Herramienta de mecanizado.
Herramienta de mecanizado (9) para el mecanizado con arranque devirutas de materiales,
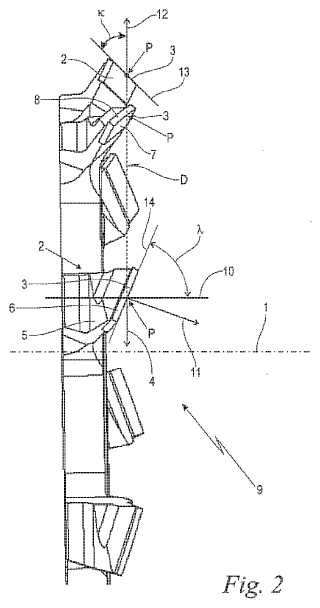
en particular para trabajar madera o materialessimilares a la madera, metales, plásticos y/o materiales compuestos,prevista para el accionamiento giratorio alrededor de un eje de rotación(1), que incluye una serie de cuchillas (2) con borde de corte (3) y almenos un punto (P) en el borde de corte (3), describiendo los bordes decorte (3), debido a su rotación alrededor del eje de rotación (1), un perfilde trayectoria circular (13) que rodea el eje de rotación (1), estandoprevisto un plano de rotación (D) que contiene el punto (P) y que seextiende perpendicularmente con respecto al eje de rotación (1), estandoprevisto un plano de sección transversal (E) de la cuchilla (2) quecontiene el punto (P) y que en el punto (P) es perpendicular al borde decorte (3), presentando el borde de corte (3) en el punto (P) y en el planode sección transversal (E) un ángulo de despulla (α), un ángulo de ataque(β) y un ángulo de corte ortogonal (γ), formando el borde de corte (3) en elpunto (P) un ángulo axial (λ) con respecto al eje de rotación (1), formandoel perfil de trayectoria circular (13) en el punto (P) un ángulo de ajuste (κ)con respecto al plano de rotación (D), presentando el borde de corte (3)en el punto (P) y en el plano de rotación (D) un ángulo de despullaefectivo (αefect), un ángulo de ataque efectivo (βefect) y al ángulo de corteortogonal efectivo (γefect),
caracterizada porque el ángulo de despulla (α) es ≤ 0º, estandoadaptados entre sí el ángulo axial (λ) y el ángulo de ajuste (κ) de tal modoque el ángulo de despulla efectivo (αefect) sea ≥ 0º.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11000795.
Solicitante: Ledermann GmbH & Co. KG.
Nacionalidad solicitante: Alemania.
Dirección: Willi-Ledermann-Strasse 1 72160 Horb ALEMANIA.
Inventor/es: Dressler,Martin Dr.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23C5/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 5/00 Herramientas de fresado (para tallar dientes de engranaje B23F 21/12). › Fresas planas, es decir, aquéllas que no tienen más que una superficie de corte prácticamente plana, o principalmente una superficie plana.
- B23C5/08 B23C 5/00 […] › Fresas en forma de disco.
- B23C5/18 B23C 5/00 […] › con elementos cortantes o dientes fijos de manera permanente.
- B27G13/08 B […] › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27G MAQUINAS ACCESORIAS O APARATOS PARA TRABAJAR LA MADERA O MATERIALES SIMILARES; HERRAMIENTAS PARA TRABAJAR LA MADERA O MATERIALES SIMILARES (herramientas para trabajar con muela B24D; herramientas para aserrar B27B 33/00; herramientas para máquinas de entallar o mortajar B27F 5/02; herramientas para fabricar serrín, virutas, polvo o productos similares B27L 11/00 ); DISPOSITIVOS DE SEGURIDAD PARA MÁQUINAS O HERRAMIENTAS PARA EL TRABAJO DE LA MADERA. › B27G 13/00 Conjuntos de portaherramientas y de herramientas; Otras herramientas dotadas de movimiento rotativo especialmente adaptadas al trabajo de la madera o materiales similares (B27G 15/00, B27G 17/00 tienen prioridad). › en forma de disco; Fresas para madera (B27G 13/12 tiene prioridad).
PDF original: ES-2436243_T3.pdf
Fragmento de la descripción:
HERRAMIENTA DE MECANIZADO
La invención se refiere a una herramienta de mecanizado para el mecanizado con arranque de virutas de materiales, en particular para trabajar madera o materiales similares a la madera, metales, plásticos y/o materiales compuestos.
Las herramientas para el mecanizado con arranque de virutas de materiales tienen una vida útil restringida, que está limitada por el estado de los bordes de corte de sus cuchillas. Un factor esencial para influir en la vida útil es el ángulo de ataque del borde de corte. Un ángulo de ataque lo más grande posible aumenta la vida útil y conduce a una mayor resistencia de la cuchilla a la pérdida de filo y las roturas.
Sin embargo, no se puede elegir un ángulo de ataque de cualquier tamaño, ya que está limitado por la influencia de otros factores. Muchos materiales no se pueden mecanizar o solo se pueden mecanizar difícilmente con ángulos de corte ortogonal pequeños. En el caso de la madera y los materiales de madera, los ángulos de corte ortogonal demasiado pequeños conducen a una mala calidad superficial, por lo que se ha de elegir un ángulo de corte ortogonal positivo suficientemente grande.
De acuerdo con el estado actual de la técnica, por ejemplo de acuerdo con el documento EP 2 119 520 A1, el ángulo de despulla también se realiza positivamente con una magnitud suficientemente grande, ya que en otro caso el flanco de la cuchilla genera unas fuerzas de rozamiento considerables en la pieza de trabajo a mecanizar con arranque de viruta. Además, el contacto del flanco con la pieza de trabajo impide una penetración limpia del borde de corte en el material a mecanizar con arranque de viruta.
De acuerdo con una definición generalmente válida, la geometría de una cuchilla o de su borde de corte está determinada por el ángulo de despulla, el ángulo de ataque y el ángulo de corte ortogonal, midiéndose estos tres ángulos en un plano que contenga un punto en el borde de corte y se extienda en este punto perpendicularmente con respecto al borde de corte. El ángulo de despulla, el ángulo de ataque y el ángulo de corte ortogonal suman en total 90º. Debido al requisito de un ángulo de corte ortogonal positivo grande y un ángulo de despulla también positivo, y de una suma del ángulo de despulla, ángulo de corte ortogonal y ángulo de ataque igual a 90º, es evidente que el ángulo de ataque restante ha de ser claramente menor de 90º y su magnitud es limitada.
Por consiguiente, es necesario llegar a una solución intermedia. Una reducción del ángulo de ataque puede mejorar el resultado de mecanizado con arranque de virutas debido al mayor ángulo de corte ortogonal que esto implica y en caso dado también el mayor ángulo de despulla que esto implica. Pero al mismo tiempo esto también conduce a un mayor peligro de rotura de la cuchilla durante el mecanizado del material y a un embotamiento más rápido del borde de corte. A la inversa, un aumento del ángulo de ataque mejora la vida útil, pero al mismo tiempo el resultado del mecanizado con arranque de virutas puede ser peor debido al menor ángulo de corte ortogonal y/o el menor ángulo de despulla. Entre las dos tendencias opuestas arriba mencionadas se ha de llegar a una solución intermedia cuyo resultado no siempre es satisfactorio.
La invención tiene por objetivo proponer una herramienta para el mecanizado con arranque de virutas de materiales, con una mayor vida útil y al mismo tiempo un mejor resultado del mecanizado con arranque de virutas.
Este objetivo se logra mediante una herramienta de mecanizado con las características indicadas en la reivindicación 1.
La invención parte en primer lugar de la base de que el ángulo de despulla, el ángulo de ataque y el ángulo de corte ortogonal se miden en un plano de sección transversal de la cuchilla que se extiende en un punto del borde de corte perpendicularmente al borde de corte. El ángulo de ataque determinado en dicho plano de sección transversal actúa como medida de la resistencia del borde de corte.
Sin embargo, de acuerdo con la invención los bordes de corte también están dispuestos de tal modo que se forman un ángulo axial y un ángulo de ajuste. Para determinar el resultado de corte o de mecanizado con arranque de virutas, a partir del eje axial resulta un sistema de coordenadas diferente que no se encuentra en el plano de sección transversal de las cuchillas, sino en el plano de rotación. Medidos en el plano de rotación se forman un ángulo de despulla efectivo, un ángulo de ataque efectivo y un ángulo de corte ortogonal efectivo diferentes a los ángulos de despulla, ataque y corte ortogonal arriba mencionados. Sin embargo, los ángulos efectivos arriba mencionados son los que producen el resultado de corte o de mecanizado con arranque de virutas.
Sobre esta base, la invención parte del conocimiento de que, en contra de la doctrina del estado actual de la técnica, mediante una adaptación mutua adecuada del ángulo axial y el ángulo de ajuste se puede elegir un ángulo de despulla de magnitud cero o negativa. La interacción entre el ángulo axial y el ángulo de ajuste hace que, incluso en caso de un ángulo de despulla negativo, el ángulo de despulla efectivo sea igual a cero o incluso positivo.
Como resultado de ello, gracias al ángulo de despulla con una magnitud cero o con una magnitud negativa se puede formar un ángulo de ataque claramente mayor que el que era posible hasta ahora. Esto aumenta la vida útil del borde de corte debido a la menor tendencia al embotamiento y a la menor tendencia a la rotura. Al mismo tiempo, dado que el ángulo de despulla efectivo que actúa en el plano de rotación es ≥ 0, la ampliación del ángulo de ataque no influye negativamente en el resultado del corte o del mecanizado con arranque de virutas. Además, debido al ángulo de ataque ampliado en el plano de sección transversal, también queda más espacio libre para ampliar igualmente el ángulo de corte ortogonal efectivo con el fin de mejorar el resultado del corte.
Puede resultar conveniente que el ángulo de despulla medido en el plano de sección transversal de la cuchilla sea igual a cero. En un perfeccionamiento ventajoso es < 0º, preferentemente tiene un valor entre -1º y -10º, ambos inclusive, y en particular es al menos aproximadamente igual a -6º.
Según un perfeccionamiento ventajoso, el ángulo axial tiene un valor entre 55º inclusive y < 90º, preferentemente entre 60º y 80º, ambos inclusive, y en particular es igual a aproximadamente 70º, teniendo el ángulo de ajuste un valor entre 20º y 70º, ambos inclusive, y en particular entre 30º y 60º, ambos inclusive.
A partir de los datos angulares arriba mencionados resultan claras diferencias entre los ángulos medidos en el plano de sección transversal de la cuchilla y los ángulos efectivos medidos en el plano de rotación. En consecuencia se puede elegir un ángulo de ataque comparativamente mayor que aumente la vida útil. Al mismo tiempo, en el plano de rotación relevante para el resultado del corte, el ángulo de ataque efectivo y el ángulo de corte ortogonal efectivo se pueden ajustar o formar con magnitudes positivas suficientemente grandes para obtener un buen resultado del corte.
Puede resultar conveniente formar el ángulo de ataque, medido en el plano de sección transversal de la cuchilla y relevante para la vida útil, con una magnitud < 90º, usual de acuerdo con el estado actual de la técnica, en cuyo caso será posible ajustar un ángulo de corte ortogonal efectivo y/o un ángulo de despulla efectivo positivos muy grandes, medidos en el plano de rotación. Ventajosamente, el ángulo de ataque medido en el plano de sección transversal de la cuchilla es ≥ 90º, preferentemente tiene un valor entre 90º y 110º, ambos inclusive, y en particular es igual a aproximadamente 100º. De este modo se logra una mejora considerable de la vida útil de la cuchilla y al mismo tiempo es posible ajustar un ángulo de corte ortogonal y un ángulo de despulla suficientemente grandes para obtener un buen resultado del corte.
En determinadas configuraciones de la herramienta de mecanizado, por ejemplo con un ángulo de ajuste constante a lo largo de los bordes de corte para producir por ejemplo un bisel, pero también en caso de un perfilado de los bordes de corte con ángulos de ajuste variables en una magnitud no demasiado grande a lo largo de los bordes de corte, para producir una superficie de mecanizado con arranque de virutas perfilada, puede resultar ventajoso que el borde de corte presente a lo largo de toda su longitud en todos los puntos un ángulo de despulla ≤ 0º y un ángulo de despulla efectivo ≥ 0º. En este caso se obtienen las ventajas arriba descritas... [Seguir leyendo]
Reivindicaciones:
1. Herramienta de mecanizado (9) para el mecanizado con arranque de virutas de materiales, en particular para trabajar madera o materiales similares a la madera, metales, plásticos y/o materiales compuestos, prevista para el accionamiento giratorio alrededor de un eje de rotación (1) , que incluye una serie de cuchillas (2) con borde de corte (3) y al menos un punto (P) en el borde de corte (3) , describiendo los bordes de corte (3) , debido a su rotación alrededor del eje de rotación (1) , un perfil de trayectoria circular (13) que rodea el eje de rotación (1) , estando previsto un plano de rotación (D) que contiene el punto (P) y que se extiende perpendicularmente con respecto al eje de rotación (1) , estando previsto un plano de sección transversal (E) de la cuchilla (2) que contiene el punto (P) y que en el punto (P) es perpendicular al borde de corte (3) , presentando el borde de corte (3) en el punto (P) y en el plano de sección transversal (E) un ángulo de despulla (%) , un ángulo de ataque (#) y un ángulo de corte ortogonal (∃) , formando el borde de corte (3) en el punto (P) un ángulo axial (∀) con respecto al eje de rotación (1) , formando el perfil de trayectoria circular (13) en el punto (P) un ángulo de ajuste (!) con respecto al plano de rotación (D) , presentando el borde de corte (3) en el punto (P) y en el plano de rotación (D) un ángulo de despulla efectivo (%efect) , un ángulo de ataque efectivo (#efect) y al ángulo de corte ortogonal efectivo (∃efect) , caracterizada porque el ángulo de despulla (%) es ≤ 0º, estando adaptados entre sí el ángulo axial (∀) y el ángulo de ajuste (!) de tal modo que el ángulo de despulla efectivo (%efect) sea ≥ 0º.
2. Herramienta de mecanizado según la reivindicación 1, caracterizada porque el ángulo de despulla (%) es < 0º, preferentemente tiene un valor entre -1º y -10º, ambos inclusive, y en particular es al menos aproximadamente igual a -6º.
3. Herramienta de mecanizado según la reivindicación 1 o 2, caracterizada porque el ángulo axial (∀) tiene un valor entre 55º inclusive y < 90º, preferentemente entre 60º y 80º, ambos inclusive, y en particular es igual a aproximadamente 70º, y porque el ángulo de ajuste (!) tiene un valor entre 20º y 70º, ambos inclusive, y en particular entre 30º y 60º, ambos inclusive.
4. Herramienta de mecanizado según una de las reivindicaciones 1 a 3, caracterizada porque el ángulo de ataque (#) es ≥ 90º, preferentemente tiene un valor entre 90º y 110º, ambos inclusive y en particular tiene un valor de aproximadamente 100º.
5. Herramienta de mecanizado según una de las reivindicaciones 1 a 4, caracterizada porque el borde de corte (3) presenta a lo largo de toda su longitud en todos los puntos (P) un ángulo de despulla (%) ≤ 0º y un ángulo de despulla efectivo (%efect) ≥ 0º.
6. Herramienta de mecanizado según una de las reivindicaciones 1 a 4, caracterizada porque los bordes de corte (3) de las cuchillas (2) están conformadas para configurar un perfil de trayectoria circular (13) con un perfilado diferente de la forma cónica, presentando el borde de corte (3) un ángulo de despulla (%) ≤ 0º y un ángulo de despulla efectivo (%efect) ≥ 0º únicamente en los puntos (P) situados a lo largo de una sección parcial del borde de corte (3) .
7. Herramienta de mecanizado según una de las reivindicaciones 1 a 6, caracterizada porque los bordes de corte (3) de las cuchillas (2) están perfilados con forma abombada de tal modo que se extienden a todo lo largo de su longitud en un perfil de trayectoria circular común (13) , en particular en un cono circular de trayectoria común.
8. Herramienta de mecanizado según una de las reivindicaciones 1 a 7,
caracterizada porque la herramienta de mecanizado (9) incluye un cuerpo base (5) y, separadas de éste, unas cuchillas (2) realizadas en forma de placas de corte (6) de un material de corte de alta dureza, en particular de metal duro, cerámica de corte, diamante monocristalino, DPC o CVD.
Patentes similares o relacionadas:
Cabezal de fresado, del 13 de Mayo de 2020, de URBAN GMBH & CO. MASCHINENBAU KG: Cabezal de fresado que comprende dos fresas (1, 1a, 1b), donde las fresas (1, 1a, 1b) comprenden para el mecanizado con arranque de virutas de piezas […]
Herramienta de disco e inserto de corte para la misma, del 18 de Marzo de 2020, de Gebr. Lennartz GmbH & Co. KG: Herramienta de disco , en particular fresa de disco o sierra de disco con - un cuerpo base en forma de disco, que en la zona de su superficie envolvente […]
Un sistema de corte para el fresado de perfiles, del 11 de Diciembre de 2019, de LSAB Sverige AB: Un sistema de corte para el fresado de perfiles, el sistema de corte que comprende: un cabezal de corte cilíndrico proporcionado con una ranura (11, […]
Máquina para cortar y biselar barras y métodos de corte y acabado, del 20 de Noviembre de 2019, de Landgraf S.r.l: Máquina de corte para las barras de corte que comprende un armazón de base en el que se define un eje horizontal (X-X) de una barra, y una unidad […]
Miembro de corte, del 17 de Abril de 2019, de Gershon System Ltd: Un elemento (10,500; 10,500'; 10,500''; 10,900; 10,900') de corte para su uso en una operación de corte que comprende: - un borde (10,532; 10,532'; 10,532''; […]
 Herramienta de corte e inserto de corte que tiene un orificio de retención con partes de retención separadas entre sí, del 4 de Abril de 2018, de ISCAR LTD.: Una herramienta de corte que comprende un cuerpo de herramienta con al menos una superficie de asiento, al menos un inserto de corte, y al menos […]
Herramienta de corte e inserto de corte que tiene un orificio de retención con partes de retención separadas entre sí, del 4 de Abril de 2018, de ISCAR LTD.: Una herramienta de corte que comprende un cuerpo de herramienta con al menos una superficie de asiento, al menos un inserto de corte, y al menos […]
Cortador de ranura e insertos para la misma, del 22 de Noviembre de 2017, de Greenleaf Technology Corporation: Un inserto que comprende: una cara de corte y una pared posterior; un borde de corte, en donde una primera región del […]
Herramienta de corte con disposición para ajustar la posición axial, del 11 de Enero de 2017, de ISCAR LTD.: Una herramienta de corte que tiene un eje de rotación (R) y que comprende: un cuerpo de la fresa, que tiene dos superficies laterales […]