (12*, 13*) se usará como la posición de puesta a cero o de referencia para las siguientes alineaciones; (s4) el cálculo de la distancia (STC*) entre la posición de medición en dicho segundo plano de referencia (RP2) y la posición de incisión sobre la superficie inferior del panel (PNL1) en correspondencia con la mesa de trabajo (15) ; (s5) con respecto al valor positivo o negativo de dicha distancia (STC*) , establecer si la posición de incisión del diente de la hoja incisora de muestra (12*) , en correspondencia con la mesa de trabajo (15) , es más o menos elevada con respecto a la posición de medición en el diente de la misma hoja incisora de muestra (12*) en correspondencia con dicho segundo plano de referencia (RP2) ; (s6) la medición del espesor (LDI**) y la distancia (DST1**) del diente de una primera hoja incisora nueva (12**) con respecto a dicho primer plano de referencia (RP1) en correspondencia con dicho segundo plano de referencia (RP2) , teniendo dicha primera hoja incisora nueva (12**) dientes con una forma geométrica similar a los de la hoja incisora de muestra (12*) ; (s7) la medición del espesor (LDL**) y la distancia (DST2**) del diente de una primera hoja de corte nueva (13**) con respecto al plano de referencia paralelo a dicho primer plano de referencia (RP1) , donde dicha primera hoja de corte nueva (13**) corresponderá a dicha primera hoja incisora nueva (12**) que se ha medido previamente; constituyendo dicha primera hoja incisora nueva (12**) y dicha primera hoja de corte nueva (13**) un primer conjunto nuevo de hojas (12**, 13**) ; (s8) el cálculo del movimiento lateral (SL**) de la primera hoja incisora nueva (12**) con respecto a la posición de alineación de la hoja incisora de muestra (12*) con el fin de alinearla lateralmente con la primera hoja de corte nueva (13**) ; (s9) el cálculo de la anchura de la incisión (SPI**) de la primera hoja incisora nueva (12**) para que corresponda con la primera hoja de corte nueva (13**) ; (s10) el cálculo del movimiento vertical (SV**) de la primera hoja incisora nueva (12**) con respecto a la posición de alineación de la hoja incisora de muestra (12*) con el fin de que corresponda con la primera hoja de corte nueva (13**) ; y (s11) la instrucción y ejecución del posicionamiento de la primera hoja incisora nueva (12**) de acuerdo con los cálculos realizados en las etapas anteriores (s8) , (s9) , (s10) de forma manual o por medio de dispositivos móviles (DV1) , (DV2) .
6. Procedimiento como se indicado en la reivindicación 2 o en la reivindicación 5, caracterizado porque comprende una etapa adicional:
(s12) la ejecución de una medición adicional de la anchura del diente (LGH) de una hoja incisora con forma trapezoidal isósceles genérica (12) a una distancia creciente fija (IQ) de dicho plano de referencia (RP2) para determinar de esta manera también el ángulo lateral del diente de la hoja incisora genérica (12) .
7. Procedimiento como se indicado en la reivindicación 3 o en la reivindicación 4, caracterizado porque comprende las siguientes etapas, incluso no necesariamente en el orden que se enumera:
(s1) la medición del espesor (LDI*) y la distancia (DST1*) de una hoja incisora de muestra con forma de diente recto (12*) con respecto a dicho primer plano de referencia (RP1) en correspondencia con dicho segundo plano de referencia (RP2) ; (s2) la medición del espesor (LDL*) y la distancia (DST2*) del diente de una hoja de corte de muestra (13*) con respecto a un plano de referencia paralelo a dicho primer plano de referencia (RP1) , donde dicha hoja de corte de muestra (13*) corresponderá a dicha hoja incisora de muestra (12*) que se ha medido previamente; constituyendo dicha hoja incisora de muestra (12*) y dicha hoja de corte de muestra (13*) un conjunto de muestra de hojas (12*, 13*) ; (s3) la alineación manual de dicha hoja de corte de muestra (13*) con respecto a la hoja incisora de muestra respectiva (12*) en la máquina de manera que el corte que se produzca por dicha hoja de corte de muestra (13*) se contenga totalmente en una incisión precedente producida por dicha hoja incisora de muestra (12*) sobre la superficie inferior de un panel (PNL1) ; dicha alineación manual del conjunto de muestra de hojas (12*, 13*) se usará como la posición de puesta a cero o de referencia para las siguientes alineaciones; (s4) la medición del espesor (LDI**) y la distancia (DST1**) del diente de una primera hoja incisora nueva (12**) con respecto a dicho primer plano de referencia (RP1) en correspondencia con dicho segundo plano de referencia (RP2) , teniendo dicha primera hoja incisora nueva (12**) dientes con una forma geométrica similar a la de los de la hoja incisora de muestra (12*) ; (s5) la medición del espesor (LDL**) y la distancia (DST2**) del diente de una primera hoja de corte nueva (13**) con respecto al plano de referencia paralelo a dicho primer plano de referencia (RP1) , donde dicha primera hoja de corte nueva (13**) corresponderá a dicha primera hoja incisora nueva (12**) que se ha medido previamente; constituyendo dicha primera hoja incisora nueva (12**) y dicha primera hoja de corte nueva (13**) un primer conjunto nuevo de hojas (12**, 13**) ; (s6) el cálculo del movimiento lateral (SL**) de la primera hoja incisora nueva (12**) con respecto a la posición de alineación de la hoja incisora de muestra (12*) con el fin de alinearla lateralmente con la primera hoja de corte nueva (13**) ; (s7) la instrucción y ejecución del posicionamiento de la primera hoja incisora nueva (12**) de acuerdo con los cálculos realizados en la etapa anterior (s6) , de forma manual o por medio de un dispositivo móvil (DV1) .
8. Procedimiento como se indicado en la reivindicación 4 o en la reivindicación 7, caracterizado porque comprende una etapa adicional:
(s8) el ajuste del espesor (LDI) de una hoja incisora genérica de hoja dividida y de diente recto (12) , de forma manual o por medio de un tercer dispositivo móvil (DV3) .
9. Procedimiento como se indicado en la reivindicación 8, caracterizado porque comprende que dicha etapa adicional (s8) para ajustar el espesor (LDI) incluye las siguientes sub-etapas, incluso no necesariamente en el orden que se enumera:
(s8A) el cálculo de la anchura de incisión (SPI**) de la primera hoja incisora nueva (12**) con respecto al espesor medido (LDL**) de la primera hoja de corte nueva (13**) ; (s8B) la instrucción y ejecución del posicionamiento para la medición del espesor de la hoja incisora (LDI**) de la primera hoja incisora nueva (12**) que se realizará externamente o directamente en la máquina, de forma manual o por medio de dicho dispositivo móvil (DV3) , usando el valor de la anchura de incisión que se ha calculado previamente (SPI**) ; y (s8C) el uso de los datos de la primera hoja incisora nueva ajustada (12**) para calcular el movimiento de ajuste lateral (SL**) de la propia primera hoja incisora nueva (12**) con respecto a la primera hoja de corte nueva relevante (13**) .
10. Procedimiento como se ha indicado en una cualquiera de las reivindicaciones anteriores, caracterizado porque comprende que un nuevo conjunto genérico de hojas (12, 13) incluye una hoja que se reemplazará y una hoja ya montada en la máquina.
11. Procedimiento como se ha indicado en una cualquiera de las reivindicaciones anteriores, caracterizado porque comprende al adoptar una segunda hoja incisora nueva (12***) , y una segunda hoja de corte nueva (13***) se toma como referencia la posición de alineación de dicho conjunto de muestra de hojas (12*, 13*) , o la posición de alineación de dicho primer conjunto nuevo de hojas (12**, 13**) .
12. Aparato para la alineación de hojas de sierra (12, 13) de una unidad de corte (10) de una máquina cortadora (1) de un panel (PNL) y en particular para la alineación correcta entre una hoja de corte (13) y su hoja incisora relevante (12) ; comprendiendo el aparato una unidad de control electrónico (CC) y un dispositivo de detección y de medición (SS) ; estando el aparato caracterizado porque la unidad de control electrónico (CC) se programa de tal manera que implemente el procedimiento de alineación operativa que se ha indicado en una cualquiera de las reivindicaciones anteriores 1-11.
13. Aparato, como se ha indicado en la reivindicación 12, caracterizado porque comprende el hecho de estar totalmente integrado en la máquina cortadora de paneles (1) .
14. Aparato, como se ha indicado en la reivindicación 12, caracterizado porque comprende el hecho de ser completamente externo con respecto a la máquina cortadora de paneles (1) .
15. Aparato, como se ha indicado en la reivindicación 12, caracterizado porque comprende el hecho de que dicha unidad de control electrónico (CC) está integrada en el control numérico de la máquina cortadora de paneles (1) , mientras que dicho dispositivo de detección y de medición (SS) es externo con respecto a la propia máquina cortadora de paneles (1) .
16. Aparato, como se ha indicado en la reivindicación 14 o en la reivindicación 15, caracterizado porque comprende el hecho de que la unidad de control electrónico (CC) está programada de tal manera que es capaz de
generar datos que se transfieren de forma manual o por medios electrónicos a dicha máquina cortadora de paneles (1) .
17. Aparato, como se ha indicado en una cualquiera de las reivindicaciones 14-16, caracterizado porque
comprende el hecho de que la unidad de control electrónico (CC) está programada de tal manera que es capaz de servir para la alineación de las hojas de sierra de dos, o más, máquinas de corte del panel.
Patentes similares o relacionadas:
Unidad de sierra para una sierra circular, del 4 de Marzo de 2020, de Altendorf GmbH: Unidad de sierra para una sierra circular que comprende: una unidad de sierra incisora que se puede fijar en un bastidor base con […]
Dispositivo de separación y procedimiento de separación, del 27 de Abril de 2016, de Pfeifer Holz GmbH: Dispositivo de separación para barras extrusionadas de piezas pequeñas vegetales empujadas de forma intermitente en dirección de la barra hacia delante, […]
 Procedimiento de operación para la alineación entre una hoja de corte y una hoja de incisión de una máquina de corte, del 30 de Octubre de 2013, de NALDI, VALTER: Procedimiento de operación para la gestión y para la correcta alineación de una unidad de corte deuna máquina de corte, para la alineación automática […]
Procedimiento de operación para la alineación entre una hoja de corte y una hoja de incisión de una máquina de corte, del 30 de Octubre de 2013, de NALDI, VALTER: Procedimiento de operación para la gestión y para la correcta alineación de una unidad de corte deuna máquina de corte, para la alineación automática […]
 MAQUINA HERRAMIENTA Y PROCEDIMIENTO PARA EL CONTROL DE UNA MAQUINA HERRAMIENTA, del 16 de Septiembre de 2010, de IOMUS OY: Una máquina herramienta que comprende medios para transportar un objeto que se va a mecanizar y al menos un medio de mecanización para […]
MAQUINA HERRAMIENTA Y PROCEDIMIENTO PARA EL CONTROL DE UNA MAQUINA HERRAMIENTA, del 16 de Septiembre de 2010, de IOMUS OY: Una máquina herramienta que comprende medios para transportar un objeto que se va a mecanizar y al menos un medio de mecanización para […]
METODO PARA MEDIR LAS CARACTERISTICAS DE LA SIERRAS DE DICOS Y PARA ALIENAR CON PRECISION UNA SIERRA DE DISCO Y LA HERRAMIENTA DE INCISION ASOCIADA., del 1 de Marzo de 2006, de SELCO SPA: Un método para medir las características de las sierras circulares y alinear con precisión una sierra circular y la correspondiente herramienta […]
PROCEDIMIENTO PARA IMPEDIR O REDUCIR LA FORMACION DE MAGNETISMO EN DOS CUCHILLAS DE SIERRA, ADYACENTEMENTE SITUADAS, QUE GIRAN EN SENTIDOS OPUESTOS, Y UN DISPOSITIVO PARA LA UTILIZACION DEL PROCEDIMIENTO., del 1 de Agosto de 2002, de GEBELIUS, HJORDIS FLORENCE MARIA: PROCEDIMIENTO PARA IMPEDIR O REDUCIR LA GENERACION DE MAGNETISMO EN DOS HOJAS DE SIERRAS SITUADAS ADYACENTES QUE GIRAN EN SENTIDOS OPUESTOS LA […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PIEZAS MOLDEADAS BISELADAS A PARTIR DE UNA PIEZA DE ARCILLA EXTRUIDA., del , de FREYMATIC AG: EL PROCEDIMIENTO SIRVE PARA FABRICAR PIEZAS MOLDEADAS BISELADAS. CON ESTE FIN SE FORMAN MEDIANTE EROSION DE MATERIAL UNAS RANURAS EN FORMA […]
 APARATO DE PODAR DE DOBLE SIERRA, del 1 de Marzo de 2008, de DI MARCO, EMIDIO: Un dispositivo de podar plantas, que comprende un cuerpo de poda que incluye componentes actuadores (47, 47''; 41, 42; 59, 61) conectados […]
APARATO DE PODAR DE DOBLE SIERRA, del 1 de Marzo de 2008, de DI MARCO, EMIDIO: Un dispositivo de podar plantas, que comprende un cuerpo de poda que incluye componentes actuadores (47, 47''; 41, 42; 59, 61) conectados […]