Método y dispositivo para fijar componentes de un soplete de soldadura.
Un dispositivo (12) de soldadura, que comprende:
una primera conexión (202) de acoplamiento enclavado,
dispuesta entre un primer componente (18) y un segundocomponente (16), y que incluye una primera región cónica (214) que define un primer ángulo incluido y una primeraparte roscada (216) dispuesta con respecto a la primera parte cónica (214), donde el primer componente (18)comprende una punta de contacto y el segundo componente (16) comprende un cabezal de retención, un difusor oun collarín; caracterizado por
una segunda conexión de acoplamiento enclavado dispuesta entre el segundo componente (16) y un tercercomponente (14) y que incluye una segunda parte cónica (248) que define un segundo ángulo incluido y unasegunda parte roscada (236) dispuesta con respecto a la segunda parte cónica (248), donde el segundo ánguloincluido es menor que el primer ángulo incluido y el tercer componente (14) comprende un cuello de cisne o uncollarín,
en el que, al aplicar una fuerza al primer componente (18), la primera conexión (202) de acoplamiento enclavado seajusta antes del ajuste de la segunda conexión de acoplamiento enclavado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2005/000836.
Solicitante: ILLINOIS TOOL WORKS INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 3600 WEST LAKE AVENUE GLENVIEW, IL 60026-1215 ESTADOS UNIDOS DE AMERICA.
Inventor/es: WELLS,JEFF G.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K37/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06).
- B23K37/04 B23K […] › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › para sujetar o colocar las piezas.
- B23K37/053 B23K 37/00 […] › Alineación de piezas cilíndricas; Dispositivos de sujeción a este efecto.
- B23K9/24 B23K […] › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › Características relativas a los electrodos (formas y composiciones de los electrodos B23K 35/00).
- B23K9/28 B23K 9/00 […] › Dispositivos para soportar los electrodos (no limitados a la soldadura o al corte por arco B23K 37/02).
- B23K9/29 B23K 9/00 […] › Dispositivos de soporte adaptados para servir de medios de protección.
- B23K9/32 B23K 9/00 […] › Accesorios (conexiones a tierra H01R).
PDF original: ES-2422896_T3.pdf
Fragmento de la descripción:
Método y dispositivo para fijar componentes de un soplete de soldadura La invención está relacionada en general con componentes utilizados en sopletes de soldadura y, más en particular, con un dispositivo y un método de soldadura para acoplar componentes de un dispositivo de soldadura, de acuerdo con el preámbulo de las reivindicaciones 1 y 8 (véase por ejemplo el documento US 6 075 227 A) , para alinear y/o fijar componentes en sopletes de soldadura de metal gas inerte (“MIG”) .
Antecedentes Los sopletes de soldadura por arco de gas metal, incluyendo los sopletes de metal gas inerte (“MIG”) , son ampliamente utilizados para soldar materiales metálicos. Un soplete de soldadura está diseñado para permitir a un usuario o un robot dirigir un alambre metálico de soldadura hacia un lugar específico sobre el objetivo de una pieza metálica de trabajo. Como se ilustra en la figura 1, los componentes de un soplete de soldadura conocido incluyen un asa 12, un cuello de cisne 14 (a veces denominado tubo de montaje o tubo de conducción) , un cabezal 16 de retención, una punta 18 de contacto y una tobera 20. En algunos sopletes MIG, se emplea un difusor en lugar de un cabezal de retención. El soplete de soldadura puede estar conectado a un brazo robótico a través de un soporte 22,
o puede ser sostenido a mano y accionado por disparo. Se alimenta un alambre de soldadura a través del asa del soplete de soldadura y finalmente a través de un conducto en la punta de contacto, que está dispuesta en un extremo proximal del soplete de soldadura. El alambre de soldadura se consume a medida que avanza el proceso de soldadura y se va reponiendo desde una bobina distal de alambre. El alambre de soldadura y el material de la pieza de trabajo se funden y se combinan en un charco de soldadura fundida.
Haciendo referencia ahora a la figura 2, en un soplete de soldadura convencional tipo MIG, una camisa 24 pasa a través de un canal 28 dentro del cuello de cisne 14 hacia el cabezal 16 de retención. La camisa 24 está fijada, si lo está, por medio de una presión longitudinal de la camisa 24 contra el cabezal 16 de retención. Como la camisa 24 es relativamente larga en comparación con los demás componentes, la longitud precisa de la camisa 24 requerida para conseguir un presión de posicionamiento longitudinal deseada contra el cabezal de retención, tiene lugar solamente por coincidencia casual y no es por tanto muy probable.
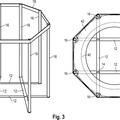
Haciendo referencia a la figura 3, un gas pantalla utilizado durante el funcionamiento del soplete, fluye típicamente hacia el cabezal de retención a través de un espacio anular 30 que está situado entre el cuello de cisne 14 y la camisa 24. El gas pantalla pasa por el cabezal 16 de retención a través de al menos un orificio 34 de ventilación y sale del soplete a través de la tobera 20. El punto preciso de terminación proximal longitudinal de la camisa 24 es generalmente incierto y no repetible. Esta incertidumbre da como resultado un movimiento radial y longitudinal de la camisa 24 durante el funcionamiento del soplete, originando la abrasión y el desgaste prematuro de la camisa 24, del cabezal 16 de retención y de otras partes contiguas. El movimiento axial adicional de la camisa 24 es originado también por la expansión térmica y la contracción de los componentes del soplete, a medida que el soplete se calienta y se enfría con el uso cíclico.
En la figura 4 se ilustra un método conocido para superar estos problemas. Se puede utilizar un tornillo 45 de fijación para fijar la camisa 24 a una pared interna del cabezal 16 de retención o del cuello de cisne 14. Aunque esto tiende a reducir el movimiento de la camisa 24, esta camisa 24 no está centrada axialmente dentro del cuello de cisne 14 ni del cabezal 16 de retención. A medida que se aprieta el tornillo 45 de fijación, se hace difícil establecer y mantener un punto de terminación longitudinal. Aún después de fijar la camisa 24, este método no impide adecuadamente el movimiento longitudinal de la camisa 24, ya que el soplete se mueve y no mantiene apropiadamente la alineación de la camisa 24. Consecuentemente, tiene lugar una abrasión excesiva a medida que el alambre de soldadura pasa a través del extremo proximal de la camisa 24, del cuello de cisne 14 y/o del cabezal 16 de retención, lo cual tiende a dañar los componentes del soplete de soldadura, incluyendo la punta 18 de contacto.
Los componentes de un soplete de soldadura tienen típicamente unos huecos roscados para la unión con el soplete de soldadura u otros componentes. Desafortunadamente, estas conexiones roscadas tienden a aflojarse a medida que se utiliza el soplete de soldadura, requiriendo que los usuarios detengan la soldadura y vuelvan a apretar estas conexiones, dando como resultado un tiempo de inactividad y pérdidas de eficiencia y productividad. Además, las conexiones flojas pueden ser una fuente de resistencia eléctrica que genera un calor excesivo dentro de un soplete de soldadura. El calor en los sopletes de soldadura se traduce en una vida más corta de los consumibles, una reignición de la punta de contacto e incluso la fusión de los componentes.
Sumario En la invención, se define en las reivindicaciones 1 y 8 un dispositivo de soldadura y un método para acoplar componentes de un dispositivo de soldadura, en los cuales el dispositivo de soldadura utiliza dos conexiones de acoplamiento enclavado, cada una de las cuales tiene un ángulo diferente entre sus respectivos componentes. Por tanto, una conexión de acoplamiento enclavado puede acoplar una cantidad de fuerza de sujeción o retención diferente a la de la otra conexión de acoplamiento enclavado. Como resultado, una de las conexiones puede tener la
tendencia a desacoplarse antes que la otra, cuando se proporciona una fuerza (por ejemplo, una fuerza de afloje o un par de afloje) . En algunas aplicaciones, esto puede ser ventajoso debido a que se puede configurar una conexión más accesible para poder deshacerla, mejor que una conexión menos accesible.
El primer componente puede incluir una punta de contacto, y el segundo componente incluye un cabezal de retención, un difusor o un collarín.
De cuerdo con la presente invención, el tercer componente incluye un cuello de cisne o un collarín. El dispositivo de soldadura puede incluir también una tercera conexión de acoplamiento enclavado entre una tobera y el cabezal de retención, el cuello de cisne o un retenedor de la tobera. En el interfaz entre el collarín y el cuello de cisne, entre el collarín y el cabezal de retención o el difusor, entre el cuello de cisne y el cabezal de retención, o entre el cabezal de retención o el retenedor de la tobera y la tobera, puede levantarse un acoplamiento enclavado en disminución cónica. El primer componente puede incluir una punta de contacto y el segundo componente puede incluir un difusor. El tercer componente puede incluir un cuello de cisne o un collarín. El dispositivo de soldadura puede presentar un tercer acoplamiento enclavado entre el difusor y el collarín.
En diversos modos de realización, la primera conexión del acoplamiento enclavado puede acoplarse con una fuerza de sujeción diferente (por ejemplo, mayor) que la fuerza de sujeción de la segunda conexión del acoplamiento enclavado. La primera conexión del acoplamiento enclavado puede desacoplarse antes de la segunda conexión de acoplamiento enclavado al aplicarle una fuerza de afloje. En un modo de realización detallado, el primer ángulo incluido puede ser de alrededor de 20º y el segundo ángulo incluido puede ser de alrededor de 12º. De acuerdo con la presente invención, la primera conexión del acoplamiento enclavado y la segunda conexión del acoplamiento enclavado incluyen una parte roscada.
La presente invención se caracteriza por un método de acoplamiento de componentes de un dispositivo de soldadura (véase la reivindicación 8) . El método incluye proporcionar una primera conexión de acoplamiento enclavado dispuesta entre un primer componente y un segundo componente, e incluye una primera parte de disminución gradual que define un primer ángulo incluido. El método incluye también la provisión de una segunda conexión de acoplamiento enclavado dispuesta entre el segundo componente y un tercer componente, e incluyendo una segunda parte cónica que define un segundo ángulo incluido menor que el primer ángulo incluido. Aplicando una fuerza entre el primer componente y el tercer componente, se ajusta la primera conexión de acoplamiento enclavado antes que se ajuste la segunda conexión de acoplamiento enclavado. En diversos modos de realización, una primera conexión de acoplamiento enclavado o bien una segunda conexión de acoplamiento enclavado pueden mejorar la... [Seguir leyendo]
Reivindicaciones:
1. Un dispositivo (12) de soldadura, que comprende:
una primera conexión (202) de acoplamiento enclavado, dispuesta entre un primer componente (18) y un segundo componente (16) , y que incluye una primera región cónica (214) que define un primer ángulo incluido y una primera parte roscada (216) dispuesta con respecto a la primera parte cónica (214) , donde el primer componente (18) comprende una punta de contacto y el segundo componente (16) comprende un cabezal de retención, un difusor o un collarín; caracterizado por
una segunda conexión de acoplamiento enclavado dispuesta entre el segundo componente (16) y un tercer componente (14) y que incluye una segunda parte cónica (248) que define un segundo ángulo incluido y una segunda parte roscada (236) dispuesta con respecto a la segunda parte cónica (248) , donde el segundo ángulo incluido es menor que el primer ángulo incluido y el tercer componente (14) comprende un cuello de cisne o un collarín,
en el que, al aplicar una fuerza al primer componente (18) , la primera conexión (202) de acoplamiento enclavado se ajusta antes del ajuste de la segunda conexión de acoplamiento enclavado.
2. El dispositivo (12) de soldadura de la reivindicación 1, en el que la primera conexión (202) de acoplamiento enclavado se acopla con una fuerza de sujeción diferente de la fuerza de sujeción de la segunda conexión de acoplamiento enclavado.
3. El dispositivo (12) de soldadura de la reivindicación 2, en el que la fuerza de sujeción de la segunda conexión de acoplamiento enclavado es mayor que la fuerza de sujeción de la primera conexión (202) de acoplamiento enclavado.
4. El dispositivo (12) de soldadura de la reivindicación 1, en el que la primera conexión (202) de acoplamiento enclavado se desacopla antes que la segunda conexión de acoplamiento enclavado, al aplicarle una fuerza de afloje.
5. El dispositivo (12) de soldadura de la reivindicación 1, en el que el segundo componente (16) incluye un cabezal de retención, comprendiendo además el dispositivo (12) de soldadura una tercera conexión de acoplamiento enclavado entre una tobera y el cabezal de retención.
6. El dispositivo (12) de soldadura de la reivindicación 1, en el que la fuerza comprende la fuerza de un par.
7. El dispositivo (12) de soldadura de la reivindicación 1, en el que un primer diámetro de la primera conexión
(202) de acoplamiento enclavado es menor que un segundo diámetro de la segunda conexión de acoplamiento enclavado.
8. Un método para acoplar componentes de un dispositivo (12) de soldadura, que comprende:
proporcionar una primera conexión (202) de acoplamiento enclavado dispuesta entre un primer componente (18) y un segundo componente (16) y que incluye una primera parte cónica (214) que define un primer ángulo incluido y una primera parte roscada (216) dispuesta con respecto a la primera parte roscada (214) , donde el primer componente (18) comprende una punta de contacto y el segundo componente (16) comprende un cabezal de retención, un difusor o un collarín; y caracterizado por
proporcionar una segunda conexión de acoplamiento enclavado dispuesta entre el segundo componente (16) y un tercer componente (14) , y que incluye una segunda parte cónica (248) que define un segundo ángulo incluido y una segunda parte roscada (236) dispuesta con respecto a la segunda parte cónica (248) , siendo el segundo ángulo incluido menor que el primer ángulo incluido, donde el tercer componente (14) comprende un cuello de cisne o un collarín, y
aplicar una fuerza al primer componente (18) de manera que la primera conexión (202) de acoplamiento enclavado se ajusta antes del ajuste de la segunda conexión de acoplamiento enclavado.
9. El método de la reivindicación 8, que comprende además acoplar la primera conexión (202) de acoplamiento enclavado con una fuerza de sujeción mayor que la fuerza de sujeción de la segunda conexión de acoplamiento enclavado.
10. El método de la reivindicación 8, en el que al aplicar un fuerza de afloje, la primera conexión (202) de acoplamiento enclavado se desacopla antes que la segunda conexión de acoplamiento enclavado.
11. El método de la reivindicación 8, en el que al menos una entre la primera conexión (202) de acoplamiento enclavado y la segunda conexión de acoplamiento enclavado mejora la conductividad eléctrica entre componentes
contiguos del dispositivo (12) de soldadura.
12. El método de la reivindicación 8, en el que al menos una entre la primera conexión (202) de acoplamiento enclavado y la segunda conexión de acoplamiento enclavado mejora la transferencia de calor entre componentes contiguos del dispositivo (12) de soldadura.
13. El método de la reivindicación 8, en el que aplicar una fuerza entre el primer componente (18) y el tercer componente (14) comprende la aplicación de la fuerza de un par entre el primer componente (18) y el tercer componente (14) .
Patentes similares o relacionadas:
Máscara de soldadura con proyección inalámbrica y máquina de soldar equipada con dicha máscara, del 17 de Junio de 2020, de Tecmen Electronics Co., Ltd: Un casco de soldadura inalámbrico de oscurecimiento automático de tipo proyector , que comprende: una carcasa del casco ; una estructura de diadema […]
Dispositivo de protección frente a salpicaduras de soldadura con un sistema de limpieza integrado, y método de limpieza de dicho dispositivo, del 27 de Mayo de 2020, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Dispositivo de pantalla para salpicaduras de soldadura para la protección de salpicaduras inducidas por un sistema de soldadura de palanquillas, definiendo el […]
Unidad de soldadura y/o corte con sensor para detectar/medir la corriente de soldadura y/o corte, del 13 de Mayo de 2020, de Trafimet Group S.p.A: Unidad de soldadura y/o corte que comprende: - un generador , - una antorcha de soldadura y/o corte , - un elemento de conexión […]
Conector, sistema de conexión y métodos relacionados para conectar un soplete de plasma a un generador, del 26 de Febrero de 2020, de Trafimet Group S.p.A: Conector adecuado para conectarse a un soplete de plasma o bien a un generador para permitir el paso de corriente eléctrica, el paso […]
Sistema de control para sistemas de soldadura, del 25 de Diciembre de 2019, de Trafimet Group S.p.A: Sistema de soldadura y/o corte que comprende un generador , una unidad de soldadura y/o corte , un elemento de conexión adaptado para conectar dicha […]
 Recipiente con bobina de alambre de soldadura, del 25 de Diciembre de 2019, de SIDERGAS SPA: Un recipiente para alojar una cantidad de alambre de soldadura , que tiene un armazón de metal con una porción de suelo y una porción […]
Recipiente con bobina de alambre de soldadura, del 25 de Diciembre de 2019, de SIDERGAS SPA: Un recipiente para alojar una cantidad de alambre de soldadura , que tiene un armazón de metal con una porción de suelo y una porción […]
Procedimiento para la soldadura con gas protector de metal para la reducción de sustancias nocivas, del 20 de Noviembre de 2019, de Linde GmbH: Procedimiento para la soldadura con gas protector de metal, en el que se suministra un material de aportación de soldadura a un soplete para soldar […]
Sistema de aprendizaje de soldeo, del 20 de Noviembre de 2019, de LINCOLN GLOBAL, INC.: Sistema para enseñar a soldadores, que comprende: (a) un componente de generación de datos, en el que el componente de generación de datos incluye […]