Aparato para el punzonamiento de placas metálicas finas.
Aparato (1) para punzonamiento de metal laminado que comprende:
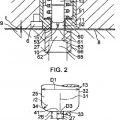
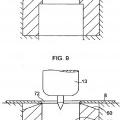
un punzón (13) y una matriz (10) para punzonar un metal laminado (8) en cooperación con dicho punzón (13),
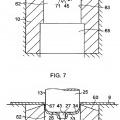
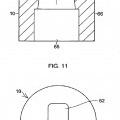
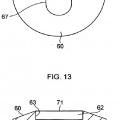
incluyendo dicha matriz (10) una cara extrema (60) en oposición al metal laminado (8) a punzonar; un agujero pasante (62) que está abierto por dicha cara extrema (60) y en el cual se inserta dicho punzón (13) a través de una abertura (61) en dicha cara extrema (60); y una superficie periférica interior (63) que define dicho agujero pasante (62),
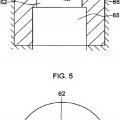
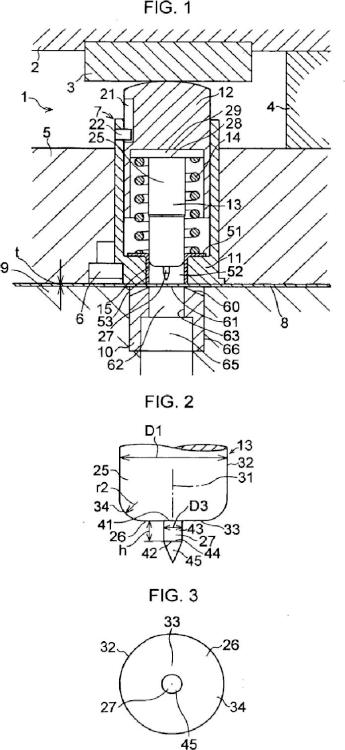
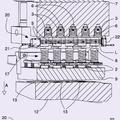
en donde dicha cara extrema (60) y dicha superficie periférica interior (63) están conectadas contiguamente entre sí con un ángulo agudo θ en la abertura (61) de dicho agujero pasante (62) en dicha cara extrema (60), en donde dicho punzón (13) incluye un cuerpo (25) de punzón de tipo columna que tiene una superficie tubular (32) que se extiende en paralelo a un eje y una proyección (27) proporcionada de manera enteriza en una cara extrema circular (26) de dicho cuerpo (25) de punzón en un lado de inserción en dicho agujero pasante (62) de dicha matriz (10) y que incluye una porción cónica (45), de manera que dicha cara extrema circular (26) de dicho cuerpo (25) de punzón provista de dicha proyección (27) incluye una superficie anular (33) que rodea un plano inferior circular (41) de dicha proyección (27) y que se extiende perpendicularmente al eje;
caracterizado porque:
dicha cara extrema circular (26) incluye una superficie curvada (34) que se extiende desde un borde exterior anular de dicha superficie anular (33) a un borde anular de dicha superficie tubular (32), y
en donde dicha proyección (27) incluye una porción cilíndrica (43), presentando la porción cilíndrica (43) el plano inferior circular (41) con un diámetro menor que el diámetro de la cara extrema circular (26) del cuerpo (25) de punzón y un plano superior circular (42) con un diámetro menor que el diámetro de la cara extrema circular (26) del cuerpo (25) de punzón, estando dispuestos el plano inferior circular (41) de la porción cilíndrica (43) y el plano superior circular (42) de la porción cilíndrica (43) concéntricamente con esa cara extrema circular (26) del cuerpo (25) de punzón, proporcionándose la porción cilíndrica (43) de manera enteriza en el plano inferior circular (41) de la porción cilíndrica (43) sobre la cara extrema circular (26) del cuerpo (25) de punzón; y presentando la porción cónica (45) un plano inferior circular (44) con el mismo diámetro que el diámetro del plano superior circular (42) de la porción cilíndrica (43), estando dispuesto el plano inferior circular (44) de la porción cónica (45) concéntricamente con ese plano superior circular (42) de la porción cilíndrica (43), proporcionándose la porción cónica (45) de manera enteriza en el plano inferior circular (44) de la porción cónica (45) sobre el plano superior circular (42) de la porción cilíndrica (43), con lo cual el metal laminado (8) se punzona en cooperación con dicha cara extrema (60) así como dicha superficie periférica interior (63) de dicha matriz (10) y dicha superficie curvada (34) de dicho cuerpo (25) de punzón.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2008/001280.
Solicitante: Ones CO., LTD.
Nacionalidad solicitante: Japón.
Dirección: 12-12 Miyajimaguchi 1-chome Hatsukaichi-shi Hiroshima 739-0411 JAPON.
Inventor/es: OISHI, MASATOSHI, ARAMIZU,TERUO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D28/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › Herramientas para perforar; Soportes para matrices.
PDF original: ES-2524641_T3.pdf
Fragmento de la descripción:
Aparato para el punzonamiento de placas metálicas finas Campo técnico
[1] La presente invención se refiere a una matriz para punzonar metal laminado y a un aparato para el punzonamiento de metal laminado que dispone de la matriz.
Antecedentes de la técnica
[2]
[Documento de Patente 1] JP-A-25-262263 [Documento de Patente 1] JP-A-22-15392
[3] Se ha propuesto un aparato de punzonamiento en el cual un punzón, que incluye un cuerpo de punzón cilindrico que tiene un diámetro exterior de tamaño menor que el diámetro del orificio de una matriz y una proyección cónica formada de manera enteriza sobre una cara extrema de este cuerpo de punzón cilindrico, se presiona contra metal laminado para formar de manera preliminar un agujero perforado en el metal laminado por medio de la proyección del punzón. A medida que el cuerpo de punzón se inserta adicionalmente en el agujero circular de la matriz a través de la abertura del agujero circular de la matriz en un estado en el cual el movimiento del metal laminado queda restringido por la proyección Insertada en el agujero perforado, el metal laminado se fractura en cooperación con el cuerpo de punzón en torno a un borde anular de una superficie periférica Interior de la matriz, que define un extremo del agujero circular de la matriz, para formar así un agujero pasante en el metal laminado (remítase a los Documentos de Patente 1 y 2).
Exposición de la invención
Problemas a solucionar por la invención
[4] De acuerdo con un aparato de punzonamiento del tipo mencionado, el metal laminado es posicionado por la proyección, y se forma un agujero pasante correspondiente a la forma de la superficie periférica exterior del cuerpo de punzón aplicando principalmente una fuerza de tracción, más que una fuerza de cizalla, al metal laminado, por medio del cuerpo del punzón y la matriz para rasgar así el metal laminado entre el cuerpo de punzón y la matriz, de manera que el agujero pasante se puede formar de forma precisa en el metal laminado sin producir rebabas. No obstante, en el caso de metal laminado con un grosor de placa de ,8 mm o más, por ejemplo, la fuerza principal está constituida por un corte basado en una fuerza de cizalla más que un corte basado en una fuerza de tracción (rasgadura). Como consecuencia, existe una posibilidad de que se formen, de manera no deseable, rebabas de gran tamaño debido a la cizalladura, sobre una superficie del metal laminado en torno al agujero pasante.
[5] Por consiguiente, en el caso del metal laminado con un grosor de placa que no supera ,8 mm, los aparatos de punzonamiento propuestos en los Documentos de Patente 1 y 2 resultan extremadamente eficaces, pero no son todavía suficientemente satisfactorios para el metal laminado con un grosor de placa de ,8 mm o mayor, en términos de la aparición de rebabas grandes (elevadas).
[6] La presente invención se ha ideado considerando los aspectos antes descritos, y su objetivo es proporcionar una matriz para punzonar metal laminado y un aparato de punzonamiento de metal laminado que dispone de la matriz, los cuales hacen posible efectuar un punzonamiento con respecto no solamente a metal laminado que no supera ,8 mm sino también metal laminado de ,8 mm o mayor al mismo tiempo que hacen posible evitar suficientemente la aparición de rebabas. El documento JP-A-H9-47828 da a conocer un aparato de punzonamiento de metal laminado en el cual se basa la parte pre-caracterizadora de la reivindicación 1.
[7] La presente invención proporciona un aparato de punzonamiento de metal laminado según se define en la reivindicación 1.
[8] Según el aparato antes descrito, puesto que la conexión mutuamente contigua de la cara extrema y la superficie periférica interior de la matriz se efectúa con el ángulo agudo 8, es decir, puesto que la porción conectada de manera mutuamente contigua entre la cara extrema y la superficie periférica interior, que constituye el borde de matriz correspondiente a la matriz, está en el ángulo agudo 9, cuando el metal laminado se punzona en cooperación con el punzón, se puede generar una tensión concentrada extremadamente grande en el metal laminado en la porción conectada de manera mutuamente contigua entre la cara extrema y la superficie periférica interior con el ángulo agudo. Como consecuencia, la elongación del metal laminado se puede suprimir en la mayor medida posible, y el metal laminado se puede cortar por la porción conectada de manera mutuamente contigua entre la cara extrema y la superficie periférica interior. Por tanto, es posible efectuar un punzonamiento con respecto a no solamente el metal
laminado con un grosor de placa que no supera ,8 mm sino también el metal laminado con un grosor de placa de ,8 mm o mayor, haciendo posible al mismo tiempo que se evite suficientemente la aparición de rebabas.
[9] En un ejemplo preferido, la cara extrema se extiende de tal manera que está inclinada con respecto a un eje del punzón, y la superficie periférica interior se extiende en paralelo al eje del punzón, y en donde la cara extrema que se extiende de forma inclinada y la superficie periférica interior que se extiende en paralelo están conectadas entre sí de forma contigua con un ángulo agudo en la abertura del agujero pasante en la cara extrema. En otro ejemplo preferido, la cara extrema se extiende perpendicularmente al eje del punzón, y la superficie periférica interior se extiende de tal manera que está inclinada con respecto al eje del punzón, y en donde la cara extrema que se extiende perpendicularmente y la superficie periférica interior que se extiende de manera inclinada están conectadas entre sí de manera contigua con un ángulo agudo en la abertura del agujero pasante en la cara extrema.
[1] El ángulo agudo puede ser del menor tamaño posible, aunque si es demasiado pequeño, la resistencia mecánica disminuye, provocando posiblemente un deterioro y daños anticipados del borde de la matriz. Desde dicho punto de vista, el ángulo agudo está preferentemente entre 45° y 87°, más preferentemente entre 65° y 85°, o todavía más preferentemente entre 75° y 83°.
[11] La abertura que constituye la forma del agujero en el metal laminado punzonado no se limita a la forma de un círculo, y se puede constituir con la forma de una elipse, un círculo alargado, un triángulo, un rectángulo incluyendo un cuadrado y un rectángulo oblongo, un polígono, u otra forma. En el caso de una forma con esquinas, tal como un rectángulo incluyendo un cuadrado y un rectángulo oblongo, un polígono, o similares, las esquinas pueden estar redondeadas, según se requiera.
[12] El aparato para punzonamiento de metal laminado según la invención no se limita a aquellos que se usan para punzonar metal laminado con un grosor de placa que supera ,8 mm, sino que se puede usar en el punzonamiento de metal laminado con un grosor de plaza de ,8 mm o menor. Si el mismo se usa para punzonar dicho metal laminado, es posible fabricar metal laminado punzonado que esté exento de rebabas y que pueda resultar extremadamente satisfactorio, en comparación con los convencionales.
[13] En la Invención, la superficie curvada del punzón puede tener preferentemente un radio de curvatura R de entre ,1 mm y 5 mm con el fin de someter el metal laminado a una fractura por tracción más satisfactoriamente al mismo tiempo que reduciendo el efecto de cizalladura el cual constituye un motivo de la formación de rebabas.
[14] Si se supone que el grosor del metal laminado es t, la diferencia, es decir, la holgura, entre el cuerpo de punzón y la superficie periférica interior de la matriz que define el agujero pasante en la porción del borde de la matriz es suficiente si el mismo no es menor que ,15t y no mayor que 2 mm.
[15] En cuanto al metal laminado que es punzonado por el aparato para punzonamiento de metal laminado según la Invención, su grosor está entre ,4 y mm y 2, mm o en torno a estos valores para obtener un resultado satisfactorio. No obstante, para obtener un resultado más satisfactorio, su grosor está entre ,6 mm y 1,6 mm o en torno a estos valores.
Ventajas de la invención
[16] Según la presente invención, es posible proporcionar un aparato para punzonamiento de metal laminado, el cual hace posible que se efectúe un punzonamiento con respecto a no solamente metal laminado que no supere ,8 mm sino también metal laminado de ,8 mm o mayor, posibilitando al mismo tiempo que se evite de manera suficiente la aparición de rebabas.
[17] En lo sucesivo en la presente, se ofrecerá una descripción más detallada de la presente invención sobre la base de la realización preferida ilustrada en los dibujos.
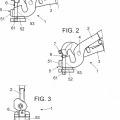
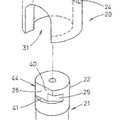
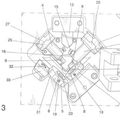
Breve descripción de los dibujos
[18]
... [Seguir leyendo]
Reivindicaciones:
1. Aparato (1) para punzonamiento de metal laminado que comprende: un punzón (13) y una matriz (1) para punzonar un metal laminado (8) en cooperación con dicho punzón (13),
incluyendo dicha matriz (1) una cara extrema (6) en oposición al metal laminado (8) a punzonar; un agujero pasante (62) que está abierto por dicha cara extrema (6) y en el cual se inserta dicho punzón (13) a través de una abertura (61) en dicha cara extrema (6); y una superficie periférica interior (63) que define dicho agujero pasante (62),
en donde dicha cara extrema (6) y dicha superficie periférica interior (63) están conectadas contiguamente entre sí con un ángulo agudo en la abertura (61) de dicho agujero pasante (62) en dicha cara extrema (6),
en donde dicho punzón (13) incluye un cuerpo (25) de punzón de tipo columna que tiene una superficie tubular (32) que se extiende en paralelo a un eje y una proyección (27) proporcionada de manera enteriza en una cara extrema circular (26) de dicho cuerpo (25) de punzón en un lado de inserción en dicho agujero pasante (62) de dicha matriz (1) y que incluye una porción cónica (45), de manera que dicha cara extrema circular (26) de dicho cuerpo (25) de punzón provista de dicha proyección (27) incluye una superficie anular (33) que rodea un plano inferior circular (41) de dicha proyección (27) y que se extiende perpendicularmente al eje;
caracterizado porque:
dicha cara extrema circular (26) incluye una superficie curvada (34) que se extiende desde un borde exterior anular de dicha superficie anular (33) a un borde anular de dicha superficie tubular (32), y
en donde dicha proyección (27) incluye una porción cilindrica (43), presentando la porción cilindrica (43) el plano inferior circular (41) con un diámetro menor que el diámetro de la cara extrema circular (26) del cuerpo (25) de punzón y un plano superior circular (42) con un diámetro menor que el diámetro de la cara extrema circular (26) del cuerpo (25) de punzón, estando dispuestos el plano inferior circular (41) de la porción cilindrica
(43) y el plano superior circular (42) de la porción cilindrica (43) concéntricamente con esa cara extrema circular (26) del cuerpo (25) de punzón, proporcionándose la porción cilindrica (43) de manera enteriza en el plano inferior circular (41) de la porción cilindrica (43) sobre la cara extrema circular (26) del cuerpo (25) de punzón; y presentando la porción cónica (45) un plano inferior circular (44) con el mismo diámetro que el diámetro del plano superior circular (42) de la porción cilindrica (43), estando dispuesto el plano inferior circular
(44) de la porción cónica (45) concéntricamente con ese plano superior circular (42) de la porción cilindrica (43), proporcionándose la porción cónica (45) de manera enteriza en el plano inferior circular (44) de la porción cónica (45) sobre el plano superior circular (42) de la porción cilindrica (43), con lo cual el metal laminado (8) se punzona en cooperación con dicha cara extrema (6) asi como dicha superficie periférica interior (63) de dicha matriz (1) y dicha superficie curvada (34) de dicho cuerpo (25) de punzón.
2. Aparato (1) para punzonamiento de metal laminado según la reivindicación 1, en el que dicha cara extrema (6) de la matriz (1) se extiende de tal manera que está inclinada con respecto al eje de dicho punzón (13), y dicha superficie periférica interior (63) de dicha matriz (1) se extiende en paralelo al eje de dicho punzón (13), y en donde dicha cara extrema (6) de dicha matriz (1) que se extiende de forma inclinada y dicha superficie periférica interior (63) de dicha matriz (1) que se extiende en paralelo están conectadas entre sí de forma contigua con el ángulo agudo en la abertura (61) de dicho agujero pasante (62) en dicha cara extrema (6) de dicha matriz (1).
3. Aparato (1) para punzonamiento de metal laminado según la reivindicación 1 ó 2, en el que dicha cara extrema (6) de dicha matriz (1) se extiende perpendicularmente al eje de dicho punzón (13), y dicha superficie periférica interior (63) de dicha matriz (1) se extiende de tal manera que está inclinada con respecto al eje de dicho punzón (13), y en donde dicha cara extrema (6) de dicha matriz (1) que se extiende perpendicularmente y dicha superficie periférica interior (63) de dicha matriz (1) que se extiende de manera inclinada están conectadas entre sí de manera contigua con el ángulo agudo en la abertura (61) de dicho agujero pasante (62) en dicha cara extrema (6) de dicha matriz (1).
4. Aparato (1) para punzonamiento de metal laminado según una cualquiera de las reivindicaciones 1 a 3, en el que el ángulo agudo está entre 45° y 87°.
5. Aparato (1) para punzonamiento de metal laminado según una cualquiera de las reivindicaciones 1 a 3, en el que el ángulo agudo está entre 65° y 85°.
6. Aparato (1) para punzonamiento de metal laminado según una cualquiera de las reivindicaciones 1 a 3, en el que el ángulo agudo está entre 75 y 83°.
7. Aparato (1) para punzonamiento de metal laminado según una cualquiera de las reivindicaciones 1 a 6, en el que la abertura (61) está constituida en forma de un círculo, una elipse, un círculo alargado, un triángulo, un rectángulo, o un polígono.
Patentes similares o relacionadas:
Peine punzonador, del 11 de Diciembre de 2019, de KSD MOTION CONTROL, S.L.U: 1. Peine punzonador caracterizado porque comprende, un cuerpo del peine , un soporte punzones que se atornilla al cuerpo del peine y que cuenta con una matriz de […]
Método para cortar usando un troquel de prensa, del 15 de Mayo de 2019, de NIPPON STEEL CORPORATION: Un método de corte que usa una prensa de estampación, comprendiendo el método de corte: para una pieza de trabajo que comprende una primera chapa de metal y una […]
DISPOSITIVO DE ESTAMPADO PROGRESIVO CON HERRAMIENTAS RECONFIGURABLES, del 22 de Junio de 2017, de CAMPOY RAMOS, Juan Carlos: El proceso de diseño de ¡a estructura de dados consume generalmente dos terceras partes del tiempo de diseño. Hoy en día, con la ayuda de los programas […]
 Aparato de punzonado, del 16 de Diciembre de 2015, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende una pluralidad de herramientas de punzonado y una pluralidad de accionadores situados sobre las herramientas de punzonado […]
Aparato de punzonado, del 16 de Diciembre de 2015, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende una pluralidad de herramientas de punzonado y una pluralidad de accionadores situados sobre las herramientas de punzonado […]
 Herramienta para troquelar, del 4 de Diciembre de 2015, de SOSA VERA, José Alberto: 1. Herramienta para troquelar, en especial para troquelar a escuadra las esquinas de rectángulos mecanizados en perfiles de aluminio, y que, consistente en un alicate formado […]
Herramienta para troquelar, del 4 de Diciembre de 2015, de SOSA VERA, José Alberto: 1. Herramienta para troquelar, en especial para troquelar a escuadra las esquinas de rectángulos mecanizados en perfiles de aluminio, y que, consistente en un alicate formado […]
Conjunto de estampación así como su utilización, del 25 de Febrero de 2015, de Vanderpool, Julia: Conjunto de estampación con un punzón de estampación y una placa de retención para el punzón de estampación , en el que el punzón de estampación […]
 Un punzón hueco para procesar cuero y un sistema para bloquear de manera desmontable el punzón hueco en un árbol de una máquina para procesar cuero, del 7 de Agosto de 2013, de TESEO S.P.A.: Un punzón hueco para procesar cuero insertable en un asiento de un árbol de una máquina de procesamiento de cuero, un elemento de bloqueo , que se proyecta, que […]
Un punzón hueco para procesar cuero y un sistema para bloquear de manera desmontable el punzón hueco en un árbol de una máquina para procesar cuero, del 7 de Agosto de 2013, de TESEO S.P.A.: Un punzón hueco para procesar cuero insertable en un asiento de un árbol de una máquina de procesamiento de cuero, un elemento de bloqueo , que se proyecta, que […]
 MAQUINA PUNZONADORA CON BASTIDOR COMPACTO, del 2 de Febrero de 2011, de EISEN XXI, S.L: Máquina punzonadora con bastidor compacto.Permite integrar en un mismo bastidor compacto varias estaciones de punzonado fijas, teniendo especial aplicación […]
MAQUINA PUNZONADORA CON BASTIDOR COMPACTO, del 2 de Febrero de 2011, de EISEN XXI, S.L: Máquina punzonadora con bastidor compacto.Permite integrar en un mismo bastidor compacto varias estaciones de punzonado fijas, teniendo especial aplicación […]