MÁQUINA PUNZONADORA.
Máquina punzonadora.
Está destinada para realizar varios orificios a la vez en cada golpe de punzonado sobre alas de perfiles en forma de doble "T" y otros,
manteniéndose siempre la misma distancia entre tales orificios realizados.
Se caracteriza porque comprende un cabezal punzonador superior (1) con dos portapunzones (2) vinculados mediante un mecanismo regulable que permite variar la distancia entre ellos y por tanto la distancia entre los punzones (3) y orificios a realizar.
También incluye una característica base soporte portamatrices (23) donde se ubican unas piezas portamatrices simétricas (26) que albergan unas matrices (28) alineadas con los punzones (3). La base soporte portamatrices (23) incluye además un estrecho corte superior que comunica con una amplia abertura frontal para permitir el guiado y soporte del perfil a trabajar.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200930315.
Solicitante: MAQUINARIA GEKA, S.A..
Nacionalidad solicitante: España.
Inventor/es: CARACIOLO PICABEA,JOSE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D28/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › Perforación, es decir, corte de agujeros.
- B21D28/34 B21D 28/00 […] › Herramientas para perforar; Soportes para matrices.
Fragmento de la descripción:
MAQUINA PUNZONADORA OBJETO DE LA INVENCION
La presente invención, según se expresa en el enunciado de esta memoria descriptiva, se refiere a una ®quina punzonadora que presenta la particularidad de incorporar un cabezal de punzonado doble, cuyas características de construcción y diseño hacen que el cabezal se destine para realizar el punzonado de las alas de distintos perfiles, consiguiendo punzonar en un desplazamiento del cabezal de punzonado varios orificios a la vez en dos alineaciones diferentes, manteniéndose siempre la misma distancia entre los diferentes orificios realizados.
La ®quina de la invención realiza dos orificios simultáneamente en cada golpe de punzonado.
De esta manera se pueden realizar series de perfiles punzonados idénticos en un espacio de tiempo relativamente reducido.
ANTECEDENTES DE LA INVENCION
Actualmente en montajes de estructuras metá licas se emplean perfiles laminados de distintas secciones (en forma de "I", doble "I", etc) que poseen pares de alas que incorporan orificios.
Para realizar dichos orificios en las alas de los perfiles, el sistema habitualmente utilizado es el taladrado.
El problema de emplear dicho sistema es el elevado tiempo que hay que invertir en la realización de tales orificios.
Asimismo dicho sistema de taladrado no ofrece garantías de alineación correcta entre orificios, ni una estandarización del proceso.
DESCRIPCION DE LA INVENCION
Con el fin de alcanzar los objetivos y evitar los inconvenientes mencionados en los apartados anteriores, la Invención propone una ® quina punzonadora capacitada para realizar varios orificios simultá neamente en dos alineaciones diferentes en el ala de un perfil en un solo
golpe de punzonado, de tal modo que se consigue reducir considerablemente el tiempo de mecanizado, a la vez que se obtiene un sistema que proporciona una estandarización en el proceso de punzonado, pudiéndose obtener series de perfiles punzonados idénticos.
Asimismo se obtiene un menor coste en el tiempo de regulación empleado en los procesos de preparación de herramienta para cambios de trabaj o, necesarios para cada tipo de perfil y respecto a otros sistemas utilizados.
El cabezal de punzonado será doble permitiendo realizar dos orificios en cada golpe de punzonado en un ala de un perfil, por ejemplo en forma de doble "T".
Así pues, la nBquina punzonadora se caracteriza porque comprende un cabezal de punzonado doble que incorpora dos 15 portapunzones, en cada uno de los cuales se aloja un punzón, incluyendo adenBs un mecanismo regulable que asocia ambos portapunzones para poder regular la distancia relativa entre los mismos y por tanto la distancia entre el par de punzones que se encargan de hacer cada par de orificios sobre el perfil correspondiente en un solo golpe de punzonado. Una vez regulada la distancia entre los portapunzones se bloquea su posición relativa para asegurar el mantenimiento de esa distancia coincidente con la distancia existente entre las dos alineaciones de orificios a realizar sobre el perfil a trabajar. El cabezal de punzonado se complementa con una característica base soporte portamatrices, sobre la cual se acoplan dos piezas portamatrices simétricas que alojan a su vez respectivas matrices alineadas con los punzones. Para ello, se incluyen medios de regulación de las piezas portamatrices para poder situar las matrices alineadas con los punzones.
La base soporte portamatrices se fija inferiormente al 35 chasis de la nB quina punzonadora con interposición de una plancha o placa. Por otro lado, la base soporte portamatrices incorpora un estrecho corte superior que comunica con una amplia abertura frontal por donde discurrirá la mayor parte del perfil a trabajar, tal como un perfil en forma de doble "I", tal como se ha referido anteriormente, de manera que parte del alma discurrirá a través del estrecho corte superior, a la vez que el ala superior discurrirá apoyado sobre las dos piezas portamatrices simétricas.
Otra característica de la invención es que la base soporte portamatrices incluye medios de centrado y guiado del perfil a trabajar que consisten en unos rodillos de material elá stico que contactan con el alma del perfil a trabajar absorbiendo las irregularidades del espesor de ese alma del perfil a trabajar. Otra característica de la invención es que el cabezal
punzonador incorpora un tope extractor que sujeta el perfil a trabajar en el momento de producirse la extracción de los punzones, es decir, después de realizar el punzonado, justamente cuando los portapunzones retroceden hacia su posición inicial. A su vez, el tope extractor citado es regulable en altura para permitir diferentes espesores del ala del perfil a punzonar. Así pues, mediante el empleo de la rrá quina de la invención se consiguen, entre otras, las siguientes ventajas frente al sistema que se emplea actualmente:
Rapidez en la elaboración de un orificio punzonado, frente a otro orificio igual taladrado. Al menos el doble de rapidez teniendo en cuenta que punzona dos agujeros en cada golpe y se necesita la mitad de posicionamientos para los orificios a realizar.
Garantía de una misma alineación y distancia entre centros de los orificios a realizar o punzonar. Coste de fabricación en maquinaria y herramientas de trabajo inferior a las rráquinas basadas en sistemas 35 de taladrado. A continuación para facilitar una mejor comprensión de esta memoria descriptiva y formando parte integrante de la misma se acompañan unas figuras en las que con cará cter ilustrativo y no limitativo se ha representado el objeto de la invención.
BREVE DESCRIPCION DE LOS DIBUJOS
Figura 1. Muestra una vista en perspectiva de la rrá quina punzonadora, objeto de la invención. Comprende básicamente un característico cabezal punzonador y una característica base soporte portamatrices. Figura 2. Muestra una vista en perspectiva del
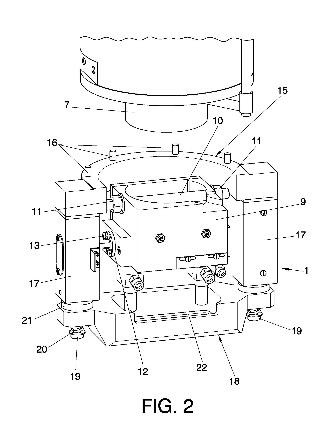
cabezal punzonador. Figura 3. Representa otra vista en perspectiva donde se muestran esencialmente dos portapunzones que forman parte del conjunto del cabezal punzonador. Figura 4. Muestra una vista en perspectiva del
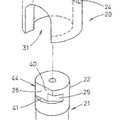
conjunto de la base soporte portamatrices. DESCRIPCION DE LA FORMA DE REALIZACION PREFERIDA Considerando la numeración adoptada en las figuras, la rrá quina punzonadora comprende un conjunto de cabezal de punzonado doble 1 que incorpora dos portapunzones 2, en cada uno de los cuales se fija un punzón 3 que se inmoviliza mediante un tornillo 4. Ambos portapunzones 2 se vinculan mediante un husillo 5 con rosca a izquierdas y derechas, de manera que el husillo 5 girado en uno u otro sentido aleja o acerca la posición entre ambos portapunzones 2 Y punzones 3, para realizar pares de orificios a la distancia requerida sobre el ala superior de un perfil a trabajar, tal como un perfil en forma de doble "T" 6. Así pues, los portapunzones 2 está n guiados en sus desplazamientos perpendiculares a lo largo del husillo 5 para obtener el gramil de trabajo necesario para punzonar los dos orificios de una sola vez, así como de un sistema de bloqueo para mantener su posición inamovible, durante y después de punzonar los orificios sobre el perfil a trabajar 6. Ambos portapunzones 2 está n acoplados al vá stago 7 de un potente cilindro oleohidrá ulico 8 mediante un cuerpo central 9 que se f i j a al citado vá stago 7 a través de un bulón transversal 10 inmovilizado mediante dos tuercas 11 acopladas en unos roscados extremos de ese bulón transversal 10. La inmovilización del husillo 5 se consigue 5 mediante una arandela de freno perforada 12 y un corto tornillo frontal 13 que se introduce por una de las perforaciones de tal arandela 12 a la vez que rosca en el cuerpo central 9 por uno de cuyos laterales asoma una terminación hexagonal 14 del husillo 5 donde se ajusta
complementariamente dicha arandela de freno perforada 12 por su orificio central. Por otro lado, el cabezal de punzonado doble 1 incorpora un cuerpo anular 15 fijado en la base frontal de la carcasa del cilindro oleohidrá ulico 8 con ayuda de unos cortos tornillos 16 que se encastran en perforaciones complementarias de dicha base frontal. Ese cuerpo anular 15 posee dos extensiones verticales 1 7 donde se conecta un tope transversal 18 regulable en altura para permitir el paso de los diferentes espesores del ala del perfil a trabajar 6. Este tope transversal 18 es necesario para sujetar y pisar el perfil a trabajar 6 en el momento de producirse la extracción de los punzones 3, una vez se hayan realizado los orificios de punzonado sobre tal perfil
.
La sujeción del tope transversal 18 se vincula a las extensiones verticales citadas 17 mediante un par de tornillos hexagonales 19 con interposición...
Reivindicaciones:
1. -MAQUINA PUNZONADORA, que estando destinada para realizar orificios pasantes sobre un perfil a trabaj ar, se caracteriza porque comprende:
un cabezal punzonador superior (1) donde se acoplan dos portapunzones (2) , cada uno de los cuales soporta al menos un punzón (3) , estando los portapunzones (2) vinculados mediante un mecanismo regulable, a través del cual se puede variar la distancia perpendicular relativa entre dichos portapunzones (2) ;
una base soporte portamatrices (23) afectada de un estrecho corte superior (24) que comunica con una amplia abertura frontal (25) , fijá ndose en la cara superior de la base soporte portamatrices (23) un par de piezas portamatrices simétricas (26) que albergan unas matrices (28) alineadas verticalmente con los punzones (3) ;
un cilindro oleohidrá ulico (8) donde se monta el conjunto del cabezal punzonador superior (1) .
2. MAQUINA PUNZONADORA, según la reivindicación anterior, caracterizada porque el cabezal punzonador
superior (1) comprende:
un cuerpo central (9) que incorpora los portapunzones (2) , a la vez que dicho cuerpo central
(9) está conectado al vá stago (7) del cilindro oleohidrá ulico (8) ; un cuerpo anular (15) fijado a la base frontal de la carcasa del cilindro oleohidrá ulico (8) Y el cual cuenta con unas extensiones verticales (17) donde se conecta un tope transversal (18) regulable en altura que posee una ranura transversal (22) enfrentada con los punzones (3) .
3. -MAQUINA PUNZONADORA, según la reivindicación 2, caracterizada porque el tope transversal (18) se acopla a las extensiones verticales (17) del cuerpo anular (15) mediante unos tornillos hexagonales (19) con interposición de unos resortes (2 O) que contactan contra la cabeza de tales tornillos hexagonales (19) y contra la cara inferior de unas porciones extremas del tope transversal (18) , contactando la cara superior de esas porciones extremas contra unos tornillos reguladores (21) donde se amarran dichos tornillos hexagonales (19) .
4. -MAQUINA PUNZONADORA, según una cualquiera de las reivindicaciones anteriores, caracterizada porque las piezas portamatrices simétricas (26) se ubican en unos cajeados alineados (27) de la base soporte portamatrices (23) , a la vez que su posicionamiento a 10 largo de dichos cajeados (27) se controla mediante un par de tornillos tensores (29) roscados en unas porciones (30) solidarias de la base soporte portamatrices (23) .
5. -MAQUINA PUNZONADORA, según una cualquiera de las reivindicaciones anteriores, caracterizada porque las piezas portamatrices simétricas (26) se inmovilizan mediante unos tornillos de fijación (31) que roscan en la base soporte portamatrices (23) , ubimndose tales tornillos de fijación (31) en correspondencia con unas ranuras longitudinales (32) de las piezas portamatrices simétricas (26) , a la vez que las cabezas de los citados tornillos de fijación (31) hacen tope contra el fondo de unos escalonamientos concéntricos con tales ranuras longitudinales (32)
6. -MAQUINA PUNZONADORA, según una cualquiera de las reivindicaciones anteriores, caracterizada porque incluye medios de guiado móviles del perfil a trabajar (6) que incluyen unos rodillos giratorios (33) de material eMstico que contactan con un alma del perfil a trabajar (6) , estando ubicados dichos rodillos giratorios (33) , en las dos caras frontales de la base soporte portamatrices (23) en correspondencia con los extremos del citado corte superior (24) de la base soporte portamatrices (23) .
7. -MAQUINA PUNZONADORA, según la reivindicación 6, caracterizada porque los rodillos giratorios (33) está n acoplados en unos pequeños soportes regulables (34) , cuyo
posicionamiento se realiza mediante unos tornillos tensores
(37) acoplados en piezas laterales (38) f i j adas en la base
soporte portamatrices (23) .
8. -MAQUINA PUNZONADORA, según la reivindicación 7,
5 caracterizada porque los pequeños soportes regulables (34)
cuentan con unas ranuras (36) en correspondencia con las
cuales se ubican los tornillos de f i j ación (35) de tales
soportes regulables (34) .
9. -MAQUINA PUNZONADORA, según una cualquiera de las
1 O reivindicaciones anteriores, caracterizada porque la base
soporte portamatrices (23) se monta amarrá ndola por cuatro
tornillos (42) por su parte inferior sobre una base plana
(39) que está soldada al chasis (4 O) de la rrá quina, de
manera que dicha base plana (39) cuenta con medios para
15 regular y centrar la base soporte portamatrices (23) por
medio de unos tornillos tensores (41) que facilitan su
desplazamiento y bloqueo final una vez regulado todo el
conjunto.
10.MAQUINA PUNZONADORA, según una cualquiera de las
20 reivindicaciones anteriores, caracterizada porque el
husillo (5) que asocia ambos portapunzones (2) cuenta con
medios de bloqueo que incluyen una arandela de freno
perforada (12) acoplada complementariamente en una
terminación saliente (14) del husillo (5) , incluyendo
25 aderrás un tornillo frontal (13) que se introduce por una de
las varias perforaciones que incorpora la arandela
perforada de freno (12) .
11. MAQUINA PUNZONADORA, según la reivindicación 2,
caracterizada porque en la fijación del cuerpo anular (15)
30 sobre la base frontal de la carcasa del cilindro
oleohidrá ulico ( 8 ) participan unos tornillos (16 ) que
amarran el citado cuerpo anular (15) a la vez que se
encastran en perforaciones complementarias del cuerpo anular (15) fijá ndolo a la carcasa del cilindro
35 oleohidrá ulico (8)
12. MAQUINA PUNZONADORA, según la reivindicación 2,
caracterizada porque el cuerpo central (9) del cabezal
punzonador (2 ) se fija al vá stago del cilindro oleohidrá ulico ( 8 ) mediante un bulón transversal (lO) retenido axialmente mediante unas tuercas extremas (11)
______
FIG. 1
12
F/G.2
F/G.3
28
~úg/ r -{ 1Jm-~ rh"-, =-29
6 23
FIG.4
Patentes similares o relacionadas:
Peine punzonador, del 11 de Diciembre de 2019, de KSD MOTION CONTROL, S.L.U: 1. Peine punzonador caracterizado porque comprende, un cuerpo del peine , un soporte punzones que se atornilla al cuerpo del peine y que cuenta con una matriz de […]
Método para cortar usando un troquel de prensa, del 15 de Mayo de 2019, de NIPPON STEEL CORPORATION: Un método de corte que usa una prensa de estampación, comprendiendo el método de corte: para una pieza de trabajo que comprende una primera chapa de metal y una […]
DISPOSITIVO DE ESTAMPADO PROGRESIVO CON HERRAMIENTAS RECONFIGURABLES, del 22 de Junio de 2017, de CAMPOY RAMOS, Juan Carlos: El proceso de diseño de ¡a estructura de dados consume generalmente dos terceras partes del tiempo de diseño. Hoy en día, con la ayuda de los programas […]
 Aparato de punzonado, del 16 de Diciembre de 2015, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende una pluralidad de herramientas de punzonado y una pluralidad de accionadores situados sobre las herramientas de punzonado […]
Aparato de punzonado, del 16 de Diciembre de 2015, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende una pluralidad de herramientas de punzonado y una pluralidad de accionadores situados sobre las herramientas de punzonado […]
 Herramienta para troquelar, del 4 de Diciembre de 2015, de SOSA VERA, José Alberto: 1. Herramienta para troquelar, en especial para troquelar a escuadra las esquinas de rectángulos mecanizados en perfiles de aluminio, y que, consistente en un alicate formado […]
Herramienta para troquelar, del 4 de Diciembre de 2015, de SOSA VERA, José Alberto: 1. Herramienta para troquelar, en especial para troquelar a escuadra las esquinas de rectángulos mecanizados en perfiles de aluminio, y que, consistente en un alicate formado […]
Conjunto de estampación así como su utilización, del 25 de Febrero de 2015, de Vanderpool, Julia: Conjunto de estampación con un punzón de estampación y una placa de retención para el punzón de estampación , en el que el punzón de estampación […]
 Aparato para el punzonamiento de placas metálicas finas, del 27 de Agosto de 2014, de Ones CO., LTD: Aparato para punzonamiento de metal laminado que comprende: un punzón y una matriz para punzonar un metal laminado en cooperación con dicho punzón ,
incluyendo […]
Aparato para el punzonamiento de placas metálicas finas, del 27 de Agosto de 2014, de Ones CO., LTD: Aparato para punzonamiento de metal laminado que comprende: un punzón y una matriz para punzonar un metal laminado en cooperación con dicho punzón ,
incluyendo […]
 Un punzón hueco para procesar cuero y un sistema para bloquear de manera desmontable el punzón hueco en un árbol de una máquina para procesar cuero, del 7 de Agosto de 2013, de TESEO S.P.A.: Un punzón hueco para procesar cuero insertable en un asiento de un árbol de una máquina de procesamiento de cuero, un elemento de bloqueo , que se proyecta, que […]
Un punzón hueco para procesar cuero y un sistema para bloquear de manera desmontable el punzón hueco en un árbol de una máquina para procesar cuero, del 7 de Agosto de 2013, de TESEO S.P.A.: Un punzón hueco para procesar cuero insertable en un asiento de un árbol de una máquina de procesamiento de cuero, un elemento de bloqueo , que se proyecta, que […]