MAQUINA HERRAMIENTA Y PROCEDIMIENTO PARA EL CONTROL DE UNA MAQUINA HERRAMIENTA.
Una máquina herramienta (1) que comprende medios para transportar un objeto que se va a mecanizar y al menos un medio de mecanización para mecanizar el objeto,
los medios para transportar el objeto que se va a mecanizar comprendiendo al menos un transportador de mecanización (2), con el que el objeto (3) que se va a mecanizar se transporta al medio de mecanización (4), donde el transportador de mecanización comprende al menos un entrante dispuesto para que sirva de posición de mecanización, caracterizada porque los medios para transportar el objeto que se va a mecanizar comprenden al menos un transportador de transferencia (5), con el que el objeto (3) que se va a mecanizar se transporta al transportador de mecanización (2), y porque la posición del entrante del transportador de mecanización (2) respecto al objeto (3) que se va a mecanizar está dispuesta para ser controlada mediante el control de la velocidad de transporte del transportador de mecanización (2) y/o del transportador de transferencia (5)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI03/00333.
Solicitante: IOMUS OY.
Nacionalidad solicitante: Finlandia.
Dirección: KOIKKURINTIE 4 B,30300 FORSSA.
Inventor/es: SUONTAUSTA,ISMO, HAAVISTO,TIMO.
Fecha de Publicación: .
Fecha Concesión Europea: 28 de Abril de 2010.
Clasificación Internacional de Patentes:
- B23D45/02A6
- B23D45/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 45/00 Máquinas de aserrar o dispositivos de aserrado a base de hojas circulares o discos de fricción (máquinas de cizallar con discos rotativos B23D 19/00 - B23D 25/00). › con varias hojas circulares.
- B23D45/20 B23D 45/00 […] › Máquinas volantes en las que el carro porta-sierra está dotado de un movimiento alternativo sobre una guía, y se desplaza durante el aserrado junto con la pieza que está siendo serrada.
- B23D47/02 B23D […] › B23D 47/00 Máquinas de aserrar o dispositivos de aserrado que trabajan por medio de hojas circulares, caracterizados sólo por la estructura de órganos particulares (características de estructura de estos órganos en sí B23Q; detalles o partes constitutivas, p. ej. carcasas o cuerpos de herramientas portátiles a motor no relacionadas particularmente con la operación ejecutada B25F 5/00). › de los bastidores; de los dispositivos de guiado del banco de trabajo o del carro porta-sierra.
- B23D47/04B
- B23D47/04C
- B23D47/08 B23D 47/00 […] › de los dispositivos para poner la hoja circular en contacto con la pieza que va a ser aserrada o para retirarla.
- B23D59/00B
- B23D59/00B1
Clasificación PCT:
- B23D36/00 B23D […] › Dispositivos de control especialmente adaptados a las máquinas de cizallado o máquinas de corte análogas, o a las máquinas de serrar, para productos brutos que no se desplacen en la dirección del corte.
- B23D45/18 B23D 45/00 […] › Máquinas de aserrar con hojas circulares para aserrar piezas que se desplazan en sentido distinto a la dirección del corte (control de estas máquinas B23D 36/00).
- B23D51/16 B23D […] › B23D 51/00 Máquinas de aserrar o dispositivos de aserrado a base de hojas rectas, caracterizadas solamente por la estructura de los órganos particulares (características de estructura de estos organos en sí B23Q; detalles o partes constitutivas, p. ej. carcasas, cuerpos de herramientas portátiles a motor no relacionadas particularmente con la operación ejecutada B25F 5/00 ); Medios de soporte o fijación de las herramientas cubiertas por la presente subclase, que se fijan a su portador por los extremos. › de la propulsión o de los mecanismos de avance de los útiles rectos, p. ej. de las hojas de sierra, de los arcos.
- B23D59/00 B23D […] › Dispositivos anejos especialmente concebidos para las máquinas de aserrar o los dispositivos de aserrado (lubrificación o enfriamiento de las máquinas-herramientas en general B23Q 11/12).
- B23D9/00 B23D […] › Cepillos manuales; Aparatos portátiles para cepillar (detalles o partes constitutivas, p. ej. carcasas, cuerpos de herramientas portátiles a motor no relacionadas particularmente con la operación ejecutada B25F 5/00).
- B26D7/06 B […] › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 7/00 Partes constitutivas de aparatos de corte, recorte, punzonado, perforado o separación por procedimiento distinto al corte. › Dispositivos para alimentar o evacuar las piezas que no sean hojas, bandas o filamentos.
Clasificación antigua:
- B23D36/00 B23D […] › Dispositivos de control especialmente adaptados a las máquinas de cizallado o máquinas de corte análogas, o a las máquinas de serrar, para productos brutos que no se desplacen en la dirección del corte.
- B23D45/18 B23D 45/00 […] › Máquinas de aserrar con hojas circulares para aserrar piezas que se desplazan en sentido distinto a la dirección del corte (control de estas máquinas B23D 36/00).
- B23D51/16 B23D 51/00 […] › de la propulsión o de los mecanismos de avance de los útiles rectos, p. ej. de las hojas de sierra, de los arcos.
- B23D59/00 B23D […] › Dispositivos anejos especialmente concebidos para las máquinas de aserrar o los dispositivos de aserrado (lubrificación o enfriamiento de las máquinas-herramientas en general B23Q 11/12).
- B23D9/00 B23D […] › Cepillos manuales; Aparatos portátiles para cepillar (detalles o partes constitutivas, p. ej. carcasas, cuerpos de herramientas portátiles a motor no relacionadas particularmente con la operación ejecutada B25F 5/00).
- B26D7/06 B26D 7/00 […] › Dispositivos para alimentar o evacuar las piezas que no sean hojas, bandas o filamentos.
Fragmento de la descripción:
Máquina herramienta y procedimiento para el control de una máquina herramienta.
La presente invención se refiere a una máquina herramienta y a un procedimiento para el control de una máquina herramienta según los preámbulos de las reivindicaciones independientes que se presentan más adelante.
Por lo tanto, una máquina herramienta típica comprende medios para transportar un objeto que se va a mecanizar y al menos un medio de mecanización para mecanizar el objeto. En este contexto, una máquina herramienta significa un dispositivo con el que el objeto que se va a mecanizar se puede mecanizar usando los medios de mecanización, por ejemplo, para cortarlo usando una sierra u otros dispositivos de corte adecuados. Asimismo, mecanización significa, por ejemplo, taladrado y fresado. El material que se va a mecanizar puede ser, por ejemplo, madera, metal, plástico o material equivalente.
Por ejemplo, normalmente, una madera alargada se corta con una máquina, de manera que el objeto que se va a cortar se transporta al dispositivo de corte usando uno o más medios de transporte, tal como un transportador de correa. Por lo general, se usan diferentes correas de caucho que tienen puntos de discontinuidad, a fin de evitar que se dañe la correa, en el intervalo de mecanización del dispositivo de corte. Asimismo, se conoce el uso, por ejemplo, de transportadores de rodillos, en los que el corte se puede llevar a cabo en las ranuras entre los rodillos del transportador de rodillos. Un problema de estas técnicas conocidas es que, en la práctica, sólo se pueden aplicar en dispositivos de corte en los que el objeto que se va a cortar se detiene en el momento en que se realiza el corte. Dichos dispositivos de corte son relativamente lentos, con lo que normalmente su capacidad de producción se mantiene bastante baja.
A fin de solucionar el problema que se ha mencionado anteriormente en relación con la lentitud, en la publicación WO98/13165 se presenta un dispositivo de sierra en el que el corte se realiza sin detener el objeto que se va a cortar. Un aparato de sierra como el que se presenta en la publicación es básicamente más rápido que dichos dispositivos de corte, que detienen el objeto que se va a cortar. Se insiste especialmente en la velocidad de dicho corte cuando un objeto alargado se corta en piezas relativamente cortas, tal como ocurre en el sector del mueble, en el sector del ensamblado de madera o en el sector del parquet. No obstante, surge un problema a la hora de sujetar el objeto que se va a cortar dentro de la zona de mecanización del dispositivo de sierra, que se mueve durante el corte. Según la técnica anterior, el dispositivo de sierra que se presenta en la publicación WO98/13165 es, por lo tanto, aplicable sólo al corte de piezas, del objeto que se va a mecanizar, con longitud estándar. Esta limitación se debe especialmente al problema de que las ranuras de la correa que comprenden secciones unidas mecánicamente deben estar situadas en la zona de mecanización del dispositivo de sierra.
Por consiguiente, un objetivo de la presente invención es proporcionar una máquina herramienta mejorada y un procedimiento para controlar la máquina herramienta.
Por lo tanto, el objetivo es proporcionar una máquina herramienta y un procedimiento para controlar una máquina herramienta, que tiene una estructura sencilla y duradera y que permite una rápida mecanización de un objeto que se va a mecanizar.
En particular, un objetivo es proporcionar una máquina herramienta y un procedimiento para controlar una maquina herramienta que posibilitan cortar, de un objeto alargado, piezas de una longitud fija y, si se desea, piezas de longitudes diferentes entre sí, de manera ventajosa, sin detener durante el corte el objeto que se va a cortar.
Un objetivo adicional es proporcionar una máquina herramienta y un procedimiento para controlar una máquina herramienta en el que el funcionamiento se puede controlar en función de la información relativa a herramientas proporcionada por un sistema de planificación de producción, por un sistema de optimización y/o por un sistema de detección de defectos, externos a la máquina herramienta.
A fin de lograr los objetivos que se han mencionado anteriormente una máquina herramienta y un procedimiento para controlar una máquina herramienta se caracterizan por lo que se define en las partes caracterizadoras de las reivindicaciones independientes que se presentan más adelante.
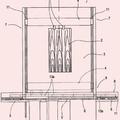
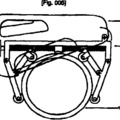
Por lo tanto, en una máquina herramienta típica según la invención los medios para transportar el objeto que se va a mecanizar comprenden al menos un transportador de mecanización, con el que el objeto que se va a mecanizar se transporta a los medios de mecanización, y al menos un transportador de transferencia, con el que el objeto que se va a mecanizar se transporta al transportador de mecanización. El transportador de mecanización comprende al menos un entrante dispuesto para que sirva de posición de mecanización. La posición del entrante en el transportador de mecanización respecto al objeto que se va a mecanizar está dispuesta para ser controlada mediante el control de la velocidad de transporte del transportador de mecanización y/o del transportador de transferencia. En este contexto, un transportador de mecanización significa un transportador formado por uno o más transportadores, de los que al menos el transportador que sujeta desde abajo el objeto que se va a mecanizar comprende uno o más entrantes dispuestos para que sirvan de posición de mecanización. En este contexto, un entrante dispuesto para que sirva de posición de mecanización significa un espacio dispuesto en la superficie de sujeción del transportador en la que los medios de mecanización, que pasan por el objeto que se va a mecanizar, se pueden situar al menos parcialmente durante la mecanización del objeto que se va a mecanizar. Por consiguiente, por ejemplo, cuando se corta el objeto que se va a mecanizar, los medios de mecanización de corte pueden pasar a través del objeto que se va a mecanizar e introducirse en dicho entrante sin dañar el transportador. Por lo tanto, el transportador de mecanización puede estar formado, por ejemplo, por un transportador de ranuras que comprende varias partes conectadas entre sí, comprendiendo las partes al menos una superficie de sujeción para el objeto que se va a mecanizar y partes que juntas forman una correa sin fin. Por lo tanto, dicho entrante está formado entre las partes que forman el transportador. En este contexto, un transportador de transferencia significa un transportador formado por uno o más transportadores, tales como correas y/o rodillos, que forman al menos una dirección de sujeción del objeto que se va a mecanizar. El control de la velocidad de transporte significa cambiar la velocidad de transporte del transportador de mecanización y/o del transportador de transferencia aumentando y/o reduciendo la velocidad. El entrante del transportador de mecanización se puede alinear con la posición de mecanización siguiente controlando la velocidad de transporte.
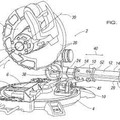
En una máquina herramienta ventajosa, según la presente invención, el medio de mecanización es un dispositivo de sierra, que comprende una o más hojas de corte, con lo que la máquina herramienta se puede usar para cortar objetos alargados en piezas más cortas. Si el corte se realiza usando dos o más hojas circulares, el resto de hojas pueden llevar a cabo un movimiento de retorno mientras que una hoja lleva a cabo la aserradura. Esto proporciona un corte rápido y permite una alta velocidad de alimentación del objeto que se va a cortar.
Según una forma de realización ventajosa de la presente invención el medio de mecanización está dispuesto para que pueda avanzar y retroceder en la dirección longitudinal del objeto que se va a mecanizar a fin de mecanizar el objeto mientras se transporta. Por consiguiente, la mecanización del objeto se puede realizar sin detener el objeto que se va a mecanizar durante la mecanización.
En una máquina herramienta ventajosa, según la presente invención, la posición del transportador de mecanización respecto al objeto que se va a mecanizar está dispuesta para ser controlada aumentando momentáneamente la velocidad de transporte del transportador de mecanización y/o reduciendo momentáneamente la velocidad de transporte del transportador de transferencia. Esto evita la acumulación en la sección del transportador detrás del medio de mecanización y en el proceso detrás de la máquina herramienta. En algunos casos, el control de la posición del transportador de mecanización también se puede realizar de...
Reivindicaciones:
1. Una máquina herramienta (1) que comprende medios para transportar un objeto que se va a mecanizar y al menos un medio de mecanización para mecanizar el objeto, los medios para transportar el objeto que se va a mecanizar comprendiendo al menos un transportador de mecanización (2), con el que el objeto (3) que se va a mecanizar se transporta al medio de mecanización (4), donde el transportador de mecanización comprende al menos un entrante dispuesto para que sirva de posición de mecanización, caracterizada porque los medios para transportar el objeto que se va a mecanizar comprenden al menos un transportador de transferencia (5), con el que el objeto (3) que se va a mecanizar se transporta al transportador de mecanización (2), y porque la posición del entrante del transportador de mecanización (2) respecto al objeto (3) que se va a mecanizar está dispuesta para ser controlada mediante el control de la velocidad de transporte del transportador de mecanización (2) y/o del transportador de transferencia (5).
2. Una máquina herramienta según la reivindicación 1, caracterizada porque el medio de mecanización (4) es un dispositivo de sierra que comprende una o más hojas de corte (11).
3. Una máquina herramienta según la reivindicación 1 ó 2, caracterizada porque el medio de mecanización (4) está dispuesto para que avance y retroceda en la dirección longitudinal del objeto (3) que se va a mecanizar, a fin de mecanizar el objeto durante el transporte.
4. Una máquina herramienta según cualquiera de las reivindicaciones precedentes 1 a 3, caracterizada porque la posición del transportador de mecanización (2) respecto al objeto (3) que se va a mecanizar está dispuesta para ser controlada aumentando momentáneamente la velocidad de transporte del transportador de mecanización (2) y/o reduciendo momentáneamente la velocidad de transporte del transportador de transferencia (5).
5. Una máquina herramienta según cualquiera de las reivindicaciones precedentes, caracterizada porque el transportador de transferencia (5) está dispuesto para sujetar el objeto (3) que se va a mecanizar desde al menos dos laterales opuestos entre sí.
6. Una máquina herramienta según cualquiera de las reivindicaciones precedentes, caracterizada porque al menos un detector (16) está dispuesto en conexión con el transportador de mecanización (2) a fin de determinar la posición del transportador de mecanización (2).
7. Una máquina herramienta según cualquiera de las reivindicaciones precedentes, caracterizada porque la máquina herramienta (1) comprende medios (21, 22) a fin de determinar al menos una posición de mecanización en el objeto que se va a mecanizar y/o a fin de recibir información relativa a la posición de mecanización correspondiente al objeto que se va a mecanizar.
8. Una máquina herramienta según cualquiera de las reivindicaciones precedentes, caracterizada porque la máquina herramienta (1) comprende medios para controlar la velocidad del transportador de mecanización (2) y/o del transportador de transferencia (5) en función de la información relativa a la posición de corte.
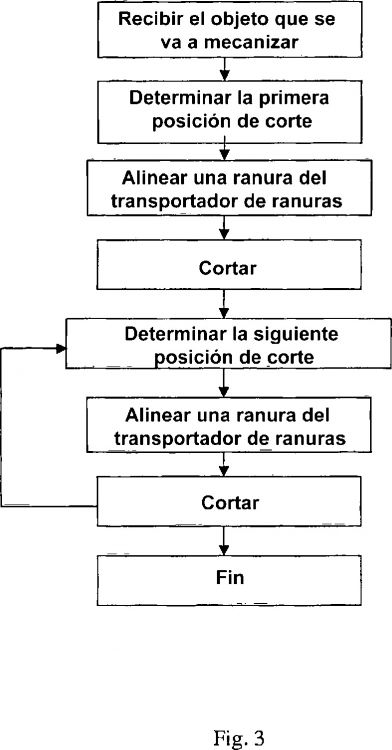
9. Un procedimiento para controlar una máquina herramienta que comprende medios para transportar un objeto que se va a mecanizar y al menos un medio de mecanización para mecanizar el objeto, utilizando el procedimiento, como medios para transportar el objeto que se va a mecanizar, al menos un transportador de mecanización (2), con el que el objeto (3) que se va a mecanizar se transporta a los medios de mecanización (4), donde el transportador de mecanización comprende al menos un entrante dispuesto para que sirva de posición de mecanización, caracterizado porque, como medios para transportar el objeto que se va a mecanizar, el procedimiento utiliza al menos un transportador de transferencia (5), con el que el objeto (3) que se va a mecanizar se transporta al transportador de mecanización (2) y porque la posición del entrante del transportador de mecanización (2) respecto al objeto (3) que se va a mecanizar está dispuesta para ser controlada mediante el control de la velocidad de transporte del transportador de mecanización (2) y/o del transportador de transferencia (5).
10. Un procedimiento según la reivindicación 9, caracterizado porque la posición del transportador de mecanización (2) respecto al objeto (3) que se va a mecanizar se controla en función de la posición de mecanización en el objeto (3) que se va a mecanizar, de manera que el entrante (7) del transportador de mecanización (2) está situado en la posición de mecanización del objeto que se va a mecanizar cuando la posición de mecanización pasa al transportador de mecanización (2).
11. Un procedimiento según la reivindicación 9 ó 10, caracterizado porque el objeto (3) que se va a mecanizar está sujeto por medio del transportador de transferencia (5) al menos en dos laterales opuestos entre sí y porque el transportador de transferencia (5) determina principalmente la velocidad de transporte del objeto (3) que se va a mecanizar.
12. Un procedimiento según cualquiera de las reivindicaciones precedentes 9 a 10, caracterizado porque la velocidad de transporte del transportador de mecanización (2) se acelera momentáneamente tras el procedimiento de mecanización a fin de alinear el entrante (7) del transportador de mecanización (2) en función de la posición de mecanización siguiente.
Patentes similares o relacionadas:
Sierra de inglete y porta piezas para la misma, del 22 de Mayo de 2019, de Scheppach Fabrikation von Holzbearbeitungsmaschinen GmbH: Porta piezas para una sierra de inglete, apropiado para el montaje giratorio en un bastidor de sierra y para la fijación arrastrada en rotación de […]
Máquina cortadora para cortar paneles de madera o análogos, del 26 de Noviembre de 2018, de BIESSE S.P.A.: Una máquina cortadora para cortar paneles de madera o análogos, incluyendo la máquina una estructura de soporte que define una superficie de soporte […]
 Máquina de sierra para paneles, del 27 de Enero de 2016, de GIBEN INTERNATIONAL S.P.A.: Una máquina de sierra para paneles para cortar paneles que comprende una mesa de trabajo para soportar los paneles , una estructura (7, […]
Máquina de sierra para paneles, del 27 de Enero de 2016, de GIBEN INTERNATIONAL S.P.A.: Una máquina de sierra para paneles para cortar paneles que comprende una mesa de trabajo para soportar los paneles , una estructura (7, […]
 Aparato de sierra energizado, del 29 de Junio de 2015, de POWER BOX AG: Una unidad de corte , dicha unidad de corte que incluye un cabezal de corte que tiene una cuchilla circular proporcionada para la rotación, dicho cabezal de corte […]
Aparato de sierra energizado, del 29 de Junio de 2015, de POWER BOX AG: Una unidad de corte , dicha unidad de corte que incluye un cabezal de corte que tiene una cuchilla circular proporcionada para la rotación, dicho cabezal de corte […]
Plano de trabajo para una máquina de corte, del 4 de Marzo de 2015, de NALDI, VALTER: Una mesa de trabajo equipada para una máquina de corte ; comprendiendo la mesa de trabajo equipada : - una superficie superior (SS) que […]
 Máquina de corte, del 9 de Julio de 2014, de SKC DI TONDINI CLAUDIO: Medios de bastidor adecuados para su asociación a una máquina de corte para construcción, que comprenden medios de borde a los que son asociables medios […]
Máquina de corte, del 9 de Julio de 2014, de SKC DI TONDINI CLAUDIO: Medios de bastidor adecuados para su asociación a una máquina de corte para construcción, que comprenden medios de borde a los que son asociables medios […]
 Sierra con cuchilla circular, del 27 de Noviembre de 2013, de POWER BOX AG: Una sierra , teniendo dicha sierra una base , una corredera única montada con respecto a la base, unbrazo de soporte montado sobre la corredera, y dicha corredera […]
Sierra con cuchilla circular, del 27 de Noviembre de 2013, de POWER BOX AG: Una sierra , teniendo dicha sierra una base , una corredera única montada con respecto a la base, unbrazo de soporte montado sobre la corredera, y dicha corredera […]
 APARATO DE MAQUINADO, ESPECIALMENMTE PARA CORTAR CUERPOS DE SECCION TUBULAR Y REDONDEADA, del 14 de Diciembre de 2010, de EXACT TOOLS OY: Un aparato para trabajar, especialmente para cortar, piezas de tipo tubular y de barra redondeada, comprendiendo dicho aparato un mecanismo […]
APARATO DE MAQUINADO, ESPECIALMENMTE PARA CORTAR CUERPOS DE SECCION TUBULAR Y REDONDEADA, del 14 de Diciembre de 2010, de EXACT TOOLS OY: Un aparato para trabajar, especialmente para cortar, piezas de tipo tubular y de barra redondeada, comprendiendo dicho aparato un mecanismo […]