PROCEDIMIENTO Y MÁQUINA PARA PRODUCIR UN CILINDRO.
Procedimiento para producir un cilindro (1), en el que la superficie (2) del cilindro (1) se lleva mediante un proceso de electro-erosión al contorno deseado,
con una profundidad de rugosidad previamente elegida y un número de picos definido, y al proceso de electro-erosión se conecta posteriormente un proceso de mecanización en fino, caracterizado porque el proceso de mecanización en fino es un proceso de mecanización mecánico con filo geométricamente indeterminado y se lleva a cabo como proceso de lijado de banda, en donde sólo se erosionan los picos superiores debilitados de la superficie de rodillo, de tal modo que por medio de esto el quebrantamiento de picos individuales, por lo demás sobresalientes por encima del valor medio de la profundidad de rugosidad, se impide o se reduce a un mínimo en el proceso de laminado
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05004239.
B23H9/04TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 9/00 Trabajo especialmente adaptado para tratar objetos metálicos particulares o para obtener efectos o resultados particulares sobre objetos metálicos (tratamiento térmico por descarga catódica C21D 1/38). › Tratamiento de superficies de rodillos.
B24B21/02B […] › B24TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 21/00 Máquinas o dispositivos que utilizan bandas o cintas abrasivas para trabajar con muela o pulir (máquinas portátiles con cintas abrasivas B24B 23/06 ); Accesorios a este efecto. › para trabajar con muela superficies simétricas de revolución.
B24B5/16D
Clasificación PCT:
B23H9/04B23H 9/00 […] › Tratamiento de superficies de rodillos.
Clasificación antigua:
B23H9/04B23H 9/00 […] › Tratamiento de superficies de rodillos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
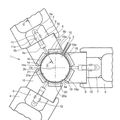
La invención se refiere a un procedimiento para producir un cilindro, en el que la superficie del cilindro se lleva mediante un proceso de electro-erosión al contorno deseado, con una profundidad de rugosidad previamente elegida y un número de picos definido, y al proceso de electro-erosión se conecta posteriormente un proceso de mecanización en fino. Para dotar la superficie de trabajo de un cilindro de un contorno preciso, que se pretende que presente el cilindro en estado de acabado, se conoce del documento GB-A-1 293 576 usar un proceso de electro-erosión de este tipo. Este proceso llamado EDT (Electrical Discharge Texturing) permite un perfilado de alta precisión de la superficie del cilindro, al que se conecta según este estado de la técnica una mecanización mediante una muela abrasiva como mecanización en fino para crear una superficie pulida. En el caso del procedimiento EDT se llega mediante erosión radioeléctrica de la superficie del cilindro a una erosión de material, con la que es posible dotar la superficie de cilindro de una profundidad de rugosidad uniforme elegida previamente (valor medio de rugosidad Ra) y de un número de picos definido. En este procedimiento se lleva un electrodo a una rendija regulada exactamente con relación a la superficie del cilindro. En esta posición un generador con alta frecuencia envía la energía en forma de impulsos erosionadores que, repartidos localmente por el electrodo, conducen a la formación de cráteres. Durante un impulso se forman las partículas conductoras en el dieléctrico para formar un puente dipolar, en cuanto actúa la tensión pulsatoria. Comienza a fluir una corriente, con lo que se calienta sobre la superficie de cilindro un volumen de material en forma de artesa por encima de su punto de fusión y por medio de esto aumenta. En un canal de descarga se forma una burbuja de gas. Si después se desconecta el impulso erosionador, se hunde el canal de descarga, con lo que se lanza hacia fuera el volumen fundido y de este modo se erosiona. Queda atrás una depresión en forma de artesa, con lo que en total se obtiene una estructura difusa con la mayor uniformidad programable posible y tolerancias estrechas. Durante el proceso de laminación se usan los cilindros como herramientas para deformar y texturar el material laminado. Con ello se impulsan los cilindros con una fuerza de laminación para conseguir una deformación del material laminado. Bajo esta carga en las cajas de laminación se modifica el comportamiento de laminación de los cilindros, en especial en los primeros metros de laminación. Ha quedado demostrado que durante este primer funcionamiento de un nuevo cilindro se rompen las picos, que se producen durante el rascado sobre las superficies de cilindro y que sobresalen a una altura excesiva, lo que conduce a abrasión y a impurezas sobre la superficie del material laminado. Estas impurezas son indeseables o dañinas para ulteriores procesos de deformación y recubrimiento, y conducen a considerables desechos de material y a una complejidad adicional durante la mecanización ulterior. Por ello es habitual o necesario de que a la electro-erosión se conecte un proceso que garantice una mejora ulterior de la superficie de cilindro. Con ello se mecaniza el cilindro por fuera de la máquina de texturado EDT ya sea mediante cepillos y/o mediante un tratamiento químico (cauterización), de tal modo que se mecanice posteriormente la montaña superficial. Los picos de la estructura rugosa se rompen literalmente. Para esto se lleva el cilindro a una máquina adicional (para los cepillos) o a un baño químico (para la cauterización). Esto representa una complejidad de trabajo nada despreciable y de este modo a unos costes de fabricación correspondientes. Asimismo es desventajoso que durante la mecanización mediante cepillos no exista ninguna condición de mecanización definida, lo que es negativo para la capacidad de reproducción del proceso. Además de esto el proceso post-conectado representa un modo de proceder que casi no puede automatizarse y con ello influye negativamente en todo el proceso de fabricación de la producción de cilindros. Por ello la invención se ha impuesto la tarea de crear un procedimiento con el que pueda simplificarse el proceso de fabricación para cilindros. En especial los cilindros producidos deben destacar por un comportamiento de adaptación óptimo, de tal modo que se eviten los inconvenientes antes citados. Esta tarea es resuelta conforme a la invención mediante un procedimiento según la reivindicación 1. De forma ventajosa se erosiona desde la superficie del cilindro mediante el proceso de mecanización en fino, medido en la dirección radial del cilindro, un valor de entre 1,0 µm y 20 µm de material. Aparte de esto no se modifica fundamentalmente, de forma preferida, el valor medio de rugosidad de la superficie del cilindro al llevar a cabo el proceso de mecanización en fino. Con la solución propuesta se consiguen simultáneamente varias ventajas: Es posible adaptar el proceso de mecanización en fino post-conectado al texturado EDT (electro-erosión radioeléctrica), de forma en gran medida reproducible, a aquellas características que se pretende que presente la 2 superficie del cilindro después del proceso de mecanización en fino. Durante la mecanización posterior mediante una instalación de lijado de banda, en el que la banda de lijado esté dotada de material abrasivo, por ejemplo corindón o nitruro de boro, con un tamaño de grano medio de entre 0,1 µm y 100 µm, pueden elegirse libremente o controlarse por CNC todos los parámetros de mecanización fundamentales. Esto es aplicable a la velocidad de avance de la banda de lijado utilizada, al granulado elegido de la banda de lijado, a la dureza del rodillo de apriete con el que se aprieta la banda de lijado sobre la superficie de cilindro, a la fuerza de apriete con la que se presiona el rodillo de apriete contra la superficie de cilindro y al número de revoluciones de cilindro. Los cilindros texturados pueden calibrarse de este modo exactamente según el nivel de parte sustentadora deseado. Se garantiza una elevada seguridad de procesamiento. De este modo se hace posible una superficie de cilindro uniforme, sin preparación, con una mayor parte sustentadora y una mayor resistencia al desgaste de ello resultante en el proceso de laminación. El quebrantamiento de picos individuales, por lo demás sobresalientes por encima del valor medio de la profundidad de rugosidad, se impide por medio de esto o se reduce a un mínimo. Todo el proceso para la mecanización de la superficie de cilindro puede automatizarse por completo. Los costes de fabricación pueden reducirse notablemente en comparación con procedimientos habituales hoy en día. Es además ventajoso que se mantenga la estructura límite con las máximas profundidades de rugosidad, de tal modo que el valor de rugosidad (Ra) permanezca invariable y sólo se erosionen los picos superiores indeseados, debilitados. Por medio de esto no se produce ninguna modificación geométrica sobre la pieza de trabajo a laminar y se consigue, en condiciones de producción, un comportamiento constante de la superficie de cilindro. Los cilindros así mecanizados no necesitan ninguna fase de adaptación en el proceso de laminación y en especial a su inicio. No se rompe en especial ningún micro-pico sobre la superficie de cilindro, lo que conduce a una abrasión y una suciedad menores sobre el material laminado y a un mayor tiempo de permanencia del cilindro en el proceso. De las reivindicaciones se deducen particularidades y detalles adicionales de la invención. Aquí muestran: la figura 1 la vista lateral de una máquina de mecanización dibujada en parte esquemáticamente para la mecanización de un cilindro; la figura 2 la misma representación que en la figura 1 con representación de una unidad de mecanización en fino; la figura 3 una representación aumentada de la máquina de mecanización en fino conforme a la figura 2; y la figura 4 la vista A conforme a la figura 3. ES 2 367 642 T3 En las figuras se ha representado una máquina de mecanización 7, con la que puede fabricarse un cilindro 1. Para la mecanización en la máquina de mecanización 7 se trata de dotar con precisión la superficie 2 del cilindro 1 de su contorno final. Con este fin el cilindro llega ya en gran medida previamente mecanizado y tratado superficialmente (revenido) a la máquina de mecanización 7. Como puede verse en la figura 1 sólo de forma muy esquematizada, la máquina de mecanización 7 presenta una unidad de electro-erosión 3, en donde en la figura 1 se han representado varios electrodos 8. Mediante los electrodos 8 se lleva a cabo el procedimiento EDT (procedimiento de erosión radioeléctrica). Con ello se realiza una erosión de material sobre la superficie 2 del cilindro 1, y precisamente de un modo... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para producir un cilindro (1), en el que la superficie (2) del cilindro (1) se lleva mediante un proceso de electro-erosión al contorno deseado, con una profundidad de rugosidad previamente elegida y un número de picos definido, y al proceso de electro-erosión se conecta posteriormente un proceso de mecanización en fino, 5 caracterizado porque el proceso de mecanización en fino es un proceso de mecanización mecánico con filo geométricamente indeterminado y se lleva a cabo como proceso de lijado de banda, en donde sólo se erosionan los picos superiores debilitados de la superficie de rodillo, de tal modo que por medio de esto el quebrantamiento de picos individuales, por lo demás sobresalientes por encima del valor medio de la profundidad de rugosidad, se impide o se reduce a un mínimo en el proceso de laminado. 10 2. Procedimiento según la reivindicación 1, caracterizado porque se erosiona desde la superficie (2) del cilindro (1) mediante el proceso de mecanización en fino, medido en la dirección radial del cilindro (1), un valor de entre 1,0 µm y 20 µm de material. ES 2 367 642 T3 3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el valor medio de rugosidad (Ra) de la superficie (2) del cilindro (1) permanece fundamentalmente invariable durante el proceso de mecanización en fino. 6 ES 2 367 642 T3 7 ES 2 367 642 T3 8 ES 2 367 642 T3 9
Patentes similares o relacionadas:
Instalación y procedimiento de fabricación de un farol de alumbrado público metálico soldado, del 13 de Noviembre de 2013, de Conimast International (SAS): Procedimiento de fabricación de un farol de alumbrado público metálico (5') a partir de una pieza en bruto metálica doblada que tiene generalmente […]
DISPOSITIVO DE PRESIÓN PARA ELEMENTOS DE CORTE, ASÍ COMO DISPOSITIVO Y PROCEDIMIENTO PARA EL ACABADO DE SUPERFICIES PERIFÉRICAS DE PARTES CILÍNDRICAS DE PIEZAS DE TRABAJO, del 26 de Diciembre de 2011, de NAGEL MASCHINEN- UND WERKZEUGFABRIK GMBH: Dispositivo de presión para la presión de elementos de corte contra superficies periféricas de partes de pieza de trabajo esencialmente […]
DISPOSITIVO DE SUPERACABADO Y PROCEDIMIENTO CORRESPONDIENTE, del 1 de Marzo de 2009, de SOCIETE DES PROCEDES ET MACHINES SPECIALS: Dispositivo de superacabado y procedimiento correspondiente.#Dispositivo de superacabado superficial de una pieza a mecanizar, en especial una pieza cilíndrica, […]
UTILAJE PARA EL ACABADO POR CINTA ABRASIVA DE MUÑONES CILINDRICOS CON CONTROL DEL DIAMETRO DE ESTOS., del , de SOCIETE PROCEDES MACHINES SPECIALES S.P.M.S.: HERRAMIENTA PARA LA APLICACION DE BANDA ABRASIVA SOBRE UNA MAQUINA DE MECANIZADO POR REVESTIMIENTO DE SUPERFICIES CILINDRICAS, QUE COMPRENDE, PARA CADA SUPERFICIE A MECANIZAR, […]
MAQUINA DE SUPERACABADO DE SUPERFICIES CILINDRICAS., del 16 de Noviembre de 1999, de AÑABER, S.L.: 1. MAQUINA DE SUPERACABADO DE SUPERFICIES CILINDRICAS A INSTALAR PREFERENTEMENTE EN MAQUINAS ADICIONALES, TORNOS O RECTIFICADORAS Y QUE TRABAJA CON MICROABRASIVO […]
METODO Y APARATO PARA SOMETER A OPERACIONES DE ACABADO COMO ESMERILADOO SIMILAR CUERPOS DE REVOLUCION COMO OLLAS O SIMILARES., del 16 de Marzo de 1998, de GRILLI, LUCIO: UN METODO PARA SOMETER A OPERACIONES DE ACABADO, COMO ESMERILADO O SIMILARES UN CUERPO DE REVOLUCION COMO UNA OLLA O SIMILAR COMPRENDE EL EMPLEO DE POR […]
MAQUINA DE MECANIZADO POR ABRASIVO DE PIEZAS CILINDRICAS., del 16 de Diciembre de 1995, de MECALOIR TECHNOLOGIES: MAQUINA DE MECANIZADOR POR ABRASIVO DE PIEZAS CILINDRICAS, SOBRE LA QUE LAS PIEZAS A MECANIZAR SON ARRASTRADAS EN ROTACION Y EN TRANSLACION AXIAL POR MEDIOS DE SOPORTE Y […]
MAQUINA DE MECANIZADO CON BANDA ABRASIVA DE APOYOS CILINDRICOS EN PIEZAS, del 16 de Octubre de 2007, de SOCIETE DES PROCEDES MACHINES SPECIALES: Máquina para el mecanizado por banda abrasiva de apoyos cilíndricos en piezas, especialmente pivotes y/o muñequillas en cigüeñales, que comprende para el mecanizado […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 DISPOSITIVO DE SUPERACABADO Y PROCEDIMIENTO CORRESPONDIENTE, del 1 de Marzo de 2009, de SOCIETE DES PROCEDES ET MACHINES SPECIALS: Dispositivo de superacabado y procedimiento correspondiente.#Dispositivo de superacabado superficial de una pieza a mecanizar, en especial una pieza cilíndrica, […]
DISPOSITIVO DE SUPERACABADO Y PROCEDIMIENTO CORRESPONDIENTE, del 1 de Marzo de 2009, de SOCIETE DES PROCEDES ET MACHINES SPECIALS: Dispositivo de superacabado y procedimiento correspondiente.#Dispositivo de superacabado superficial de una pieza a mecanizar, en especial una pieza cilíndrica, […]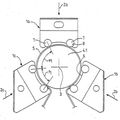 MAQUINA DE MECANIZADO CON BANDA ABRASIVA DE APOYOS CILINDRICOS EN PIEZAS, del 16 de Octubre de 2007, de SOCIETE DES PROCEDES MACHINES SPECIALES: Máquina para el mecanizado por banda abrasiva de apoyos cilíndricos en piezas, especialmente pivotes y/o muñequillas en cigüeñales, que comprende para el mecanizado […]
MAQUINA DE MECANIZADO CON BANDA ABRASIVA DE APOYOS CILINDRICOS EN PIEZAS, del 16 de Octubre de 2007, de SOCIETE DES PROCEDES MACHINES SPECIALES: Máquina para el mecanizado por banda abrasiva de apoyos cilíndricos en piezas, especialmente pivotes y/o muñequillas en cigüeñales, que comprende para el mecanizado […]