Herramienta de mecanización.
Herramienta de mecanización (14) para la mecanización de materiales por arranque de viruta,
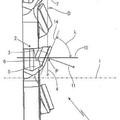
en particular para madera o materiales similares a la madera, metales, plásticos y/o materiales compuestos, prevista para el accionamiento giratorio alrededor de un eje de giro (1) y que comprende al menos una hilera (17, 18, 19), dispuesta en la dirección periférica, de cuchillas individuales (2, 2', 2") con filos de corte (3, 3', 3") que se solapan al menos parcialmente, presentando los filos de corte (3, 3', 3") un ángulo de ataque (ß) y hallándose los mismos en un ángulo de eje (A1, A1', A2) con respecto al eje de giro (1), caracterizada porque el ángulo de eje (A1, A1', A2) se encuentra en un intervalo de igual a 55º hasta inferior a 90º y porque el ángulo de ataque (ß) es ≥55º.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10000837.
Solicitante: Ledermann GmbH & Co. KG.
Nacionalidad solicitante: Alemania.
Dirección: Willi-Ledermann-Strasse 1 72160 Horb ALEMANIA.
Inventor/es: Dressler,Martin Dr.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23C5/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 5/00 Herramientas de fresado (para tallar dientes de engranaje B23F 21/12). › Fresas cilíndricas, es decir, fresas con una superficie de corte esencialmente cilíndrica o cónica, de longitud apreciable (B23C 5/10 tiene prioridad).
- B27G13/08 B […] › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27G MAQUINAS ACCESORIAS O APARATOS PARA TRABAJAR LA MADERA O MATERIALES SIMILARES; HERRAMIENTAS PARA TRABAJAR LA MADERA O MATERIALES SIMILARES (herramientas para trabajar con muela B24D; herramientas para aserrar B27B 33/00; herramientas para máquinas de entallar o mortajar B27F 5/02; herramientas para fabricar serrín, virutas, polvo o productos similares B27L 11/00 ); DISPOSITIVOS DE SEGURIDAD PARA MÁQUINAS O HERRAMIENTAS PARA EL TRABAJO DE LA MADERA. › B27G 13/00 Conjuntos de portaherramientas y de herramientas; Otras herramientas dotadas de movimiento rotativo especialmente adaptadas al trabajo de la madera o materiales similares (B27G 15/00, B27G 17/00 tienen prioridad). › en forma de disco; Fresas para madera (B27G 13/12 tiene prioridad).
PDF original: ES-2384026_T3.pdf
Fragmento de la descripción:
Herramienta de mecanización.
La presente invención se refiere a una herramienta de mecanización para la mecanización de materiales por arranque de viruta, en particular para madera o materiales similares a la madera, metales, plásticos y/o materiales compuestos, del tipo indicado en el preámbulo de la reivindicación 1.
En la mecanización por arranque de viruta de material se persigue una superficie lisa sin necesidad de acabado, para lo cual debe optimizarse la geometría de las cuchillas de la herramienta de mecanización. Sin embargo, especialmente en la mecanización de materiales de madera o similares, se observan distintos efectos desventajosos que merman la calidad de la superficie mecanizada. Por ejemplo, cuando se arrancan virutas de madera se produce el denominado "desgarre". Al eliminar una viruta en la dirección de las fibras, delante de la cuchilla se genera ladenominada rotura de desgarre. Ésta facilita la mecanización y prolonga la duración de la cuchilla, pero también hace que la superficie quede áspera, lo cual no es deseable. Además, tras la separación puede producirse una reubicación de las fibras de la pieza de trabajo.
Para lograr una superficie lisa y sin necesidad de acabado, dentro de lo posible y a pesar de estos efectos, el filo de corte de la herramienta debe ser redondeado y tener un pequeño ángulo de ataque. Sin embargo, en particular el ángulo de ataque está sujeto a la limitación de que, para distintos materiales de cuchilla, no puede ser inferior a un valor determinado. Ya al principio de la mecanización, si el ángulo de ataque es demasiado pequeño el filo de corte se hace más romo, haciéndose más redondeado, y/o se producen roturas en dicho filo de corte, por lo que se consigue la calidad de corte necesaria.
Otro factor muy influyente es el material a mecanizar. Así, por ejemplo, con la madera tipo "meranti" empleada especialmente en marcos para ventanas, se produce un desgaste de las cuchillas aproximadamente cincuenta veces mayor que cuando se arrancan virutas de pícea.
Por tanto, con el fin de, por una parte debido al desgaste, no emplear un ángulo de ataque demasiado pequeño y, para proporcionar una gran calidad superficial, no emplear un ángulo de ataque demasiado grande, habitualmente se emplea acero de corte rápido con ángulos de ataque entre 30º y 45º y metales duros con ángulos de ataque entre 40º y 55º. No pueden emplearse materiales de cuchilla más duros con ángulos de ataque mayores.
Otro factor que influye en el resultado del arranque de virutas es el ángulo entre el eje sobre el que se dispone el filo de corte y e el eje de giro o a la dirección de su movimiento giratorio. Según el estado actual de la técnica, en este caso se considera problemático el que, debido a la posición inclinada de las cuchillas, no sólo se produzcan fuerzas de reacción en la dirección del movimiento giratorio, sino también perpendicularmente a ésta, en dirección axial. Para resolver este problema en el documento WO 2008/113314 A1 se describe una fresa cilíndrica donde unas placas de corte de metal duro se orientan por secciones con distintos ángulos de eje, de manera que las fuerzas axiales que se producen durante el proceso de fresado en las distintas secciones se anulan entre sí lo máximo posible. Sin embargo, con esto no se soluciona el problema del desgaste de las cuchillas y de la calidad superficial, por lo que han de emplearse cuchillas con los ángulos de ataque usuales dentro de los límites arriba descritos. Del documento US 5 947 649 se conoce una herramienta de mecanización según el preámbulo de la reivindicación 1.
La invención tiene por objeto perfeccionar una herramienta de mecanización de este tipo de manera que, además de lograrse un resultado mejorado en cuanto a la superficie, se produzca un menor desgaste.
Este objeto se logra mediante una herramienta de mecanización con las características de la reivindicación 1.
De acuerdo con la invención, se propone que los ángulos de eje de las distintas cuchillas se hallen dentro del intervalo igual a 55º e inferior a 90º y que los ángulos de ataque de estas cuchillas sean º 55º, ventajosamente en el intervalo de 55º a 80º, ambos inclusive. Preferentemente los ángulos de eje se encuentran en un intervalo de 60º a 80º, ambos inclusive, en particular son de aproximadamente 70º.
Mediante la disposición según la invención se consigue que, gracias a su gran ángulo de eje, los filos de corte no incidan sobre la pieza de trabajo perpendicularmente, sino a modo de corte de descortezamiento. De este modo ya no se produce un fresado en el sentido clásico, sino que el material se exfolia con una componente direccional esencialmente perpendicular a la dirección del movimiento giratorio. A pesar de que el ángulo de ataque es mucho mayor que los ángulos de ataque usuales para las tareas de mecanización, en el plano de corte del descortezamiento mencionado el ángulo de ataque efectivo, el ángulo de incidencia efectivo y el ángulo de corte efectivo, que se compone de los dos ángulos antes mencionados, se hacen considerablemente menores. De este modo se reduce el desgarre al mínimo. Se evita la reubicación de las fibras de la pieza de trabajo tras la separación, con lo que en el arranque de virutas se consiguen superficies lisas y sin necesidad de acabado. Además se necesita menos energía de corte, lo que también resulta ventajoso para otros materiales distintos a la madera. Sin embargo, para el desgaste del filo de corte no es decisivo el ángulo de ataque efectivo antes mencionado, medido en la dirección del movimiento giratorio, sino el ángulo de ataque real, medido en la sección transversal de la cuchilla. Dado que éste es correspondientemente grande, el filo de corte se mantiene afilado de forma duradera. El redondeado del filo de corte y la tendencia a la formación de roturas en el mismo se reducen al mínimo, con lo que,
a la vez que un mejor resultado del proceso de arranque de virutas en cuanto a la superficie, se aumenta la vida útil de la herramienta de mecanización.
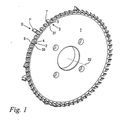
En una forma de realización preferente, las cuchillas están configuradas como cuchillas periféricas a una dirección de movimiento giratorio, donde los ángulos de eje vienen determinados por los correspondientes medidos en el plano definido por la dirección del movimiento giratorio y la dirección axial paralela al eje de giro y formándose los ángulos de eje entre el filo de corte y la dirección axial. Con las cuchillas periféricas así dispuestas pueden configurarse herramientas de sierra circular, fresas de disco, fresas para perfiles y contornos o herramientas de vástago, así como herramientas de cepillado.
En un perfeccionamiento ventajoso, las cuchillas configuradas como cuchillas periféricas se disponen agrupadas en sentidos opuestos, con ángulos de eje de signo contrario, en particular del mismo valor. Así, las componentes de la fuerza axial que se producen durante el arranque de virutas en las distintas cuchillas se anulan al máximo posible. De este modo se minimizan o eliminan las fuerzas de reacción que soporta la herramienta y también la pieza de trabajo.
En particular, las cuchillas configuradas como cuchillas periféricas están dispuestas emparejadas en sentidos opuestos. Hay que observar que, durante la mecanización de materiales en forma de placa, las herramientas con ángulos de eje son, debido a la activación axial de la placa, ostensiblemente más ruidosas que las herramientas sin ángulo de eje. En la configuración según la invención antes mencionada, se anulan debido a las fuerzas de corte axiales en las cuchillas que están situadas unas directamente frente a otras y son imágenes especulares unas de otras en un espacio muy pequeño, con lo que la herramienta de mecanización emite poco ruido.
Durante la mecanización de materiales con grandes ángulos de eje debe prestarse atención a que, en los bordes del material, las cuchillas estén siempre orientadas hacia el material. Si la cuchilla está orientada en sentido opuesto al material, aumenta ostensiblemente el peligro de que éste se desgarre en el borde. Con el fin de que sea posible encontrar fácilmente, para cualquier anchura de pieza de trabajo, aquella zona de la herramienta de mecanización donde las cuchillas están dispuestas inclinadas hacia la pieza de trabajo en los dos bordes de esta última, en un perfeccionamiento preferente de la invención los distintos grupos de cuchillas y cuchillas opuestas presentan una marca de color en cada caso diferente.... [Seguir leyendo]
Reivindicaciones:
1. Herramienta de mecanización (14) para la mecanización de materiales por arranque de viruta, en particular para madera o materiales similares a la madera, metales, plásticos y/o materiales compuestos, prevista para el accionamiento giratorio alrededor de un eje de giro (1) y que comprende al menos una hilera (17, 18, 19) , dispuesta en la dirección periférica, de cuchillas individuales (2, 2', 2") con filos de corte (3, 3', 3") que se solapan al menos parcialmente, presentando los filos de corte (3, 3', 3") un ángulo de ataque (ß) y hallándose los mismos en un ángulo de eje (A1, A1', A2) con respecto al eje de giro (1) , caracterizada porque el ángulo de eje (A1, A1', A2) se encuentra en un intervalo de igual a 55º hasta inferior a 90º y porque el ángulo de ataque (ß) es º 55º.
2. Herramienta de mecanización según la reivindicación 1, caracterizada porque el ángulo de ataque (ß) se encuentra en un intervalo de 55º a 80º, ambos inclusive.
3. Herramienta de mecanización según la reivindicación 1 ó 2, caracterizada porque el ángulo de eje (A1, A1', A2) se encuentra en un intervalo de 60º a 80º, ambos inclusive, siendo en particular de aproximadamente 70º.
4. Herramienta de mecanización según una de las reivindicaciones 1 a 3, caracterizada porque las cuchillas (2, 2') con sus filos de corte (3, 3') están configuradas como cuchillas periféricas con una dirección de movimiento giratorio (4) , estando los ángulos de eje correspondientes (A1, A1') medidos en un plano definido por la dirección de movimiento giratorio (4) y una dirección axial (5) paralela al eje de giro (1) y formándose los ángulos de eje (A1, A1') entre el filo de corte (3, 3') y la dirección axial (5) .
5. Herramienta de mecanización según la reivindicación 4, caracterizada porque las cuchillas (2, 2') configuradas como cuchillas periféricas están dispuestas por grupos en sentidos opuestos, con ángulos de eje (A1, A1') de signo contrario y en particular con el mismo valor.
6. Herramienta de mecanización según la reivindicación 5, caracterizada porque las cuchillas (2, 2') configuradas como cuchillas periféricas están dispuestas por parejas en sentidos opuestos.
7. Herramienta de mecanización según la reivindicación 5 ó 6, caracterizada porque los distintos grupos de cuchillas (2) y cuchillas opuestas (2') presentan una marca de color (8, 9) en cada caso diferente.
8. Herramienta de mecanización según la reivindicación 4, caracterizada porque las cuchillas (2) configuradas como cuchillas periféricas están dispuestas en el mismo sentido o esencialmente en el mismo sentido, con ángulos de eje (A1) del mismo signo y especialmente con el mismo valor.
9. Herramienta de mecanización según una de las reivindicaciones 1 a 8, caracterizada porque los filos de corte (3, 3') de las cuchillas (2, 2') configuradas como cuchillas periféricas están perfilados en forma abombada de tal manera que, a lo largo de toda su longitud, se extienden en un perfil orbital común y en particular en un cilindro orbital común.
10. Herramienta de mecanización según una de las reivindicaciones 1 a 9, caracterizada porque las cuchillas (2") con sus filos de corte (3") están configuradas como cuchillas frontales con una dirección de movimiento giratorio (6) , estando los ángulos de eje correspondientes (A2) medidos en un plano definido por la dirección de movimiento giratorio (6) y una dirección radial (7) perpendicular al eje de giro (1) y formándose los ángulos de eje (A2) entre el filo de corte (3") y la dirección radial (7) .
11. Herramienta de mecanización según una de las reivindicaciones 1 a 10, caracterizada porque la herramienta de mecanización (14) comprende un cuerpo base (10) y, separado del mismo, unas cuchillas (2, 2', 2") realizadas como placas de corte (11) compuestas de un material de corte de alta dureza, en particular de metal duro, cerámica cortante, diamante monocristalino, PCD o CVD.
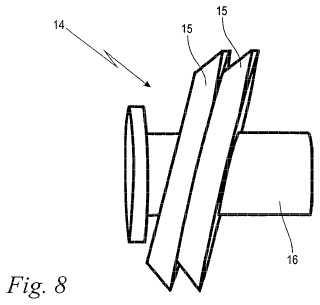
12. Herramienta de mecanización según una de las reivindicaciones 1 a 11, caracterizada porque la herramienta de mecanización (14) se compone de al menos una y con preferencia de varias herramientas individuales montadas en un árbol (16) .
Patentes similares o relacionadas:
 Herramienta de mecanizado, del 21 de Agosto de 2013, de Ledermann GmbH & Co. KG: Herramienta de mecanizado para el mecanizado con arranque devirutas de materiales, en particular para trabajar madera o materialessimilares […]
Herramienta de mecanizado, del 21 de Agosto de 2013, de Ledermann GmbH & Co. KG: Herramienta de mecanizado para el mecanizado con arranque devirutas de materiales, en particular para trabajar madera o materialessimilares […]
DISCO DE TALLADO Y DESBASTE DE LA MADERA, del 1 de Febrero de 2006, de ZUMALDE ROMERO,JAVIER: Disco de tallado y desbaste de la madera, que siendo del tipo constituido por una sola pieza metálica y redonda provista a su vez de diversas plaquetas destinadas al […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL MECANIZADO DE PIEZAS CON ARRANQUE DE VIRUTA., del 16 de Octubre de 2004, de LEDERMANN GMBH HOMAG MASCHINENBAU AG: Dispositivo para el mecanizado de piezas con arranque de viruta, en particular de piezas de plástico o similares, que comprende: - por lo menos una herramienta rotativa […]
HERRAMIENTA PARA TRABAJAR LA MADERA., del 1 de Noviembre de 1995, de ARBORTECH INDUSTRIES PTY LTD.: CORTADORA PARA MONTAR SOBRE EL EJE DE UNA HERRAMIENTA GIRATORIA PARA UTILIZAR EN EL CONFORMADO DE LA MADERA. LA CORTADORA CONSTA DE UN MIEMBRO RIGIDO QUE SE […]
HERRAMIENTA DE SIERRA Y FRESA., del 1 de Enero de 1994, de TOOLBOX SWEDEN AB: EL INVENTO SE REFIERE A UNA HERRAMIENTA PARA ASERRAR Y FRESAR PARA TRABAJAR PRINCIPALMENTE MATERIAL BLANDO, POR EJEMPLO MADERA. LA HERRAMIENTA […]
UTIL DE CORTE Y SOPORTE DE BLOQUEO., del 1 de Julio de 1992, de KENNAMETAL INC.: UTIL DE CORTE Y SOPORTE DE BLOQUEO. SE DESCRIBE UN UTIL DE CORTE DESTINADO A ESTAR MONTADO EN UN SOPORTE DE BLOQUEO. EL UTIL DE CORTE INCLUYE UNA CABEZA […]
FRESADORA PROFESIONAL DE BANCADA CON ENTRADA AUTOMATICA., del 1 de Febrero de 1992, de CORREL-ELEMENTOS CORTANTES, LDA.: FRESADORA PROFESIONAL DE BANCADA CON ENTRADA AUTOMATICA, DESTINADA A FRESAR PIEZAS DE MADERA Y MATERIALES ANALOGOS, CONSTITUIDA ESENCIALMENTE POR UNA MESA, […]
 HERRAMIENTA DE ARRANQUE DE VIRUTA, del 1 de Agosto de 2008, de LEDERMANN GMBH & CO. KG: Herramienta de arranque de viruta, particularmente para el procesado de materiales de madera o similares, con un cuerpo portador aproximadamente en forma de un disco […]
HERRAMIENTA DE ARRANQUE DE VIRUTA, del 1 de Agosto de 2008, de LEDERMANN GMBH & CO. KG: Herramienta de arranque de viruta, particularmente para el procesado de materiales de madera o similares, con un cuerpo portador aproximadamente en forma de un disco […]