Procedimiento para la modificación de la distancia entre los rodillos de una máquina de aplanado, una máquina y una instalación de aplanado para la aplicación de dicho procedimiento.
Máquina de aplanado de una banda de material (M) que consta de:
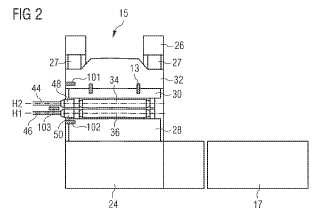
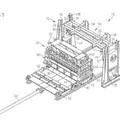
- un bastidor de soporte fijo (20) que consta de cuatro postes (22) dispuestos a cada lado del ejelongitudinal de deslizamiento (P) del material, unidos firmemente en su parte inferior por un soporte fijo(24) y en su parte superior por vigas transversales (26), el conjunto forma un marco cerrado,
- un equipo de aplanado inferior (28) que se apoya en el soporte fijo (24) y un equipo de aplanadosuperior (30) que se apoya en el marco de presión (32) que se puede desplazar verticalmente entre loscuatro postes (22), cada equipo de aplanado forma un cassette que tiene una pluralidad de rodillos (34,36) separados, montados de forma giratoria sobre un bastidor (38,40) alrededor de ejesperpendiculares al eje longitudinal de deslizamiento (P) del material (M)
- los medios (47) de arrastre en rotación de los rodillos (34,36) unidos por lo menos a algunos de losrodillos (34, 36) por una extensión (44,46), cada extensión (44,46) tiene un primer extremo arrastradoen rotación y un segundo extremo provisto de un órgano de acoplamiento amovible (48, 50) con unextremo (52,53) de arrastre para un rodillo (35, 36), dichas extensiones (44, 46) están dispuestas sobredos niveles, respectivamente un nivel inferior de acoplamiento con los rodillos (36) del equipo inferior(28) y un nivel superior de acoplamiento con los rodillos (34) del equipo superior (30),
- los medios (101, 102, 103) de bloqueo de cada órgano de acoplamiento amovible (48, 50) mediante elpinzado a una altura (H1, H2) predeterminada durante las fases de cambio de equipo (28, 30),
- los medios para el desmontaje (11) de cada uno de los dos equipos (28, 30) de aplanado en forma decassettes (28, 30) por desplazamiento, perpendicularmente al eje de deslizamiento (P), entre unaposición de trabajo en el interior del bastidor (20) y una posición retraída apartada lateralmente en unlado del bastidor (20) opuesto al lado de arrastre,
caracterizado porque, los medios de bloqueo por pinzado (101, 102, 103) contienen medios (108, 109, 1013, 1014)aptos para desplazar en traslación los órganos de acoplamiento amovibles (48, 50) en la dirección deldesplazamiento del material (M) y en la dirección opuesta.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/001871.
Solicitante: SIEMENS VAI METALS TECHNOLOGIES SAS.
Nacionalidad solicitante: Francia.
Dirección: 51 rue Sibert 42403 Saint-Chamond FRANCIA.
Inventor/es: DUMAS, BERNARD, CHAZAL,JEAN-PIERRE, PHILIPPAUX,VINCENT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 1/00 Enderezado, restauración de la forma o eliminación de las distorsiones locales de las chapas u objetos determinados hechos a partir de las chapas (B21D 3/00 tiene prioridad ); Estirado de hojas metálicas combinado con laminado. › por medio de rodillos troqueladores (B21D 1/06 tiene prioridad).
PDF original: ES-2401978_T3.pdf
Fragmento de la descripción:
Procedimiento para la modificación de la distancia entre los rodillos de una máquina de aplanado, una máquina y una instalación de aplanado para la aplicación de dicho procedimiento La invención se refiere al campo del aplanado de bandas o de placas metálicas gruesas. Se refiere en particular a un procedimiento para modificar la distancia entre los rodillos de los equipos de aplanado instalados en una máquina de aplanado. También se refiere a una máquina de aplanado y a una instalación que permite la implementación del procedimiento.
El aplanado de bandas gruesas se obtiene por una sucesión de flexiones alternas de amplitud decreciente sin aplicación de tracción externa aguas arriba o aguas abajo de la máquina de aplanado. Estas máquinas de aplanado contienen dos equipos de aplanado, cada uno lleva una serie de rodillos con ejes paralelos situados respectivamente por encima y por debajo de la banda, los rodillos se desplazan longitudinal y verticalmente para imbricarse determinando así un trayecto ondulante de la banda, que por lo tanto está sometida a sucesivos efectos de flexión alternos. Estas flexiones alternas se traducen en curvaturas generadas en la banda, las deformaciones varían de un estado de tracción en el extradós de la curvatura a un estado de compresión en el intradós, pasando por un valor nulo en el eje medio o "eje neutro" de la banda, de acuerdo con una ley de variación lineal. Dependiendo de la amplitud de la curvatura, los esfuerzos que así se generan pueden exceder el límite de elasticidad de la banda sobre una fracción más o menos importante de su grosor. Esta plastificación es un elemento decisivo para eliminar los defectos de planeidad no desarrollables tales como "bordes largos", "centros largos"... La fracción de grosor de banda plastificada se expresa habitualmente en porcentaje del grosor total, las cuales se designan mediante el término "tasa de plastificación".
El control de la operación de aplanado depende del control de las curvaturas generadas en cada flexión alterna, control que se enfrenta a dos dificultades. En primer lugar, el modelado de la curvatura con arreglo al grosor de la banda, la imbricación de los rodillos superiores entre los rodillos inferiores y la separación de los rodillos. Para hacer este modelado más preciso, siempre se ha intentado disponer los rodillos inferiores y superiores sucesivamente según una geometría simple, poniendo sus ejes en los vértices de los triángulos isósceles sucesivos. A continuación, la importancia del "desbaste" en la máquina de aplanado bajo el efecto de las fuerzas de separación entre los rodillos inferiores y superiores, desbaste que se tiene en cuenta en la aplicación de las fuerzas de sujeción de los rodillos.
Tales máquinas de aplanado son conocidas desde hace tiempo y descritas en numerosos documentos. Se puede citar por ejemplo la solicitud de patente WO2008/099126 por el demandante.
De modo general cada equipo de aplanado, respectivamente inferior o superior, contiene una pluralidad de rodillos con ejes paralelos que tienen, normalmente, un diámetro reducido y son por tanto sostenidos por lo menos por dos rodillos de apoyo que pueden ellos mismos tomar apoyo sobre hileras de ruedecillas, el conjunto de estos rodillos y ruedecillas están ensamblados sobre un chasis.
Estos dos equipos de aplanado, situados respectivamente por debajo y por encima de un plano horizontal de deslizamiento de la banda, se colocan en un bastidor de soporte que contiene cuatro columnas dispuestas a cada lado del eje longitudinal de deslizamiento de la banda, mantenidos firmemente en su parte inferior por un soporte fijo y en su parte superior por vigas transversales, el conjunto forma un marco cerrado.
El equipo de aplanado inferior se apoya sobre el soporte fijo y el equipo superior se apoya sobre un marco de presión que se puede desplazar verticalmente entre las cuatro columnas por medio de gatos mecánicos o hidráulicos que se apoyan sobre la parte superior del bastidor con el fin de ajustar la separación entre los dos equipos de aplanado y, por consiguiente, la imbricación de los rodillos, mientras toma las fuerzas de separación debidas a la resistencia del producto.
Por lo general, por lo menos algunos de los rodillos de aplanado se hacen girar alrededor de sus ejes con el fin de hacer avanzar la banda por fricción a una velocidad determinada, siguiendo un trayecto ondulante entre los rodillos inferiores y superiores.
La diversidad de formatos normalizados de bandas laminadas puestos en el mercado es tal, que la misma instalación puede ser utilizada para producir y aplanar bandas cuyo grosor puede variar dentro de límites muy amplios, por ejemplo de 5 a 50mm o más. En una disposición clásica en triángulo isósceles de tres rodillos de aplanado se ha comprobado que, para el mismo paso y la misma imbricación de los rodillos, el radio de curvatura de una banda gruesa es mucho más pequeño que la de una banda menos gruesa, y conduce así a una tasa de plastificación mucho mayor. De este hecho, para una tasa de plastificación aludida y siendo todo lo demás igual, la exactitud de la imbricación requerida es por lo tanto necesariamente más elevada para una banda gruesa que para una banda fina.
Por esta razón, se ha buscado desde hace mucho tiempo hacer variable por lo menos uno de los parámetros que regula la curvatura de la banda independientemente del ajuste de la imbricación, en este caso se trató de variar la separación o "paso" de los rodillos.
Así, el documento JP 62-203616 describe un cambio de paso de los rodillos superiores e inferiores de una máquina de aplanado por la retractación vertical de un rodillo sobre dos. Los rodillos superiores se retraen verticalmente hacia arriba, mientras que los rodillos inferiores se retraen verticalmente hacia abajo. Con el fin de conservar una distribución clásica en triángulo isósceles de dichos rodillos superiores e inferiores, el equipo de aplanado inferior se acciona por un movimiento horizontal en la dirección longitudinal de la banda.
El documento JP 50-57350 describe una máquina de aplanado en la que los equipos inferiores y superiores son móviles en el sentido longitudinal de la banda.
Las soluciones descritas en estos dos documentos permiten multiplicar el paso entre los rodillos de aplanado por dos, pero a costa de un mecanismo de desplazamiento del equipo de aplanado inferior muy expuesto a los desgastes debidos a la calamina desprendida durante el aplanado de las bandas laminadas en caliente.
El documento US 5, 127, 250 propone una máquina de aplanado en la que un rodillo inferior entre dos se lleva por un chasis apto para moverse verticalmente entre una posición baja, en donde todos los rodillos de trabajo inferiores están en contacto por un lado con la misma cara de la banda y por otro lado con los rodillos de apoyo inferiores y una posición alta, en la que los rodillos de trabajo elevados están en contacto por un lado con la cara opuesta de la banda y por otro lado con los rodillos de trabajo superiores que actúan como rodillos de apoyo.
Sin embargo, el dispositivo descrito en estos documentos sólo permite un cambio de configuración entre un paso dado y su duplicado, sin posibilidad de valores intermedios más apropiadas y no permite tampoco ningún cambio en el diámetro de los rodillos.
La publicación EP 0 551 658, propone desplazar verticalmente ciertos rodillos de un equipo de aplanado con el fin de que no estén en contacto con la banda y de hacer así variar el paso entre los rodillos. El procedimiento descrito en este documento consiste en desplazar por lo menos un par de rodillos superiores e inferiores consecutivos. Por lo tanto, crea espacios de tres pasos entre algunos rodillos activos conjuntamente o alternativamente con espacios de un solo paso entre otros rodillos activos. Tal disposición no soluciona - en el caso de bandas gruesas - los problemas de imprecisión de la imbricación de los rodillos espaciados de un solo paso y, de otra parte, no permite conservar las disposiciones en triángulos isósceles que permiten una modelización mas precisa de las curvaturas.
La publicación EP 1 584 384 propone disponer de varios tipos de equipos de aplanado superiores e inferiores que llevan un número diferente de rodillos de diámetros también diferentes e incluyen los sistemas de distribución con engranajes con el fin de pasar de una número de rodillos a otro con la misma motorización. Esta disposición presenta el mayor inconveniente de aumentar muy considerablemente el tamaño de los equipos que incluyen los árboles de transmisión y las cajas de distribución engranadas, lo que, por razones de espacio disponible dentro de los equipos mencionados solo puede... [Seguir leyendo]
Reivindicaciones:
1. Máquina de aplanado de una banda de material (M) que consta de:
- un bastidor de soporte fijo (20) que consta de cuatro postes (22) dispuestos a cada lado del eje longitudinal de deslizamiento (P) del material, unidos firmemente en su parte inferior por un soporte fijo
(24) y en su parte superior por vigas transversales (26) , el conjunto forma un marco cerrado,
- un equipo de aplanado inferior (28) que se apoya en el soporte fijo (24) y un equipo de aplanado superior (30) que se apoya en el marco de presión (32) que se puede desplazar verticalmente entre los cuatro postes (22) , cada equipo de aplanado forma un cassette que tiene una pluralidad de rodillos (34, 36) separados, montados de forma giratoria sobre un bastidor (38, 40) alrededor de ejes perpendiculares al eje longitudinal de deslizamiento (P) del material (M)
- los medios (47) de arrastre en rotación de los rodillos (34, 36) unidos por lo menos a algunos de los rodillos (34, 36) por una extensión (44, 46) , cada extensión (44, 46) tiene un primer extremo arrastrado en rotación y un segundo extremo provisto de un órgano de acoplamiento amovible (48, 50) con un extremo (52, 53) de arrastre para un rodillo (35, 36) , dichas extensiones (44, 46) están dispuestas sobre dos niveles, respectivamente un nivel inferior de acoplamiento con los rodillos (36) del equipo inferior
(28) y un nivel superior de acoplamiento con los rodillos (34) del equipo superior (30) , -los medios (101, 102, 103) de bloqueo de cada órgano de acoplamiento amovible (48, 50) mediante el pinzado a una altura (H1, H2) predeterminada durante las fases de cambio de equipo (28, 30) ,
-los medios para el desmontaje (11) de cada uno de los dos equipos (28, 30) de aplanado en forma de cassettes (28, 30) por desplazamiento, perpendicularmente al eje de deslizamiento (P) , entre una posición de trabajo en el interior del bastidor (20) y una posición retraída apartada lateralmente en un lado del bastidor (20) opuesto al lado de arrastre,
caracterizado porque, los medios de bloqueo por pinzado (101, 102, 103) contienen medios (108, 109, 1013, 1014) aptos para desplazar en traslación los órganos de acoplamiento amovibles (48, 50) en la dirección del desplazamiento del material (M) y en la dirección opuesta.
2. Máquina de aplanado según la reivindicación precedente, caracterizada porque, los medios (108, 109, 1013, 1014) aptos para desplazar los órganos de acoplamiento amovibles (48, 50) contienen una pluralidad de elementos (130) móviles en traslación, entre dos posiciones extremas, destinadas al desplazamiento de los órganos de acoplamiento amovibles (48, 50) .
3. Máquina de aplanado según la reivindicación precedente, caracterizado porque, los medios de bloqueo por pinzado constan de:
- un travesaño superior de pinzado (101) lleva sobre su cara horizontal inferior (101A) un primer conjunto de elementos móviles (130) en traslación,
- un travesaño inferior de pinzado (102) lleva sobre su cara horizontal superior (102A) un segundo conjunto de elementos móviles (130) en traslación y
- un travesaño intermedio de pinzado (103) lleva sobre su cara horizontal superior (103A) un tercer conjunto de elementos móviles (130) en traslación y un cuarto conjunto de elementos móviles
(130) en traslación sobre su cara horizontal inferior (130B) , el travesaño intermedio (103) esta situado entre los travesaños inferior (102) y superior (101) .
4. Máquina de aplanado según la reivindicación precedente, caracterizada porque, los elementos móviles (130) contienen cada uno una plataforma móvil (108A, 108B, 108C, 108D) apta para deslizarse sobre una superficie de deslizamiento del travesaño (101, 102, 103) que los lleva, cada plataforma lleva por lo menos un asiento de pinzado (109A, 109B, 109D, 109E) destinado a pinzar un órgano de acoplamiento amovible (48, 50) .
5. Máquina de aplanado según la reivindicación precedente, caracterizado porque, cada elemento móvil (130) contiene una tuerca (1012A, 1012B, 1012C, 1012D) unida firmemente con la plataforma (108A, 108B, 108C, 108D) del elemento móvil (130) , las tuercas (1012A, 1012B, 1012C, 1012D) pertenecientes al mismo conjunto de elementos móviles (130) se desplazan por el mismo tornillo (1013) , el tornillo (1013) se acciona por un órgano de arrastre en rotación (1014) .
6. Máquina de aplanado según una de las reivindicaciones 3 a 5, caracterizado porque, los travesaños superior (101) e inferior (102) son guiados en traslación por dos ejes verticales fijos (104, 124) que contienen en sus extremos respectivos los soportes (105, 125, 135, 145) fijados a dos de los postes (22) de la máquina de aplanado (15) , el travesaño intermedio (103) es móvil en rotación horizontal alrededor de uno de los ejes de guiado (124) de otros travesaños, entre una posición de trabajo en la cual se extiende en un plano que pasa por
los ejes verticales fijos (104, 124) y, una posición de reposo en la que se extiende fuera del plano que pasa por los ejes verticales fijos (104, 124) .
7. Máquina de aplanado según una de las reivindicaciones 3 a 5, caracterizado porque cada travesaño de pinzado (101, 102, 103) contiene una parte hueca que forma un cajón de protección de una porción de los elementos móviles que sostiene.
8. Máquina de aplanado según una cualquiera de las reivindicaciones 3 a 7, caracterizado porque, por lo menos dos de los travesaños de pinzado (101, 102, 103) contienen una asiento fijo (109C) situado sobre una superficie de deslizamiento de cada uno de dichos travesaños de pinzado (102, 103) en medio de los elementos móviles, cada asiento de pinzado (109C ) esta posicionado para venir enfrente de otra asiento de pinzado fijo cuando los travesaños de pinzado (101, 102, 103) están en posición de trabajo.
9. Procedimiento de modificación de la distancia entre los rodillos (34, 36) de los equipos de aplanado (28, 30) instalados en una máquina de aplanado (15) , la máquina de aplanado (15) consta de :
- un bastidor de soporte fijo (20) que consta de cuatro postes (22) dispuestos a cada lado del eje longitudinal de deslizamiento (P) del material unidos firmemente en su parte inferior por un soporte fijo (24) y en su parte superior por las vigas transversales (26) , el conjunto forma un marco cerrado,
- un equipo de aplanado inferior (28) que se apoya en el soporte fijo (24) y un equipo de aplanado superior (30) que se apoya en el marco de presión (32) que se puede desplazar verticalmente entre los cuatro postes (22) , cada equipo de aplanado forma un cassette que tiene una pluralidad de rodillos (34, 36) separados, montados de forma giratoria sobre un bastidor (38, 40) alrededor de ejes perpendiculares al eje longitudinal de deslizamiento (P) del material (M)
- los medios (47) de arrastre en rotación de los rodillos (34, 36) unidos por lo menos a algunos de los rodillos (34, 36) por una extensión (44, 46) , cada extensión (44, 46) tiene un primer extremo arrastrado en rotación y un segundo extremo provisto de un órgano de acoplamiento amovible (48, 50) con un extremo (52, 53) de arrastre para un rodillo (34, 36) , dichas extensiones (44, 46) están dispuestas sobre dos niveles, respectivamente un nivel inferior de acoplamiento con los rodillos
(36) del equipo inferior (28) y un nivel superior de acoplamiento con los rodillos (34) del equipo superior (30) ,
- los medios (101, 102, 103) de bloqueo de cada órgano de acoplamiento amovible (48, 50) mediante el pinzado a una altura (H1, H2) predeterminada durante las fases de cambio de los equipos (28, 30) ,
- los medios (11) para el desmontaje de cada uno de los dos equipos de aplanado (28, 30) por desplazamiento, perpendicularmente al eje de deslizamiento (P) , entre una posición de trabajo en el interior del bastidor (20) y una posición de retracción separada lateralmente en un lado del bastidor (20) opuesto al lado de arrastre,
caracterizado porque el procedimiento contiene:
- una etapa de pinzado de cada órgano de acoplamiento amovible (48, 50) que asegura la transmisión del par de rotación de los rodillos de aplanado para su mantenimiento a una altura predeterminada (H1, H2) ,
- una etapa de extracción de los antiguos equipos de aplanado (28, 30) fuera de la máquina de aplanado (15) , durante la que cada extremo (53, 52) de arrastre de un rodillo (34, 36) se extrae de su órgano de acoplamiento amovible (48, 50) ,
- una etapa durante la que cada órgano de acoplamiento amovible (48, 50) se desplaza en traslación en el sentido del deslizamiento del material (M) o en el sentido opuesto, desde una posición correspondiente a la posición de acoplamiento con uno de los rodillos (34, 36) de un antiguo equipo de aplanado (28, 30) hasta una nueva posición de acoplamiento con uno de los rodillos de un nuevo equipo de aplanado (28', 30 ')
- una etapa de introducción de los nuevos equipos de aplanado (28', 30') en la máquina de aplanado durante la cual cada extremo de arrastre (52, 53) de un nuevo rodillo es insertado en un órgano de acoplamiento amovible (48, 50) ,
- una etapa de liberación de los órganos de acoplamientos amovibles.
10. Procedimiento según la reivindicación 9, caracterizado porque, la etapa de pinzado de los órganos de acoplamiento amovibles (48, 50) comprende:
- una etapa B en el curso de la que el equipo superior (30) se sube desde su posición de trabajo a una posición elevada y en el curso de la que un travesaño de pinzado intermedio (103) se lleva de su posición de reposo a una posición de trabajo en el que el travesaño de pinzado intermedio (103) se extiende en un plano que pasa por dos ejes verticales fijos (104, 124) para el guiado en traslación de otros travesaños (101, 102) ,
- una etapa C en el curso de la que un travesaño inferior de pinzado (102) de la máquina de aplanado (15) se sube hasta tomar contacto con los órganos de acoplamiento inferiores amovibles
(50) y en el curso de la que el travesaño intermedio (103) desciende hasta tomar contacto con los mismos órganos de acoplamiento inferiores (50) lo que garantiza el pinzado de los órganos de acoplamiento inferiores,
- una etapa D en el curso de la que el equipo superior de aplanado (30) desciende para permitir el contacto de los órganos de acoplamiento superiores (48) con el travesaño intermedio de pinzado
(103) y en el curso de la que, el travesaño superior (101) de pinzado desciende hasta tomar contacto con los mismos órganos superiores de acoplamiento (48) asegurando así el pinzado de estos órganos superiores de acoplamiento (48) .
11. Procedimiento según una de las reivindicaciones 9 o 10, caracterizado porque, la etapa en el curso de la que cada órgano de acoplamiento amovible (48, 52) se desplaza, consta de una etapa EO de desplazamiento de una pluralidad de elementos móviles (130 ) que pertenecen a cada uno de los travesaños de pinzado (101, 102, 103) , cada elemento móvil (130) recibe un órgano de acoplamiento amovible (48, 52) , el desplazamiento de cada elemento móvil se efectúa de una posición correspondiente a la posición de acoplamiento del órgano de acoplamiento amovible con uno de los rodillos (34, 36) de los antiguos equipos de aplanado (28, 30) hasta una nueva posición de acoplamiento del órgano de acoplamiento amovible (130) con uno de los rodillos de los nuevos equipos de aplanado (28 ', 3O´) .
12. Procedimiento según una de las reivindicaciones 9 a 11, caracterizado porque, la etapa de introducción de los nuevos equipos de aplanado (28', 30') en la máquina de aplanado (15) comprende:
- una etapa E3 en el curso de la que un gato de transferencia (1240) empuja un conjunto compuesto por dos dispositivos de transferencia (17, 17') que llevan respectivamente, los equipos de aplanado (28, 30) , usados o no adaptados al aplanado de una banda de material (M) que sale de la máquina de aplanado y, nuevos equipos de aplanado (28', 3O´) , sobre carriles (1250) hasta que el dispositivo de transferencia (17') que lleva los nuevos equipos de aplanado (28', 30') este en la prolongación del soporte fijo (24) de la máquina de aplanado (15) ,
- una etapa E4 en el curso de la que los nuevos equipos de aplanado superior (30') e inferior (28') se extraen por un medio de extracción (11) desde una posición de almacenamiento a una posición de trabajo sobre el soporte fijo (24) de la máquina de aplanado (15) , hasta que los extremos de arrastre (52, 53) de los nuevos rodillos de aplanado (28', 3O´) sean introducidas en los órganos de acoplamiento amovibles (48, 50) ,
- una etapa E5 en el curso de la que el marco de presión (32) desciende de nuevo y en el curso de la que, el nuevo equipo de aplanado superior (30') se une firmemente al marco de presión (32) gracias a los dispositivos de bloqueo (13) .
13. Procedimiento según una de las reivindicaciones 9 a 12, caracterizado porque, la etapa de liberación de los órganos de acoplamiento amovibles (48, 50) comprende:
- una etapa F en el curso de la que el travesaño superior de pinzado (101) sube de nuevo a la posición de reposo y libera de esta manera los órganos de acoplamiento superiores (48) y en el curso de la que el nuevo equipo superior (30') sube de nuevo arrastrado por el marco de presión (32) ,
- una etapa G en el curso de la que el travesaño intermedio de pinzado (103) sube de nuevo a su posición de reposo y después pivota alrededor de su eje de rotación (124) ,
- una etapa H en el curso de la que el travesaño inferior de pinzado (102) desciende hasta su posición de reposo y en el curso de la que el nuevo equipo superior de aplanado (30') desciende hasta su posición de trabajo.
14. Procedimiento según una de las reivindicaciones 9 a 13, caracterizado porque, la etapa de introducción de los nuevos equipos de aplanado en la máquina de aplanado comprende:
- una etapa E3 en el curso de la que, un gato de transferencia (1240) empuja un conjunto compuesto por dos dispositivos de transferencia (17, 17') que llevan respectivamente, los equipos de aplanado usados o no adaptados (28, 30) que salen de la máquina de aplanado y los nuevos equipos de aplanado (28', 30') sobre los carriles (1250) hasta que el dispositivo de transferencia (17') que lleva los nuevos equipos de aplanado (28', 3O´) estén en la prolongación del soporte fijo
(24) de la máquina de aplanado (15) ,
- una etapa E4', en el curso de la que los nuevos equipos de aplanado inferior (28') y superior (30 ') unidos entre si son empujadas sobre el soporte fijo (24) de la máquina de aplanado (15) hasta la introducción de los extremos de arrastre (53) de los rodillos de aplanado superiores en los órganos de acoplamiento superiores amovibles (48) ,
- una etapa E5' en el curso de la que el marco de presión (32) desciende de nuevo y en el curso de la que un nuevo equipo de aplanado superior (30') se une firmemente al marco de presión (32) gracias a los dispositivos de bloqueo (13) .
15. Instalación de aplanado que comprende una máquina de aplanado según una cualquiera de las reivindicaciones 1 a 8 y que comprende:
- un primer dispositivo de transferencia (17) destinado a recibir los equipos de aplanado (28, 30) usados o inapropiados para el aplanado del siguiente material (M) procedente de la máquina de aplanado (15) ,
-un segundo dispositivo de transferencia (17') que lleva un nuevo conjunto de equipos de aplanado superior e inferior (28', 30') enganchado al primer dispositivo de transferencia (17) mediante un enganche (123) ,
- un gato (1240) en contacto con el dispositivo de transferencia (17') apto para desplazar el conjunto de los dos dispositivos de transferencia (17, 17') desde una posición en la que el primer dispositivo
de transferencia (17) está instalado en la prolongación del soporte fijo (24) sobre carriles (1250) hasta una posición en la que el segundo dispositivo de transferencia (17') que lleva los nuevos equipos de aplanado (28', 30') está en la prolongación del soporte fijo (24) de la máquina de aplanado (15) .
Patentes similares o relacionadas:
Dispositivo y método de aplanado de un producto metálico, del 2 de Octubre de 2019, de Primetals Technologies France SAS: Instalación de aplanado de un producto (PM) metálico en desplazamiento de tipo banda o placa que comprende: - un bastidor (B) en el que se disponen un […]
Máquina para enderezar y procedimiento para cambiar elementos de rodillos de enderezado, del 8 de Mayo de 2019, de SMS group GmbH: Máquina para enderezar para enderezar un producto semiacabado con elementos de rodillos de enderezado , con una línea de camino de rodillos que forma una sección de […]
 Métodos y aparato para determinar una posición de profundidad de caída de máquinas de acondicionamiento de material, del 20 de Febrero de 2019, de THE BRADBURY COMPANY, INC.: Método para ajustar una profundidad de caída de una niveladora que comprende:
colocar un material en banda entre un primer […]
Métodos y aparato para determinar una posición de profundidad de caída de máquinas de acondicionamiento de material, del 20 de Febrero de 2019, de THE BRADBURY COMPANY, INC.: Método para ajustar una profundidad de caída de una niveladora que comprende:
colocar un material en banda entre un primer […]
Métodos y aparato para monitorizar máquinas de acondicionamiento de materiales en banda, del 13 de Diciembre de 2017, de THE BRADBURY COMPANY, INC.: Sistema que comprende: una pluralidad de cilindros de trabajo para procesar un material en banda continua ; un primer […]
 Aparato de enderezamiento, del 2 de Febrero de 2016, de Zimco Group (Proprietary) Limited: Un aparato de enderezamiento de ánodo de aleación de plomo incluyendo:
al menos una mordaza (21.1, 21.2, 22.1, 22.2, 41.1, 41.2, 42.1, 42.2, […]
Aparato de enderezamiento, del 2 de Febrero de 2016, de Zimco Group (Proprietary) Limited: Un aparato de enderezamiento de ánodo de aleación de plomo incluyendo:
al menos una mordaza (21.1, 21.2, 22.1, 22.2, 41.1, 41.2, 42.1, 42.2, […]
 Aparato para cambiar rodillos de una máquina de enderezamiento, del 13 de Enero de 2016, de Primetals Technologies Italy S.R.L: Aparato para cambiar rodillos de una máquina de enderezamiento, dicha máquina de enderezamiento comprende una pluralidad de ejes (11, 11') de rodillo […]
Aparato para cambiar rodillos de una máquina de enderezamiento, del 13 de Enero de 2016, de Primetals Technologies Italy S.R.L: Aparato para cambiar rodillos de una máquina de enderezamiento, dicha máquina de enderezamiento comprende una pluralidad de ejes (11, 11') de rodillo […]
Aparato y métodos para aumentar la eficiencia de sistemas de formación de perfiles por medio de rodillos y de nivelación, del 1 de Abril de 2015, de THE BRADBURY COMPANY, INC.: Un aparato de procesamiento de material en tiras que comprende: un primer sistema de unidad de accionamiento para accionar un primer rodillo de trabajo […]
 Dispositivo de giro de un equipo de aplanado, y un equipo de aplanado adaptado a cooperar con dicho dispositivo, del 25 de Noviembre de 2013, de SIEMENS VAI METALS TECHNOLOGIES SAS: Dispositivo de giro de un equipo de aplanado , el equipo de aplanado consta de una pluralidad de rodillos espaciados unos de los otros y montados rotativos sobre […]
Dispositivo de giro de un equipo de aplanado, y un equipo de aplanado adaptado a cooperar con dicho dispositivo, del 25 de Noviembre de 2013, de SIEMENS VAI METALS TECHNOLOGIES SAS: Dispositivo de giro de un equipo de aplanado , el equipo de aplanado consta de una pluralidad de rodillos espaciados unos de los otros y montados rotativos sobre […]