Dispositivo de mecanizado y procedimiento para el mecanizado de estampación para piezas en bruto de recipiente.
Dispositivo de mecanizado para piezas en bruto de recipiente (4) con un dispositivo de estampación (1;
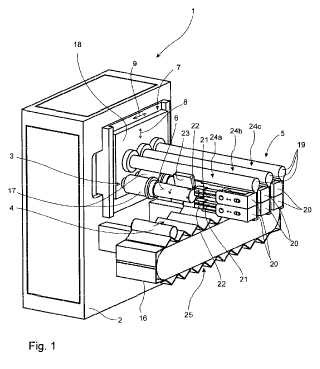
51; 121)que comprende un cuerpo base (2; 52), al que están asociados: un dispositivo de recepción (3; 53; 67; 126), enparticular un dispositivo de sujeción para la fijación temporal de las piezas en bruto de recipiente (4) , un dispositivode exploración (23; 73; 131) para la determinación de una orientación de rotación de las piezas en bruto derecipiente (4), un dispositivo de estampación (5; 82; 125) para la producción de deformaciones locales en lasparedes laterales (6) de las piezas en bruto de recipiente (4) y un dispositivo de salida (24; 83) para la retirada de laspiezas en bruto de recipiente (4) del dispositivo de recepción (3; 53; 67; 126), caracterizado por que el dispositivo deestampación (1; 51; 121) presenta un número x (donde x ≥ 1) de estaciones de trabajo (24a, 24b, 24c; 80, 81, 82,83; 123) que comprenden un número n (donde n ≥ 1) de estaciones de estampación (24a, 24b, 24c; 82; 123), en elque las estaciones de estampación (24a, 24b, 24c; 82; 123) están diseñadas, respectivamente, para el mecanizadode estampación de una superficie parcial de la pared lateral (6) de la pieza en bruto de recipiente (4), limitada tantoen una dirección axial como en una dirección periférica y en el que el dispositivo de salida (24a, 24b, 24c; 83) estáasociado a la última (n-ésima) estación de estampación (24a, 24b, 24c) o a una estación de trabajo (83) que le sigueinmediatamente ((n+1)-ésima, en particular x-ésima).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11006936.
Solicitante: HINTERKOPF GMBH.
Nacionalidad solicitante: Alemania.
Dirección: GUTENBERGSTRASSE 5 73054 EISLINGEN ALEMANIA.
Inventor/es: AICHELE, HELMUT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D51/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
- B44B5/00 B […] › B44 ARTES DECORATIVAS. › B44B MAQUINAS, APARATOS O UTILES PARA TRABAJOS DE ARTE, p. ej. PARA ESCULPIR, ENTALLAR, CINCELAR, PIROGRABAR O MARQUETEAR (decoración del cuero C14B). › Máquinas o aparatos para estampar motivos decorativos o marcas, p. ej. para acuñación de moneda (ondulación de chapas o de tubos metálicos, estampado combinado con operaciones de trabajo de chapas B21D; gofrado de materias plásticas o de sustancias en estado plástico en general B29C 59/02; estampado del papel o del cartón en general B31F 1/07; repujado de una forma de impresión B41C 1/08; máquinas de impresión para realizar operaciones de impresión combinadas con estampado en relieve B41F 19/02; máquinas de escribir o mecanismos de impresión adaptados para estampación B41J 3/38; aparatos o dispositivos para el sellado en hueco B41K 1/30, B41K 3/16; aparatos para estampación con medios para deformar el material a sellar B41K 3/36; estampado del cuero C14B 1/56).
- B44C1/24 B44 […] › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 1/00 Procesos no expresamente previstos en otro lugar para la producción de efectos decorativos sobre superficies (decoración de textiles D06Q). › Prensado o estampado de dibujos ornamentales sobre superficies.
PDF original: ES-2441351_T3.pdf
Fragmento de la descripción:
Dispositivo de mecanizado y procedimiento para el mecanizado de estampación para piezas en bruto de recipiente La invención se refiere a un dispositivo de mecanizado para piezas en bruto de recipiente con un dispositivo de estampación que comprende un cuerpo base, al que están asociados: un dispositivo de recepción, en particular un dispositivo de sujeción, para la fijación temporal de piezas en bruto de recipiente, un dispositivo de exploración para la determinación de una orientación de rotación de las piezas en bruto de recipiente, un dispositivo de estampación para la producción de deformaciones locales en las paredes laterales de las piezas en bruto de recipiente y un dispositivo de salida para la retirada de las piezas en bruto de recipiente del dispositivo de recepción. Además, la invención se refiere a un procedimiento para el mecanizado de estampación.
Por el documento WO 01/58618 A1 con el contenido genérico expuesto son conocidos un dispositivo y un procedimiento para el mecanizado de piezas en bruto de recipiente que están dotadas de una impresión decorativa en una superficie superior exterior y de una codificación periférica en un sector periférico de la superficie exterior. El objetivo del dispositivo y del procedimiento consisten en deformar las piezas en bruto de recipiente en un cierto número de etapas de trabajo, debiendo llevarse a cabo la deformación coincidiendo de forma prefijable con la impresión decorativa de la superficie exterior. Para conseguir esto está previsto equipar una máquina de embutición con varias estaciones, de tal modo que en primer lugar con ayuda de un dispositivo de exploración sea determinada una orientación de rotación en virtud de una codificación periférica aplicada en la pieza en bruto de recipiente. En una etapa siguiente es realizado un ajuste de la orientación de rotación entre las piezas en bruto de recipiente y un dispositivo de estampación mediante un dispositivo de alineación. A continuación, tras la fijación de las piezas en bruto de recipiente en el dispositivo de recepción mediante el dispositivo de estampación se produce una deformación local en una pared lateral de las piezas en bruto de recipiente. Tras la realización de otras etapas de trabajo en la máquina de embutición de varias estaciones, por ejemplo una o varias etapas de embutición para el estrechamiento de una zona final abierta de la pieza en bruto de recipiente respectiva, las piezas en bruto de recipiente son retiradas del dispositivo de recepción mediante un dispositivo de salida y transportadas hacia fuera con ayuda de medios de transporte.
El objeto de la invención consiste en posibilitar un mecanizado de estampación de piezas en bruto de recipiente que se pueda aplicar de forma más precisa y flexible.
Este objeto se lleva a cabo según un primer aspecto de la invención para un dispositivo de mecanizado del tipo mencionado al principio con las características de la reivindicación 1.
Para ello está previsto que el dispositivo de estampación presente un número x (donde x ≥ 1) de estaciones de trabajo que comprenden un numero n (donde n ≥ 1) de estaciones de estampación, estando realizadas las estaciones de estampación, respectivamente, para el mecanizado de estampación de una superficie parcial de la pared lateral de la pieza en bruto de recipiente limitada tanto en una dirección axial como en una dirección periférica y en el que el dispositivo de salida está asociado a la última (n-ésima) estación de estampación o a una estación de trabajo inmediatamente posterior ( (n+1) -ésima, en particular x-ésima) . Un mecanizado de estampación puede realizarse como deformación plástica local de la pieza en bruto de recipiente por fuerzas de mecanizado que actúan por un lado por fuera o por dentro sobre la pared lateral de la pieza en bruto de recipiente o por fuerzas de mecanizado que actúan opuestas entre sí. El número x de estaciones de trabajo es establecido en la práctica entre 1 y aproximadamente 10, preferentemente el número x de estaciones de trabajo es menor de 6, pero no existe ninguna restricción para un número mayor de estaciones de trabajo. En número n de estaciones de estampación puede corresponder al número de estaciones de trabajo, por ejemplo ser 1. En este caso todas las etapas para el mecanizado de estampación de la pieza en bruto de recipiente son llevadas a cabo en la misma estación de trabajo, no tiene pues lugar ningún movimiento relativo entre las piezas en bruto de recipiente y las estaciones de trabajo. Alternativamente puede estar previsto que el número de estaciones de estampación sea menor que el número de estaciones de trabajo.
Por ejemplo puede estar previsto que en una primera estación de trabajo, que puede también estar realizada como estación de estampación, se realice una alimentación de la pieza en bruto de recipiente desde un dispositivo de transporte al dispositivo de sujeción. En esta estación de trabajo o de estampación o en una estación dispuesta detrás de ella tiene lugar la exploración de la pieza en bruto de recipiente para determinar su orientación de rotación, preferentemente referida a un eje longitudinal de la pieza en bruto de recipiente, en particular referida a un eje de simetría rotacional de la pieza en bruto de recipiente con forma de tubo cilíndrico cerrada por un lado. En la misma estación de trabajo o estampación o en una estación dispuesta detrás es ajustada la orientación de rotación de la pieza en bruto de recipiente respecto a la o las herramienta (s) de estampación. Esto puede realizarse por una rotación de la pieza en bruto de recipiente, en particular por una rotación del dispositivo de recepción, en particular el dispositivo de sujeción en el que está alojada la pieza en bruto de recipiente, y/o por una rotación de la (s) herramienta (s) de estampación. A continuación, en esta estación de trabajo o en la o las estaciones de trabajo siguientes realizadas eventualmente de forma exclusiva como estaciones de estampación puede ser llevado a cabo el mecanizado de estampación deseado de las piezas en bruto de recipiente. Asimismo puede estar previsto que en cada una de las estaciones de trabajo o estampación sea mecanizada exactamente una superficie parcial de la pared lateral de la pieza en bruto de recipiente limitada tanto en una dirección axial como en una dirección periférica.
Alternativamente, al menos una estación de trabajo o estampación puede estar realizada para el mecanizado de estampación de dos superficies parciales dispuestas distanciadas entre sí, en particular comprender varias herramientas de estampación.
Según la invención la última estación de estampación del dispositivo de estampación está realizada también como última estación de trabajo del dispositivo de estampación, de manera que en esta estación de estampación también se realiza la extracción de la pieza en bruto de recipiente del dispositivo de recepción o del dispositivo de sujeción mediante el dispositivo de salida. Alternativamente puede estar previsto según la invención que a la última estación de estampación le siga otra estación de trabajo, en particular solo una, en la que mediante el dispositivo de salida sea retirada la pieza en bruto de recipiente del dispositivo de recepción o del dispositivo de sujeción y que sirva, por tanto, como estación de descarga. Por esta forma de construcción del dispositivo de mecanizado se consigue un desacoplamiento entre el proceso de estampación y un proceso de embutición para los recipientes eventualmente previsto delante o detrás. Esto es ventajoso ya que el proceso de estampación a menudo requiere una alineación especialmente precisa de la pieza en bruto de recipiente y la herramienta de estampación entre sí para conseguir una estampación exacta de las zonas parciales predeterminadas de la superficie superior exterior, pudiendo estar dotadas estas áreas de una impresión decorativa y/o un etiquetado decorativo, por ejemplo en forma de un plástico pegado o soldado y esta precisión puede ser garantizada de forma ventajosa con el dispositivo de estampación según la invención.
Además, el número de estaciones de trabajo en una máquina de embutición está limitado y al aumentar la complejidad de la geometría exterior de los recipientes completados es precisa una pluralidad de etapas de embutición, de manera que la realización del mecanizado de estampación en la máquina de embutición limitaría la libertad de configuración para la geometría del recipiente. Además, para reducir el consumo de recursos se puede reconocer la tendencia a que las piezas en bruto de recipiente deban ser realizadas con espesores de pared cada vez más finos, con lo que aumenta el número de etapas de deformación... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de mecanizado para piezas en bruto de recipiente (4) con un dispositivo de estampación (1; 51; 121) que comprende un cuerpo base (2; 52) , al que están asociados: un dispositivo de recepción (3; 53; 67; 126) , en particular un dispositivo de sujeción para la fijación temporal de las piezas en bruto de recipiente (4) , un dispositivo de exploración (23; 73; 131) para la determinación de una orientación de rotación de las piezas en bruto de recipiente (4) , un dispositivo de estampación (5; 82; 125) para la producción de deformaciones locales en las paredes laterales (6) de las piezas en bruto de recipiente (4) y un dispositivo de salida (24; 83) para la retirada de las piezas en bruto de recipiente (4) del dispositivo de recepción (3; 53; 67; 126) , caracterizado por que el dispositivo de estampación (1; 51; 121) presenta un número x (donde x ≥ 1) de estaciones de trabajo (24a, 24b, 24c; 80, 81, 82, 83; 123) que comprenden un número n (donde n ≥ 1) de estaciones de estampación (24a, 24b, 24c; 82; 123) , en el que las estaciones de estampación (24a, 24b, 24c; 82; 123) están diseñadas, respectivamente, para el mecanizado de estampación de una superficie parcial de la pared lateral (6) de la pieza en bruto de recipiente (4) , limitada tanto en una dirección axial como en una dirección periférica y en el que el dispositivo de salida (24a, 24b, 24c; 83) está asociado a la última (n-ésima) estación de estampación (24a, 24b, 24c) o a una estación de trabajo (83) que le sigue inmediatamente ( (n+1) -ésima, en particular x-ésima) .
2. Dispositivo de mecanizado según la reivindicación 1, caracterizado por que al dispositivo de estampación (1; 51) está asociado un dispositivo de alineación (24; 81) que está realizado para un ajuste de la orientación de rotación entre las piezas en bruto de recipiente (4) y el dispositivo de estampación (5; 82) .
3. Dispositivo de mecanizado según la reivindicación 1 ó 2, caracterizado por que al dispositivo de estampación (1; 51) está asociado un dispositivo de transporte, realizado en particular como cinta transportadora (16; 66) , que está diseñado para la alimentación y/o descarga de las piezas en bruto de recipiente (4) .
4. Dispositivo de mecanizado según la reivindicación 1, 2 ó 3, caracterizado por que el dispositivo de recepción (3; 53; 67; 126) está dispuesto en el cuerpo base (2; 52) y/o en el dispositivo de estampación (5; 82) de forma que puede ser movido linealmente y/o en rotación.
5. Dispositivo de mecanizado según la reivindicación 1, 2, 3 ó 4, caracterizado por que el dispositivo de estampación (5; 82; 125) está dispuesto en el cuerpo base de modo que puede ser movido linealmente y/o en rotación.
6. Dispositivo de mecanizado según la reivindicación 1, 2, 3, 4 ó 5, caracterizado por que a cada estación de estampación (24a, 24b, 24c; 123) está asociado un dispositivo de alineación y un dispositivo de salida o un dispositivo de alineación y un dispositivo de salida y un dispositivo de exploración (23) .
7. Dispositivo de mecanizado según la reivindicación 6, caracterizado por que el dispositivo de recepción (3) y el dispositivo de estampación (5) están acoplados a un dispositivo de accionamiento que está realizado para iniciar un movimiento, en particular un movimiento en curva reversible, hacia el dispositivo de recepción (3) , siendo realizado el movimiento preferentemente como movimiento circular o como una superposición de un movimiento circular con un movimiento lineal.
8. Dispositivo de mecanizado según la reivindicación 6 o 7, caracterizado por que varias estaciones de estampación (24a, 24b, 24c) están dispuestas a lo largo de eje común, alineado en particular paralelo a una dirección de transporte (27) del dispositivo de transporte (16) .
9. Dispositivo de mecanizado según una de las reivindicaciones 1 a 5, caracterizado por que el dispositivo de estampación (51) comprende una mesa redonda portapieza (57) colocada giratoria en el cuerpo base (52) , en la que están colocados varios dispositivos de recepción (67) y/o por que el dispositivo de exploración (73) y/o el dispositivo de alineación (81) y/o el dispositivo de estampación (82) y/o el dispositivo de salida están realizados como estaciones de trabajo discretas (80, 81, 82, 83) .
10. Dispositivo de mecanizado según la reivindicación 9, caracterizado por que a la mesa redonda portapieza (57; 122) está asociado un dispositivo de alimentación (64, 86) que está realizado como estrella de carga colocada giratoria en el cuerpo base para transportar las piezas en bruto de recipiente (4) desde el dispositivo de transporte
(66) al dispositivo de recepción (67; 126) y/o desde el dispositivo de recepción (67; 126) al dispositivo de transporte (66) .
11. Dispositivo de mecanizado según una de las reivindicaciones anteriores, caracterizado por que en una estación de estampación (24a, 24b, 24c; 82; 123) están dispuestas varias herramientas de estampación (20; 126, 129) y/o por que la herramienta de estampación (20; 126, 129) comprende una herramienta interior (21; 126) y una herramienta exterior (22; 129) que están montadas movibles relativamente entre sí.
12. Dispositivo de mecanizado según una de las reivindicaciones anteriores, caracterizado por que delante o detrás del dispositivo de estampación (1; 51; 121) está conectado un dispositivo de embutición (102) que comprende un soporte de herramienta (104) para la recepción de herramientas de embutición y una mesa redonda portapieza (103) para la recepción de las piezas en bruto de recipiente (4) , así como un dispositivo de accionamiento, en el que el dispositivo de accionamiento está realizado para proporcionar un movimiento lineal reversible cíclicamente y un
movimiento de giro intermitente entre la mesa redonda portapieza (103) y el soporte de herramienta (104) y en el que entre el dispositivo de estampación (1; 51; 121) y el dispositivo de embutición (102) están dispuestos medios de transporte (16; 66) para transportar las piezas en bruto de recipiente (4) entre el dispositivo de estampación (1; 51; 121) y el dispositivo de embutición (102) .
13. Procedimiento para el mecanizado de estampación de una superficie parcial de una pared lateral (6) de una pieza en bruto de recipiente (4) , limitada tanto en una dirección axial como en una dirección periférica, en particular con un dispositivo de mecanizado (1; 51; 121) según una de las reivindicaciones anteriores, con las etapas: recepción de las piezas en bruto de recipiente (4) desde un dispositivo de transporte (16; 66) para la fijación de las piezas en bruto de recipiente (4) en un dispositivo de recepción (3; 53; 67; 126) , determinación de una orientación de rotación de las piezas en bruto de recipiente (4) mediante una información de orientación detectable en la pieza en bruto de recipiente (4) , realización de un mecanizado de estampación en las piezas en bruto de recipiente (4) con un dispositivo de estampación (5; 55; 125) que está realizado para la producción de deformaciones locales en las paredes laterales (6) de las piezas en bruto de recipiente (4) y retirada de las piezas en bruto de recipiente (4) del dispositivo de recepción (3; 53; 67; 126) mediante un dispositivo de salida, en el que el dispositivo de estampación (5; 55; 125) presenta un número n (donde n ≥ 1) de estaciones de estampación (24a, 24b, 24c; 82; 123) y la etapa de la retirada de las piezas en bruto de recipiente (4) del dispositivo de recepción (3; 53; 67; 126) sigue al mecanizado de estampación en la estación de estampación n-ésima (24a, 24b, 24c, ; 82; 123) como siguiente etapa de trabajo.
14. Procedimiento según la reivindicación 13, caracterizado por que las etapas: recepción de la pieza en bruto de recipiente (4) en el dispositivo de recepción (3; 126) , determinación de la orientación, alineación, estampación y retirada de la pieza en bruto de recipiente (4) del dispositivo de recepción (3; 126) son realizadas en una única estación de trabajo (24a, 24b, 24c; 123) .
15. Procedimiento según la reivindicación 13, caracterizado por que las etapas: recepción de la pieza en bruto de recipiente (4) en el dispositivo de recepción (53) , determinación de la orientación, alineación, estampación y retirada de la pieza en bruto de recipiente (4) del dispositivo de recepción (53) son realizadas en varias estaciones de trabajo (80, 81, 82, 83) alineadas entre sí en una dirección de mecanizado.
Patentes similares o relacionadas:
Método para producir una lata de bebidas, una lata tipo botella o una lata de aerosol de aleación de aluminio, del 22 de Julio de 2020, de Constellium Neuf-Brisach: Metodo de fabricacion de una lata de bebida, una botella o un pulverizador de aleacion de aluminio, por medio de embutido-estiramiento seguido de formacion de cuello y/o […]
Dispositivo de conformación, del 6 de Noviembre de 2019, de HINTERKOPF GMBH: Dispositivo de conformación para cuerpos huecos con forma de vaso con un bastidor de máquina , una disposición de accionamiento, una mesa circular […]
Mejoras en o relacionadas con un procedimiento de formación de artículos de metal, del 6 de Noviembre de 2019, de GCL International Sarl: Un procedimiento de formación de cierre de metal para la conformación de un cierre de metal para un acabado del cuello de un recipiente a partir […]
Conjunto de rodillo de alisado, del 2 de Octubre de 2019, de Belvac Production Machinery, Inc: Un conjunto de cabezal de torreta para formar un artículo con cuello (200b) que tiene una porción de cuello estrechada , incluyendo la porción de cuello […]
 Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Conjunto de martillo de formación y método de ensamblaje de un conjunto de martillo de formación, del 5 de Junio de 2019, de Belvac Production Machinery, Inc: Un conjunto de martillo de formación para una máquina de formación de recipientes, incluyendo la máquina de formación de recipientes un conjunto de torreta […]
Dispositivo para cerrar recipientes de chapa, del 13 de Mayo de 2019, de HUBER PACKAGING GROUP GMBH: Dispositivo para cerrar recipientes de chapa , con una estación para recibir un recipiente que está abierto hacia arriba y que tiene un borde […]
Procedimiento de fabricación de latas de aluminio y la composición de pretratamiento usada, del 12 de Abril de 2019, de HENKEL AG & CO. KGAA: Procedimiento de fabricación de cilindros de latas, en el que (A) una rodaja de una chapa de aluminio se embute profundamente formando […]