Instalación y procedimiento de fabricación de un farol de alumbrado público metálico soldado.
Procedimiento de fabricación de un farol de alumbrado público metálico (5') a partir de una pieza en bruto metálica(5) doblada que tiene generalmente una forma cónica y que presenta una sección circular o poligonal de 8,
12 o 16lados y dos bordes longitudinales aproximados uno de otro de manera a formar un plano de junta (4) a soldar,comprendiendo dicho procedimiento una etapa de soldadura de dicho plano de junta (4) para formar un cordón desoldadura longitudinal, caracterizado porque comprende, después de la etapa de soldadura, una etapa deesmerilado de dicho cordón de soldadura longitudinal, estando la pieza en bruto metálica (5) y/o el farol (5')montados móviles en translación, estando la soldadura del plano de junta (4) y/o el esmerilado del cordón desoldadura longitudinal efectuados a medida del avance de dicha pieza en bruto y/o de dicho farol.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2006/000709.
Solicitante: Conimast International (SAS).
Inventor/es: DELOT,YVES, MATHIOT,MICHEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K10/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura o corte mediante un plasma.
- B23K9/00 B23K […] › Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K).
- B24B21/02 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 21/00 Máquinas o dispositivos que utilizan bandas o cintas abrasivas para trabajar con muela o pulir (máquinas portátiles con cintas abrasivas B24B 23/06 ); Accesorios a este efecto. › para trabajar con muela superficies simétricas de revolución.
PDF original: ES-2429268_T3.pdf
Fragmento de la descripción:
Instalación y procedimiento de fabricación de un farol de alumbrado público metálico soldado.
La presente invención se refiere a una instalación y un procedimiento de fabricación de un farol de alumbrado público metálico a partir de una pieza bruta doblada metálica presentando dos bordes longitudinales acercados uno a otro de manera a formar un plano de junta a soldar de conformidad con los preámbulos de las reivindicaciones 1 y 6.
Los faroles de alumbrado público están generalmente fabricados a partir de una pieza bruta metálica, con preferencia en forma de trapecio, presentando dos bordes longitudinales y doblada sobre ella misma hasta acercar dichos bordes longitudinales que luego se reúnen por una soldadura para formar un fuste.
La soldadura longitudinal puede realizarse por soldadura eléctrica por arco sumergido. El inconveniente de esta técnica es la formación de un burlete inestético del orden de 2 a 3 mm de altura sobre 4 a 5 mm de anchura en la generatriz del fuste.
La soldadura longitudinal puede también realizarse por soldadura por alta frecuencia. La soldadura debe después rasparse lo que ocasiona desgraciadamente la formación de un semiplano inestético del orden de 6 mm.
La soldadura longitudinal puede también realizarse por soldadura por arco plasma. Esta técnica no deja burlete pero el cordón de soldadura formado queda visible y presenta un aspecto inestético debido a una rugosidad aparente.
Con el fin de remediar estos inconvenientes, se pueden fabricar unos faroles en aluminio por extrusión. La extrusión permite obtener unos fustes que presentan un aspecto uniforme, sin traza de cordón de soldadura. Sin embargo la extrusión es un procedimiento oneroso, y el aluminio no presenta las propiedades mecánicas suficientes para la realización de faroles de gran longitud. Por estas razones, el procedimiento de fabricación de los fustes de acero por soldadura queda el procedimiento más corrientemente utilizado.
Se conoce de la patente US 3.095.674 la utilización de una máquina de esmerilado para el acabado de un artículo cilíndrico galvanizado. Esta máquina no es adaptable al acabado de los faroles de alumbrado público de gran longitud, y cuya forma es generalmente cónica o poligonal.
Es necesario pues desarrollar un procedimiento de fabricación de faroles de alumbrado público que permite conciliar el aspecto económico de la técnica de soldadura y el aspecto estético de la técnica de extrusión y que permite obtener un farol soldado presentando a la vez un aspecto estético y uniforme similar al aspecto acabado en aluminio extrusionado.
Con este fin, y de conformidad a la presente invención, se propone un procedimiento de fabricación de un farol de alumbrado público metálico a partir de una pieza bruta doblada metálica presentando dos bordes longitudinales acercados uno de otro de manera a formar un plano a soldar, comprendiendo dicho procedimiento una etapa de soldadura de dicho plano de junta para formar un cordón de soldadura longitudinal, caracterizado porque comprende, después de la etapa de soldadura, una etapa de esmerilado de dicho cordón de soldadura longitudinal.
De una manera preferida, la etapa de soldadura está realizada en continuo a lo largo del plano de junta, y la etapa de esmerilado del cordón de soldadura longitudinal está realizada en continuo y en tiempo enmascarado con relación a dicha etapa de soldadura.
Para la puesta en práctica de este procedimiento preferido, la presente invención se refiere a una instalación para la fabricación de un farol de alumbrado público metálico a partir de una pieza bruta doblada metálica presentando dos bordes longitudinales acercados uno de otro de manera a formar un plano de junta a soldar, caracterizado porque comprende:
-una unidad de soldadura acondicionada para soldar en continuo el plano de junta y formar un cordón de soldadura longitudinal,
- una unidad de esmerilado de dicho cordón, estando dicha unidad de esmerilado dispuesta a la salida de la unidad de soldadura y acondicionada para esmerilar dicho cordón de soldadura en continuo y en tiempo enmascarado con relación a la soldadura.
El procedimiento según la presente invención permite obtener un farol soldado que presenta un aspecto estético uniforme según el cual el cordón de soldadura no es prácticamente aparente.
La instalación según la presente invención permite una puesta en práctica particularmente económica del procedimiento de la invención.
Otras ventajas y características se harán evidentes con la descripción a continuación, del procedimiento y de una instalación según la invención, dada a título de ejemplo no limitativo, haciendo referencia a los dibujos anexos en los cuales:
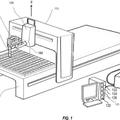
-la figura 1 es una vista esquemática en sección de una instalación según la invención,
-la figura 2 es una vista desde arriba de dicha instalación,
-la figura 3 es una vista esquemática en sección de la unidad de esmerilado según la invención.
Según la presente invención, el procedimiento de fabricación de un farol de alumbrado eléctrico público metálico a partir de una pieza bruta doblada metálica presentando dos bordes longitudinales acercados uno de otro de manera a formar un plano de junta a soldar, comprende una etapa de soldadura de dicho plano de junta para formar un cordón de soldadura longitudinal, así como una etapa de esmerilado de dicho cordón de soldadura longitudinal. La etapa de esmerilado se realiza después de la etapa de soldadura de manera a dar al cordón de soldadura longitudinal formado un aspecto pulido, que lo hace poco visible.
Con preferencia, el esmerilado se realiza perpendicularmente al cordón de soldadura longitudinal.
La pieza bruta doblada está con preferencia realizada en una aleación metálica elegida entre los aceros al carbono, los aceros inoxidables, y está obtenida a partir de un trapecio metálico presentando dos bordes longitudinales. Para constituir la pieza en bruto, el trapecio metálico está doblado hasta acercar dichos bordes longitudinales suficientemente uno de otro para permitir su ensamblado por soldadura. La pieza en bruto doblada es generalmente de forma cónica y puede presentar una sección circular o poligonal, de 8, 12 o 16 lados.
Según un modo de puesta en práctica particularmente preferido, la etapa de soldadura está realizada en continuo a lo largo del plano de junta, y la etapa de esmerilado del cordón de soldadura longitudinal está igualmente realizada en continuo y en tiempo enmascarado con relación a dicha etapa de soldadura.
Para la puesta en práctica de este procedimiento preferido, la presente invención propone, haciendo referencia a las figuras, una instalación 1 comprendiendo una unidad de soldadura 2 y una unidad de esmerilado 3, así como una mesa de introducción 30 y una mesa de salida 31. La unidad de soldadura 2 está acondicionada para soldar en continuo un plano de junta 4 de una pieza bruta metálica 5 presentando dos bordes longitudinales acercados uno de otro de manera a formar dicho plano de junta 4. Tal unidad de soldadura 2 está por ejemplo fabricada por SAFMATIC. La unidad de soldadura 2 comprende especialmente un pórtico de soldadura 6 a través del cual se desplaza la pieza bruta 5 gracias a unos medios de desplazamiento comprendiendo una pinza hidráulica 7 que mantiene la pieza en bruto 5 y accionada por un carro-tractor móvil 8. La velocidad del carro 8 es regulable, una velocidad de 40m/minuto permitiendo un retorno del carro en tiempo enmascarado. La pinza 7 dispuesta a la extremidad del carro 8 está montada de manera a presentar tres grados de libertad para adaptarse a las deformaciones de la pieza en bruto 5 cuando pasa en el pórtico de soldadura 6. La pinza 7 está dispuesta de manera a no deformar ni marcarla pieza en bruto 5.
El pórtico de soldadura 6 comprende un bastidor 9 coronado por una plataforma 10 sobre la cual están agrupados los generadores de soldadura y el armario de distribución 11. De cada lado del bastidor 9 están previstos unos medios para mantener aproximados los dos bordes longitudinales de la pieza en bruto 5. Estos medios comprenden unos rodillos dispuestos para cerrar la pieza en bruto 5 perpendicularmente a la soldadura y realizados de materia plástica para no marcar la pieza en bruto 5.
En parte central, el bastidor 9 comprende una guía vertical provista de dos rodillos y soportando al menos una cabeza de soldadura 15. Los rodillos vienen en apoyo vertical sobre la pieza en bruto 5 para definir la altura nominal de arco. La cabeza de soldadura 15 es con preferencia una cabeza de soldadura por arco plasma. Es evidente que la soldadura puede igualmente... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un farol de alumbrado público metálico (5’) a partir de una pieza en bruto metálica (5) doblada que tiene generalmente una forma cónica y que presenta una sección circular o poligonal de 8, 12 o 16 lados y dos bordes longitudinales aproximados uno de otro de manera a formar un plano de junta (4) a soldar, comprendiendo dicho procedimiento una etapa de soldadura de dicho plano de junta (4) para formar un cordón de soldadura longitudinal, caracterizado porque comprende, después de la etapa de soldadura, una etapa de esmerilado de dicho cordón de soldadura longitudinal, estando la pieza en bruto metálica (5) y/o el farol (5’) montados móviles en translación, estando la soldadura del plano de junta (4) y/o el esmerilado del cordón de soldadura longitudinal efectuados a medida del avance de dicha pieza en bruto y/o de dicho farol.
2. Procedimiento según la reivindicación 1, caracterizado porque la etapa de soldadura está realizada en continuo a lo largo del plano de junta (4) , y porque la etapa de esmerilado del cordón de soldadura longitudinal está realizada en continuo y en tiempo enmascarado con relación a dicha etapa de soldadura, estando las dos etapas realizadas sobre una misma instalación (1) .
3. Procedimiento, según una cualquiera de las reivindicaciones precedentes, caracterizado porque la soldadura está realizada por un procedimiento por arco plasma.
4. Procedimiento, según una cualquiera de las reivindicaciones precedentes, caracterizado porque el esmerilado está realizado perpendicularmente al cordón de soldadura longitudinal.
5. Procedimiento, según una cualquiera de las reivindicaciones precedentes, caracterizado porque la pieza en bruto doblada metálica (5) está realizada en una aleación metálica elegida entre los aceros al carbono, los aceros inoxidables.
6. Instalación (1) para la fabricación de un farol de alumbrado público metálico (5’) a partir de una pieza en bruto metálica (5) doblada que tiene generalmente una forma cónica y que presenta una sección circular o poligonal de 8, 12 o 16 lados y dos bordes longitudinales aproximados uno de otro de manera a formar un plano de junta (4) a soldar, comprendiendo para la puesta en práctica del procedimiento según la reivindicación 2,
-una unidad de soldadura (2) acondicionada para soldar en continuo dicho plano de junta (4) y formar un cordón de soldadura longitudinal, caracterizada porque comprende:
- una unidad de esmerilado (3) de dicho cordón de soldadura, estando dicha unidad de esmerilado dispuesta a la salida de la unidad de soldadura (2) y acondicionada para esmerilar dicho cordón de soldadura en continuo y en tiempo enmascarado con relación a la soldadura y,
-unos medios de desplazamiento (7, 8) en translación de la pieza en bruto (5) y/o del farol metálico (5’) en las unidades de soldadura (2) y de esmerilado (3) .
7. Instalación (1) según la reivindicación 6, caracterizada porque la unidad de soldadura (2) comprende una cabeza de soldadura (15) por arco plasma.
8. Instalación (1) según una cualquiera de las reivindicaciones 6 y 7, caracterizado porque la unidad de esmerilado
(3) comprende una cinta abrasiva (23) dispuesta perpendicularmente al cordón de soldadura longitudinal.
9. Instalación (1) según una cualquiera de las reivindicaciones 6 a 8, caracterizado porque comprende unos medios para mantener aproximados los dos bordes longitudinales de la pieza en bruto (5) .
10. Instalación (1) según una cualquiera de las reivindicaciones 6 a 9, caracterizada porque comprende unos medios de pilotaje para controlar automáticamente la unidad de soldadura (2) , la unidad de esmerilado (3) , los medios de desplazamientos (7, 8) de la pieza en bruto (5) y/o del farol de alumbrado público soldado (5’) .
Patentes similares o relacionadas:
Sistema de captura de chispas para el uso con un soplete de corte, del 3 de Junio de 2020, de SORKIN, FELIX L.: Un método que comprende: suministrar un segmento de hormigón , y el segmento de hormigón tiene un extremo; extender un filamento […]
Método y sistema para corte de plasma por control numérico mejorado de piezas de una pieza de trabajo, del 16 de Octubre de 2019, de FAGAN, MATTHEW: Un método de corte de plasma de control numérico (CN) mejorado de piezas de una pieza de trabajo, que comprende: generar, en un ordenador, una anidación que sitúa de manera […]
 Sistema y método para el corte por plasma de NC de una tela metálica, del 28 de Agosto de 2019, de FAGAN, MATTHEW: Una máquina cortadora de Control Numérico (NC) para el corte por plasma de una tela metálica , que comprende:
un ordenador que tiene una memoria […]
Sistema y método para el corte por plasma de NC de una tela metálica, del 28 de Agosto de 2019, de FAGAN, MATTHEW: Una máquina cortadora de Control Numérico (NC) para el corte por plasma de una tela metálica , que comprende:
un ordenador que tiene una memoria […]
Aparato para el corte con láser o con plasma de piezas de material laminar, del 6 de Agosto de 2019, de DALLAN S.P.A.: 1. Aparato para el corte con láser o con plasma de piezas de material laminar, que comprende: - una estación de corte , que comprende una primera estructura […]
 Máquina para el mecanizado de separación de piezas de trabajo en forma de placa y su uso, del 31 de Julio de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina para el mecanizado de separación de una pieza de trabajo en forma de placa mediante un rayo de mecanizado , con:
una primera dirección […]
Máquina para el mecanizado de separación de piezas de trabajo en forma de placa y su uso, del 31 de Julio de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina para el mecanizado de separación de una pieza de trabajo en forma de placa mediante un rayo de mecanizado , con:
una primera dirección […]
Máquina para la mecanización separadora de piezas de trabajo en forma de placa y su utilización, del 19 de Junio de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina para la mecanización separadora de una pieza de trabajo en forma de placa mediante un haz de , con: un primer dispositivo […]
Sistema y método para procesar una pieza de trabajo, del 8 de Febrero de 2019, de PEDDINGHAUS CORPORATION (100.0%): Un sistema para procesar una pieza de trabajo , comprendiendo dicho sistema : (A) una superficie de soporte para soportar una pieza […]
Perforación de plasma, del 6 de Febrero de 2019, de Tannpapier GmbH: Proceso para la perforación de plasma de papel de filtro , en que, en la superficie del papel de filtro , es generado un plasma de baja temperatura […]