Método de reparación del sistema de bloqueo del rotor de un aerogenerador y herramienta utilizada.
Método de reparación del sistema de bloqueo del rotor de un aerogenerador y herramienta utilizada.
El método de reparación comprende:
- colocar y centrar una herramienta de mecanizado (6),
- mecanizar un alojamiento (1) con al menos una herramienta de corte (10), unas guías delanteras y traseras (15, 18) y unos prolongadores (16),
- calentar el nuevo alojamiento (23),
- enfriar un casquillo (22),
y finalmente introducir el casquillo (22) en el interior del nuevo alojamiento (23). La herramienta utilizada para dicha reparación consta de una herramienta de mecanizado (6) sujeta mediante una placa soporte (4) provista de una guía (17) y que colabora con un centrador (3), al menos una herramienta de corte (10) a la que se le añade un casquillo (13) con evacuadores de viruta (14), guías delanteras y traseras (15 y 18) y prolongadores (16) de la longitud de la herramienta de corte (10).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201100824.
Solicitante: GAMESA INNOVATION & TECHNOLOGY, S.L.
Nacionalidad solicitante: España.
Inventor/es: GOMEZ SANTAMARIA,David, URQUIJO PANCORBO,Damián.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B47/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 47/00 Características de estructura de los elementos constitutivos especialmente concebidos para las máquinas de escariar o de taladrar; Accesorios de estas máquinas (husillos de trabajo, palieres correspondientes B23B 19/02; para máquinas herramientas en general B23Q). › Puntas de taladro o cabezales portahusillos capaces de efectuar un movimiento ascendente o descendente; Dispositivos para el equilibrado de estos elementos.
- B23B51/00 B23B […] › Herramientas para máquinas de taladrar.
- F03D1/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F03 MAQUINAS O MOTORES DE LIQUIDOS; MOTORES DE VIENTO, DE RESORTES, O DE PESOS; PRODUCCION DE ENERGIA MECANICA O DE EMPUJE PROPULSIVO O POR REACCION, NO PREVISTA EN OTRO LUGAR. › F03D MOTORES DE VIENTO. › F03D 1/00 Motores de viento con el eje de rotación dispuesto sustancialmente paralelo al flujo de aire que entra al rotor (su control F03D 7/02). › Rotores.
Fragmento de la descripción:
METODO DE REPARACION DEL SISTEMA DE BLOQUEO DEL ROTOR
DE UN AEROGENERADOR y HERRAMIENTA UTILIZADA
Objeto de la invención.
5
El objeto de la invención es un método de reparación del sistema de
bloqueo de rotor situado en uno de los alojamientos de los rodamientos del
eje principal que a su vez están ubicados en el interior de un aerogenerador.
El mecanizado a realizar es de precisión y posteriormente se inserta un
10 casquillo en el alojamiento retrabajado. La característica principal del método
es la adaptación de las herramientas al escaso espacio existente en el
interior del aerogenerador y la longitud del mecanizado efectuada con una
tolerancia mínima.
15 Antecedentes de la invención.
Los aerogeneradores son máquinas con gran cantidad de componentes
sometidos a esfuerzos constantes y que requieren de un mantenimiento
periódico. Debido al constante crecimiento en las dimensiones de los
2 O equipos, el coste principal en el mantenimiento recae en la utilización de
grúas para la sustitución de los componentes estropeados. Así que, con
ánimo de reducir los gastos en la sustitución de componentes, se procura
realizar un mantenimiento "in situ" para evitar el uso de las costosas grúas.
Para proceder con las reparaciones en el interior del aerogenerador es
25 importante disponer de herramientas manejables que puedan adaptarse al
espacio existente. La mayoría de las veces son herramientas específicas
para la reparación concreta y deben tomar en cuenta el lugar de la
reparación, los accesos, longitud a punto de conexión hidráulica o eléctrica,
etc.
3 O Otro importante parámetro a tener en cuenta durante las reparaciones
es la calidad del mecanizado y la máxima tolerancia admitida. Mediante el
método descrito a continuación y con las herramientas específicas diseñadas
para el caso, se logra una tolerancia de una máxima desviación permitida del
eje del agujero: O, 65mm, en una longitud de mecanizado superior a los 700
mm.
Descripción de la invención
5 10 15 2 O 25 Es un objeto de la invención desarrollar un método para reparar un alojamiento situado en uno de los soportes del eje principal y que aloja en su interior el bulón de fijación, para que el rotor del aerogenerador no se mueva durante las operaciones de mantenimiento. Debido a las dimensiones de la pieza y su complicada ubicación en el interior del aerogenerador, la reparación debe realizarse in situ. Además debe tenerse en cuenta que se trata de un mecanizado de precisión, con una tolerancia mínima sobre una longitud de 700mm. Es otro objeto de la invención la utilización para la reparación de una herramienta adaptada a las necesidades. La herramienta debe ser manejable, de forma que se tiene en cuenta tanto su peso como su tamaño para que resulte apto de ser utilizado por un solo operario. Estos y otros objetivos se logran con una herramienta de mecanizado manejable, de poco peso y reducido tamaño, apta para ser utilizada por un operario de mantenimiento de aerogeneradores. En concreto se trata de un taladro magnético soportado sobre una placa previamente centrada. Las diferentes herramientas de corte utilizadas incorporan guías tanto traseras como delanteras. Para adaptarse a la longitud que debe ser mecanizada se utilizan prolongadores de la herramienta de corte. El procedimiento final para la reparación de un alojamiento sigue los pasos de mecanizar el agujero pasante, calentarlo con unas resistencias eléctricas e introducir un casquillo previamente enfriado con hielo seco. La diferencia de temperatura entre ambas piezas produce una unión por interferencia.
3 O Breve descripción de los dibujos.
Con el fin de explicar el método de reparación utilizadas, se acompañan las siguientes figuras: y las herramientas
La figura 1 es una vista del alojamiento dañado.
La figura 2 muestra el centrador y la placa de soporte.
La figura 3 muestra la herramienta de mecanizado.
La figura 4 muestra una de las herramientas de corte.
S
La figura 5 es una vista de la herramienta de corte trabajando.
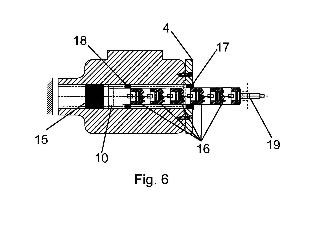
La figura 6 representa una sección del alojamiento.
La figura 7 representa el útil para el calentamiento del alojamiento.
La figura 8 representa el casquillo insertado en el alojamiento.
10 Descripción de una realización preferencial
Tal y como se muestra en la figura 1, el alojamiento (1) donde entra el
bulón de fijación (no mostrado en la figura) para bloquear la máquina durante
las operaciones de mantenimiento, se encuentra mellado en uno de sus
15 lados (2) . Esta deformación impide que el bloqueo de la máquina sea
efectivo y es necesario reparar o sustituir la pieza donde se ubica el
alojamiento (1) . La sustitución es extremadamente compleja al necesitar una
grúa de gran tonelaje para desacoplar la gran pieza de fundición que
contiene el alojamiento (1) , que a su vez requiere desmontar numerosos
2 O componentes pesados de la máquina. Por ello se opta por realizar una
reparación "in situ" mediante mecanizado.
El punto más crítico del método objeto de la invención es mecanizar
sobre el alojamiento de 700mm. existente un nuevo agujero de mayor
diámetro manteniendo una desviación mínima del eje central. Para lograrlo,
2 5 en la figura 2 se muestra un centrador (3) cilíndrico que atraviesa una placa
de soporte (4) de forma rectangular. En la placa de soporte (4) hay una serie
de agujeros pasantes (5) que sirven para que, en colaboración con los
correspondientes elementos de fijación (no mostrados en la figura) , puedan
anclarse alrededor del alojamiento (1) una vez que el centrador (3) ha
3O quedado alojado en su interior.
En la figura 3 se muestra la placa soporte (4) anclada sobre la pieza a
mecanizar, la cual forma parte del soporte del rodamiento del eje de baja. La
herramienta de mecanizado utilizada_es un taladro (6) magnético de pequeña
dimensión y peso, de forma que pueda ser manejado por un único operario.
El taladro (6) tiene un soporte magnético (7) que hace contacto directo con la placa de soporte (4) . Por el agujero central de la placa (4) penetra una herramienta de corte con su correspondiente guiador (no mostrado en la figura) . La herramienta de corte (10) puede ser de diferentes tipos dependiendo de las necesidades de mecanizado.
La herramienta de corte (10) que se muestra en la figura 4, es una herramienta de desbaste que tiene un casquillo (13) , realizado preferentemente de bronce, con evacuadores de viruta (14) en forma de canales semicirculares distribuidos por la periferia del casquillo (13) .
lOEnla figura 5 se muestra el método seguido para lograr el mecanizado del alojamiento (1) . Se acopla una herramienta de corte (10) y su correspondiente casquillo (13) y. se comienza a taladrar con la guía delantera (15) , la viruta que se vaya formando saldrá por los correspondientes evacuadores (14) . Esta operación se va repitiendo tantas veces sea necesaria hasta completar el trabajo. La guía delantera (15) se une a la herramienta de corte (10) y la va guiando a medida que va penetrando en el alojamiento (1) . La guía (15) tiene un mango que entra en la herramienta de corte (10) , para posteriormente fijarse mediante un prisionero e impedir que se desvíe de su trayectoria. Una 2 O vez que la herramienta de corte (10) no puede profundizar más, se adapta un prolongador (16) y a medida que se necesite se añaden nuevos prolongadores (16) . El prolongador (16) se fija a la herramienta de corte en su parte trasera a través de una guía trasera (18) formado por un casquillo preferentemente de bronce. Para garantizar la linealidad del mecanizado se adapta sobre la placa de soporte (4) una guía de placa (17) que se monta a la vez que el prolongador (16) y hace de guía para los sucesivos prolongadores (16) . El adaptador de taladro (19) es una pieza que se acopla en el taladro, tiene un sistema de fijación por un lado y por el otro lado un agujero que se fija a la herramienta de corte (10) o a los prolongadores (16) .
O Una vez se ha completado el mecanizado se procede a la verificación del agujero y a su pulido, si fuese necesario. En la figura 7, se aprecia cómo se calienta el nuevo alojamiento (23) mediante un cilindro compuesto por diferentes secciones (al menos siete secciones) del diámetro del agujero o un poco menor, que tiene tres agujeros en los que se introducen unas resistencias (20) . El tiempo de calentamiento del alojamiento es de 8 horas para alcanzar una temperatura de 100°C. Las tres varillas (21) son las encargadas de unir las diferentes secciones. Por otra parte, un casquillo (22) , de igual longitud que la longitud del agujero, se enfría en hielo seco...
Reivindicaciones:
1. Método de reparación del sistema de bloqueo del rotor de un aerogenerador situado en uno de los alojamientos de los rodamientos del eje principal, caracterizado porque comprende los siguientes pasos:
colocar y centrar una herramienta de mecanizado (6) , mecanizar un alojamiento (1) con al menos una herramienta de corte (10) , unas guías delanteras y traseras (15, 18) de introducción al alojamiento y unos prolongadores (16) para aumentar la longitud de la herramienta de corte (10) , calentar el nuevo alojamiento (23) , enfriar un casquillo (22) ,
y finalmente introducir el casquillo (22) en el interior del nuevo alojamiento (23) obteniéndose así una unión por interferencia.
2. Método de reparación del sistema de bloqueo del rotor, según la reivindicación primera, caracterizado porque el mecanizado del alojamiento (1) es un mecanizado de precisión que se realiza con una tolerancia de una máxima desviación permitida del eje del agujero de 0, 65 mm yen una longitud de mecanizado igualo superior a los 700 mm.
3. Herramienta para la reparación del alojamiento del sistema de bloqueo del rotor empleando el método de la primera reivindicación, caracterizada porque consta de una herramienta de mecanizado (6) sujeta mediante una placa soporte (4) provista de una guía
(17) y que colabora con un centrador (3) , al menos una herramienta de corte (10) a la que se le añade un casquillo (13) con evacuadores de viruta (14) , guías delanteras y traseras (15 y 18) Y prolongadores (16) que aumentan la longitud de la herramienta de corte (10) .
4. Herramienta para la reparación del alojamiento, según la reivindicación tercera, caracterizada porque la herramienta de mecanizado (6) es un taladro magnético que se adhiere a la parte superior de la placa soporte (4) una vez que ésta se ha fijado por sus agujeros pasantes (5) y se ha centrado introduciendo el centrador (3) en el alojamiento (1) a reparar.
5. Herramienta para la reparación del alojamiento, según la reivindicación tercera, caracterizada porque sobre la al menos una herramienta de corte (10) se monta un casquillo (13) , preferentemente de bronce, con evacuadores de viruta (14) formados por canales de
forma semicircular que se encuentran periféricamente distribuidos.
6. Herramienta para la reparación de un alojamiento, según la reivindicación tercera, caracterizada porque la al menos una herramienta de corte se guía por el interior del alojamiento (1) a reparar mediante una guía delantera (15) y una guía trasera (18) y se adapta a su gran longitud con prolongadores (16) , fijando todos estos elementos a la herramienta de mecanizado (6) con un adaptador (19) .
Patentes similares o relacionadas:
Broca y método para fabricar una broca para taladro, del 1 de Julio de 2020, de Subaru Corporation: Una broca con al menos un borde de corte, en donde una forma proyectada de un área de paso de una línea de cresta del al menos un borde de corte , cuando se hace […]
Herramienta de corte giratoria que tiene cuerpo sintetizado de diamante policristalino, del 13 de Mayo de 2020, de MITSUBISHI MATERIALS CORPORATION: Una herramienta de corte giratoria que incluye un material de diamante policristalino, comprendiendo la herramienta de corte giratoria: un cuerpo de herramienta […]
Broca y método de perforación, del 29 de Abril de 2020, de Kuritakoki Co., Ltd: Una broca que incluye un mango y un cuerpo que es continuo desde el mango , teniendo el cuerpo una superficie periférica […]
Revestimiento duro y elemento recubierto con un revestimiento duro, del 15 de Enero de 2020, de OSG Corporation: Un revestimiento duro que recubre la superficie de un substrato , de manera que dicho revestimiento duro tiene un espesor total de 0,5-20 μm y comprende […]
Recubrimiento duro y miembro cubierto con recubrimiento duro, del 8 de Enero de 2020, de OSG Corporation: Un recubrimiento duro que cubre una superficie de un sustrato, en donde dicho recubrimiento duro tiene un grosor total de 0,5-20 μm e incluye una […]
Broca, del 10 de Julio de 2019, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Una broca para producir una perforación en una pieza de trabajo, con: Un cuerpo de base , caracterizado por que, al menos un primer […]
Broca con gradiente de partículas abrasivas, del 20 de Febrero de 2019, de ROBERT BOSCH GMBH: Elemento de corte para una broca, estando diseñado el elemento de corte para girarse durante la perforación alrededor de un eje de rotación (R), comprendiendo el elemento […]
Proceso para producción de diamante policristalino, del 15 de Noviembre de 2018, de SUMITOMO ELECTRIC INDUSTRIES, LTD.: Un método para fabricar diamante policristalino, que comprende las etapas de: preparar un material de carbono que no es diamante que tiene un grado de grafitización […]