Procedimiento y dispositivo de control del proceso de soldadura por chispas de dos piezas metálicas.
Procedimiento de control del proceso de soldadura a tope, por chispas,
de dos piezas metálicas (A, A') dispuestas una tras otra a lo largo de un eje longitudinal de desplazamiento, en una máquina de soldadura del tipo que comprende, dos pares de mordazas de sujeción (2, 2') montadas respectivamente sobre un bastidor fijo (1) y un bastidor móvil (1') desplazable con relación al bastidor fijo, medios eléctricos de soldadura que comprenden una fuente de corriente eléctrica (4) que tiene dos polos conectados, respectivamente, a los dos pares de mordazas de sujeción, medios de mando (13, 13") de la sujeción de los dos pares de mordazas (2, 2") respectivamente cerca de un extremo de atrás (3), en el sentido del desplazamiento, de una primera pieza (A) y cerca de un extremo de delante (3") de una segunda pieza (A'), y medios de mando de un desplazamiento longitudinal del bastidor móvil con relación al bastidor fijo (1), para poner en contacto dicho extremo de atrás (3) y de delante (3') de las dos piezas (A, A') Y el paso de una corriente eléctrica con una tensión (U) y una intensidad de soldadura (1), el procedimiento de soldadura se realiza en dos fases sucesivas, respectivamente una primera fase de chispas para el calentamiento de los extremos en contacto (3, 3') a una temperatura de soldadura para la producción de una serie de micro contactos eléctricos con proyección de chispas a lo largo de dichos extremos, y una segunda fase de forjado con interpenetración de los extremos calentados sobre una longitud de fo~ado, procedimiento en el cual se determina a cada instante el valor de un conjunto de parámetros eléctricos que comprenden por lo menos la tensión (Us) y la intensidad (1 5) de la corriente de soldadura, caracterizado porque se determina a cada instante la posición del bastidor móvil (1") con relación al bastidor fijo (1) Y que, durante la primera fase de chispas, se somete en posición el desplazamiento del bastidor móvil (1 ') hacia el bastidor fijo (1) a la medición de por lo menos uno de los parámetros eléctricos de soldadura, controlando la velocidad de desplazamiento (v) del bastidor móvil (1 ') según una ley dinámica determinada con arreglo a las características estructurales y dimensionales de las piezas que hay que soldar (A, A'), de manera que, por un lado se aumenta la intensidad de la soldadura (1 5 ) a medida que se eleva la temperatura, aumentando progresivamente la velocidad de aproximación (v) y, por otro lado, se limita la velocidad de aproximación (v) para evitar un cortocircuito.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03290522.
Solicitante: SIEMENS VAI METALS TECHNOLOGIES SAS.
Nacionalidad solicitante: Francia.
Dirección: 51 RUE SIBERT 42403 SAINT CHAMOND FRANCIA.
Inventor/es: VALENCE, MARC, GOBEZ, PASCAL, NASSERIAN,AFCHINE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K11/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Soldadura a tope por chispa.
PDF original: ES-2392664_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo de control del proceso de soldadura por chispas de dos piezas metálicas
La invención tiene como objeto un procedimiento de control del proceso de soldadura a tope de dos piezas metálicas, en particular de dos chapas con forma de banda que se desplazan una tras otra siguiendo un eje longitudinal y también cubre un dispositivo de control, según este procedimiento, del funcionamiento de una máquina de soldadura por chispas. Según los preámbulos de las reivindicaciones 1 y 11, tal procedimiento y tal dispositivo se describen en JP 57 019187 A.
En las instalaciones metalúrgicas, en particular de producción de bandas metálicas, a menudo es necesario llevar dos bandas sucesivas, por ejemplo para formar bobinas de chapas de gran longitud a partir de bobinas de longitud más pequeña o, aún, para empalmar las chapas resultantes de bobinas diferentes y destinadas a ser tratadas en instalaciones de transformación metalúrgica con funcionamiento continuo como, por ejemplo, las líneas de decapado, de laminado, o de galvanización. Las máquinas de soldadura utilizadas a tal efecto deben adaptarse especialmente al objetivo que se persigue. Por ejemplo, se pueden aplicar uno sobre otro los extremos de detrás y de delante de dos bandas sucesivas y soldarlos por paso de una corriente eléctrica entra dos moletas que se desplazan transversalmente. Sin embargo, se produce, entonces, un sobreespesor que, en numerosos casos, debe evitarse.
Por lo tanto, es a menudo necesario soldar las dos bandas a tope. Para ello, primero hay que cizallar los dos extremos, de delante y de atrás, respectivamente de las dos bandas a lo largo de dos líneas perfectamente paralelas, para acercarlas una a la otra para poner en contacto los bordes frente a frente, entre los que se aplica una tensión eléctrica que, en dichas máquinas por chispas, puede ser de voltaje relativamente bajo.
En efecto, existe necesariamente, a lo largo de los bordes cizallados de las dos piezas, irregularidades que, en el momento de la aproximación de los bordes cizallados, determinan una serie de microcontactos distribuidos a lo largo de la línea de enlace y que producen cada uno un micro cortocircuito en el cual circula una corriente de fuerte intensidad. En cada zona del cortocircuito, el metal que constituye el puente del cortocircuito se vuelve líquido. Se expulsa entonces una gota de metal fundido bajo el efecto de las fuerzas electromagnéticas generando una chispa, pero la zona que rodeaba el emplazamiento del puente del cortocircuito se calienta fuertemente.
Dado que los puentes del cortocircuito se reparten a lo largo de los bordes en contacto, se realiza así un calentamiento a alta temperatura, de los extremos de las dos bandas, sobre todo su ancho, .
Cuando las dos partes se han llevado a una temperatura suficiente, se aplican una contra la otra ejerciendo una elevada presión que determina una interpenetración de los extremos en contacto, a ambos lados de la línea de unión, produciendo la soldadura por una especie de forjado.
Este procedimiento de soldadura denominado por chispas, es muy conocido y no requiere una explicación detallada.
Una máquina de soldadura por chispas debe, por lo tanto, realizar diferentes funciones. En efecto, es necesario situar sucesivamente los extremos de las dos bandas que se aprietan entre los dos pares de mordazas, cizallar los dos bordes paralelos, ponerlos en contacto y hacer pasar la corriente para calentar los extremos de las dos bandas a la temperatura deseada, y finalmente, aplicarlas bastante violentamente una contra la otra, con el fin de conseguir el efecto de forjado deseado. Este forjado produce, generalmente, un tipo de borde que, después de enfriar, debe cepillarse para dar al producto un espesor constante.
De una manera general, una máquina de soldadura por chispas comprende dos pares de mordazas de sujeción de los extremos de las dos piezas que deben soldarse, montadas respectivamente sobre un bastidor fijo y un bastidor móvil, un circuito eléctrico de soldadura que comprende una fuente de corriente eléctrica con dos polos conectados respectivamente a dos pares de mordazas de sujeción y medios para controlar el desplazamiento del bastidor móvil hacia el bastidor fijo, incluyendo, habitualmente, uno o más gatos hidráulicos, para la aproximación y la puesta en contacto de los bordes que deben de soldarse.
Una máquina de este tipo se describe en detalle, por ejemplo en la patente francesa nO 2756504, que cubre una disposición particular que permite realizar en una misma máquina las operaciones de cizallamiento, de soldadura y de cepillado de la soldadura. Sin embargo, se conocen otros tipos de máquinas que constan, de manera similar, de una pinza móvil y una pinza fija, de medios para ajustar la distancia de inclinación y de medios de aproximación de los bordes cizallados.
Las pinzas de sujeción que contienen cada una un par de mordazas situadas a ambos lados de la banda, tienen una gran inercia térmica y correr el riesgo de absorber el calor desarrollado por las chispas.
Para permitir el calentamiento del extremo de cada banda a la temperatura deseada, es por lo tanto necesario dejar, entre el borde cizallado y el extremo correspondiente de la pinza, una distancia libre, llamada inclinación, que debe determinarse según criterios eventualmente contradictorios.
En efecto, se consume una determinada cantidad de metal durante la chispa, puesto que, como se ha visto, los puentes de cortocircuito que determinan el calentamiento causan la expulsión de gotitas de metal. La longitud de la inclinación debe por tanto permitir este consumo de metal.
Sin embargo, las bandas que deben soldarse tienen un espesor relativamente pequeño y, habida cuenta de la longitud de la inclinación necesaria, existe un riesgo de pandeo de los extremos que provocan deformaciones y una mala soldadura.
Resulta de eso que las distancias de inclinación se deben de calcular exactamente.
Por otro lado, durante el forjado, es necesario, de una parte, evitar un acercamiento demasiado brutal que puede causar el pandeo de las partes en inclinación y, de otra parte, detener el movimiento sobre un tope con el fin de no sobrepasar para el forjado la longitud calentada de la inclinación. Pero una parada violenta sobre un tope causa un rebote perjudicial para la calidad de la soldadura, ya que ejerce una breve tracción sobre la soldadura que se acaba de realizar.
Todos estos fenómenos dependen de las características de las piezas que hay que soldar, en particular, su espesor y la composición del metal.
Tales máquinas deben por lo tanto ser conducidas por un personal experimentado capaz de controlar el funcionamiento de la máquina supervisando las condiciones de realización de la soldadura.
Para resolver estos problemas, se han propuesto diferentes sistemas que permiten controlar automáticamente los desplazamientos de las piezas que hay que soldar, por lo menos para algunas fases del proceso de soldadura
Por ejemplo, puesto que el desplazamiento del bastidor móvil está mandado, generalmente, por uno o más gatos hidráulicos, se ha propuesto en el documento US-A-3528340, controlar su acción, en un proceso semiautomático, por medio de un distribuidor mandado por una leva con un perfil parabólico que permite aumentar gradualmente la velocidad de las mordazas móviles durante la fase de chispas, hasta la velocidad necesaria para el forjado.
Sin embargo, es necesario también evitar una aproximación demasiado rápida que podría causar un cortocircuito franco susceptible de detener el fenómeno de chispas.
El perfil de la leva se debe por lo tanto adaptar a la naturaleza y a las dimensiones, en particular al espesor, de las piezas que deben soldarse y puede venir determinado, por ejemplo, por los ensayos.
Para cambiar el programa de fabricación, hay que utilizar una leva nueva que tiene un perfil adaptado a las características del nuevo producto.
Ahora bien, desde hace un cierto tiempo, las necesidades de la clientela son cada vez más variadas y no es fácil disponer de un número suficiente de levas que permitan responder a todas las demandas.
Además, las levas se establecen para ciertas condiciones de soldadura y no es posible, de este modo, tener en cuenta, para cada pieza, y para cada momento, las condiciones reales en las cuales... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de control del proceso de soldadura a tope, por chispas, de dos piezas metálicas (A, A') dispuestas una tras otra a lo largo de un eje longitudinal de desplazamiento, en una máquina de soldadura del tipo que comprende, dos pares de mordazas de sujeción (2, 2') montadas respectivamente sobre un bastidor fijo (1) y un bastidor móvil (1') desplazable con relación al bastidor fijo, medios eléctricos de soldadura que comprenden una fuente de corriente eléctrica (4) que tiene dos polos conectados, respectivamente, a los dos pares de mordazas de sujeción, medios de mando (13, 13") de la sujeción de los dos pares de mordazas (2, 2") respectivamente cerca de un extremo de atrás (3) , en el sentido del desplazamiento, de una primera pieza (A) y cerca de un extremo de delante (3") de una segunda pieza (A') , y medios de mando de un desplazamiento longitudinal del bastidor móvil con relación al bastidor fijo (1) , para poner en contacto dicho extremo de atrás (3) y de delante (3') de las dos piezas (A, A') Y el paso de una corriente eléctrica con una tensión (U) y una intensidad de soldadura (1) , el procedimiento de soldadura se realiza en dos fases sucesivas, respectivamente una primera fase de chispas para el calentamiento de los extremos en contacto (3, 3') a una temperatura de soldadura para la producción de una serie de micro contactos eléctricos con proyección de chispas a lo largo de dichos extremos, y una segunda fase de forjado con interpenetración de los extremos calentados sobre una longitud de fo~ado, procedimiento en el cual se determina a cada instante el valor de un conjunto de parámetros eléctricos que comprenden por lo menos la tensión (Us) y la intensidad (1 5) de la corriente de soldadura, caracterizado porque se determina a cada instante la posición del bastidor móvil (1") con relación al bastidor fijo (1) Y que, durante la primera fase de chispas, se somete en posición el desplazamiento del bastidor móvil (1 ') hacia el bastidor fijo (1) a la medición de por lo menos uno de los parámetros eléctricos de soldadura, controlando la velocidad de desplazamiento (v) del bastidor móvil (1 ') según una ley dinámica determinada con arreglo a las características estructurales y dimensionales de las piezas que hay que soldar (A, A') , de manera que, por un lado se aumenta la intensidad de la soldadura (1 5 ) a medida que se eleva la temperatura, aumentando progresivamente la velocidad de aproximación (v) y, por otro lado, se limita la velocidad de aproximación (v) para evitar un cortocircuito.
2. Procedimiento según la reivindicación 1, caracterizada porque, durante la fase de chispas, se controla la velocidad (v) de desplazamiento del bastidor móvil (1") según una ley matemática que hace la suma de tres términos, respectivamente, un primer término correspondiente a una velocidad de base del bastidor móvil proporcional a la tensión de soldadura (Us) , un segundo término de limitación de la velocidad de desplazamiento (v) en función de la evolución de la tensión de soldadura (Us) , para evitar un riesgo de cortocircuito y un tercer término obtenido por comparación del valor medido a cada instante de la intensidad (15) de la corriente de soldadura con una intensidad de referencia (Irel) que depende de las características de las piezas que hay que soldar (A, A") , para aumentar dicha intensidad (1 5 ) acelerando el desplazamiento a medida que aumenta la temperatura.
3. Procedimiento según la reivindicación 2, caracterizado porque, la ley de control de la velocidad de desplazamiento es de la forma,
v (t) =VKUs+ S (KUs-Up) + rJ (lrel -Is) dt (1 ) en la que:
• v (t) es la velocidad instantánea de la mordaza móvil
• VKUs es una velocidad de base proporcional a la tensión de soldadura
• S es un coeficiente de sensibilidad que permite modular la corrección de la velocidad
• K es la relación de transformación entre el circuito primario de alimentación y el circuito secundario de soldadura
• Us es la tensión secundaria de soldadura, medida a cada instante
• Up es la tensión primaria de alimentación
• Is es el valor medido a cada instante de la intensidad de la corriente de soldadura
• Irel es un valor de referencia de la intensidad de la corriente de soldadura, dependiente de las piezas que hay que soldar
• r es una ganancia de regulación de la aceleración.
4. Procedimiento de control según una de la reivindicaciones 1, 2, 3, caracterizado porque, durante la segunda fase de forjado, se realiza una regulación de posición del desplazamiento del bastidor móvil (1") de tal modo que manda hidráulicamente y sin riesgo de rebote, la parada del bastidor móvil (1") después de la aproximación de las mordazas (2, 2") sobre la longitud del forjado.
5. Procedimiento según la reivindicación 4, caracterizado porque, para la segunda fase de forjado, se manda, en un tiempo muy corto, la aproximación de las mordazas móviles (2 ') hacia las mordazas fijas (2) sobre un recorrido determinado y a una velocidad de desplazamiento (v) controlada según una ley de variación continua que comprende una aceleración brusca seguida por una ralentización progresiva hasta la parada de las mordazas móviles (2') en una posición correspondiente a una longitud de forjado predeterminada.
6. Procedimiento según la reivindicación 5, caracterizado porque, se controla la distancia entre las mordazas después de la fase de forjado, de tal modo que evite toda solicitación de la soldadura durante el tiempo de solidificación del metal y que, al mismo tiempo, se hace circular entre las mordazas, respectivamente fijas (2) y móviles (2') , fijadas en las dos piezas soldadas (A, A ') una corriente eléctrica susceptible de controlar, por efecto Joule, la velocidad de enfriamiento de la zona afectada térmicamente hasta la solidificación completa de ésta.
7. Procedimiento según la reivindicación 6, caracterizado porque, después de la solidificación de la zona afectada térmicamente, esta se enfría por inyección de aire hasta una temperatura óptima para un cepillado de la soldadura.
8. Procedimiento según la reivindicación 7, caracterizado porque,
después del cepillado de la soldadura, se apartan las mordazas móviles a una distancia máxima de las mordazas fijas, al colocar la soldadura sensiblemente a igual distancia de los dos pares de mordazas y se hace pasar entre las mordazas una corriente eléctrica modulada de tal modo que realice, por efecto Joule, un recocido de la zona soldada, seguido por un enfriamiento controlado.
9. El procedimiento según la reivindicación 8, caracterizado porque, después del cepillado de la soldadura, se aflojan las mordazas fijas (2) manteniendo apretadas las mordazas móviles (2') apartando el bastidor móvil (1 ') de la mitad aproximadamente de la distancia máxima posible con relación al bastidor fijo (1) implicando la zona soldada, se aprietan las mordazas fijas (2) y se aflojan las mordazas móviles, se aparta el bastidor móvil (1') hasta la distancia máxima posible con relación al bastidor fijo (1) , se aprietan la mordazas móviles (2') y se hace pasar entre los dos pares de mordazas (2, 2') así ajustadas sobre las piezas soldadas (A, A ') una corriente eléctrica modulada de tal modo que realice un recocido de la zona soldada.
10. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque, los dos pares de mordazas (2, 2") se alimentan en corriente continua bajo una tensión modulada de manera continua.
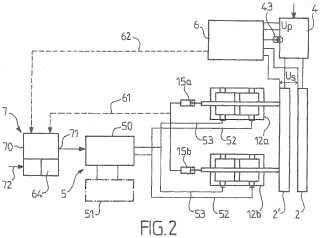
11. Dispositivo para la realización del procedimiento de control de la soldadura según una de las reivindicaciones precedentes, que comprende:
• los medios (6) de medición continua de un conjunto de parámetros eléctricos de soldadura que comprenden por lo menos la tensión (U 5) y la intensidad (1 5) de la corriente de soldadura que pasa entre los dos pares de mordazas (2, 2')
caracterizado porque dicho dispositivo comprende además:
• los medios (15) para medir, a cada instante, la posición relativa de las mordazas móviles con relación a las mordazas fijas,
• los medios (50, 7) de regulación de posición del desplazamiento del bastidor móvil (1 ') a partir de por lo menos una de las mediciones efectuadas, con control en tiempo real de la velocidad (v) de aproximación de las mordazas (2 , 2') de sujeción de las dos piezas (A, A') .
12. Dispositivo de control según la reivindicación 11, en el cual los medios de desplazamiento del bastidor móvil con relación al bastidor fijo comprenden al menos un gato hidráulico (12) asociado con un circuito de alimentación (5) , caracterizado porque, los medios de regulación comprenden por lo menos una servo-válvula hidráulica (50) de control de la alimentación hidráulica de los medios (12) de mando del desplazamiento del bastidor móvil (1') según por lo menos una ley dinámica, con arreglo a la evolución del proceso de soldadura.
13. Dispositivo de control según la reivindicación 12, caracterizado porque, el regulador (7) consta de una unidad de cálculo (70) en la que se memoriza al menos una ley de desplazamiento relativo de las piezas que hay que soldar (A, A ') teniendo en cuenta las características estructurales y dimensionales de las mismas, dicha unidad de cálculo (70) recibe las señales representativas, por un lado de la posición en cada
instante del bastidor móvil (1') con respecto al bastidor fijo (1) y, por otro lada, de la evolución en tiempo real de por lo menos uno de los parámetros eléctricos de soldadura (Us, 15) ,
14. Dispositivo de control según la reivindicación 13,
caracterizado porque, el regulador (7) se asocia a dos bucles cerrados de regulación en cascada, respectivamente un bucle primario (61) de regulación de la positrón relativa del bastidor móvil (1") y un bucle principal (62) de establecimiento de una referencia de posición en función de la evolución de al menos uno de los parámetros eléctricos de soldadura (Us, 15) según al menos una ley dinámica de desplazamiento memorizada en la unidad de cálculo (70) .
15. Dispositivo de control según una de las reivindicaciones 11a 14, caracterizado porque, la máquina de soldadura se alimenta en corriente eléctrica continua a partir de la red por un transformador (4) asociado con un rectificador y con medios de modulación continua de la tensión aplicada entre las dos pares de
mordazas (2, 2') con arreglo a la naturaleza del metal y a las dimensiones de las bandas (A, A ') que hay que soldar.
Patentes similares o relacionadas:
Dispositivo de protección frente a salpicaduras de soldadura con un sistema de limpieza integrado, y método de limpieza de dicho dispositivo, del 27 de Mayo de 2020, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Dispositivo de pantalla para salpicaduras de soldadura para la protección de salpicaduras inducidas por un sistema de soldadura de palanquillas, definiendo el […]
Dispositivo de fuente de alimentación, sistema de unión y método de procesamiento por conducción, del 26 de Febrero de 2020, de NIPPON STEEL CORPORATION: Un dispositivo de fuente de alimentación que suministra una corriente de salida a un dispositivo de procesamiento eléctrico que realiza procesamiento eléctrico […]
Módulo de soldadura para soldar dos carriles de una vía, del 11 de Diciembre de 2019, de Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H: Módulo de soldadura para soldar dos carriles de una vía, con un carril conductor y con unas unidades de sujeción de carril que pueden moverse entre […]
Dispositivo y método para enfriar una zona de carril soldada, del 25 de Marzo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un dispositivo para enfriar una zona de soldadura de carril , el dispositivo comprende: un primer enfriador configurado para enfriar una […]
Equipo de soldadura para raíles, del 27 de Febrero de 2019, de Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H: Equipo de soldadura para la unión de dos raíles de una vía por soldadora a tope por chispa, con mordazas de sujeción que presentan superficies […]
Soldadora a tope por chispa con un sistema de leva accionado por un servomotor, del 2 de Agosto de 2017, de Ideal-Werk C. & E. Jungeblodt GmbH & Co.KG: Soldadora a tope por chispa - con una transmisión , - con un mecanismo de leva , que está acoplado con una transmisión, […]
Soldadura sin aporte de material de un elemento de aparato de vía y un tramo de raíl, del 30 de Noviembre de 2016, de VOSSLOH COGIFER: Fila de raíl con un elemento de aparato de vía férrea de acero altamente aleado, en el que al menos un elemento aleado tiene un contenido igual a al menos […]
Dispositivo para desbarbar juntas de carril soldadas a tope, del 8 de Junio de 2016, de Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H: Unidad de soldadura para soldar los carriles de una vía, con un dispositivo de cizallamiento previsto para la retirada de un cordón […]