Procedimiento e instalación de fabricación de un muelle.
Procedimiento de fabricación de un muelle (9) que tiene un paso variable,
según el cual se curva un alambre demuelle (1) con la ayuda de dedos curvadores (5, 6) con el fin de darle una configuración en espiral, se genera unaseparación entre espiras interponiendo entre espiras en curso de formación el borde en bisel (2) de una herramientade paso y se corta (3) el alambre de muelle al final de la formación de cada muelle, caracterizado porque laherramienta de paso comprende un disco rotatorio (2) cuya rotación está sincronizada con la llegada de estealambre de muelle, teniendo este disco (2) un perfil en bisel que es variable a lo largo de la periferia de este disco.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2009/052054.
Solicitante: RESSORTS HUON DUBOIS.
Nacionalidad solicitante: Francia.
Dirección: Zone d'Activité des Boutries 1 Rue Vermont 78700 Conflans Sainte Honorine FRANCIA.
Inventor/es: HUON, SERGE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21F3/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21F TRABAJO MECANICO O TRATAMIENTO DE ALAMBRE METÁLICO (laminado de metales B21B; por estirado, operaciones auxiliares en relación con el trabajo del metal sin desprendimiento sustancial de materia B21C; atado de objetos en paquetes B65B 13/00). › B21F 3/00 Enrollamiento de alambre según formas particulares. › en hélice.
- B21F3/06 B21F 3/00 […] › interiormente sobre una forma hueca.
PDF original: ES-2401693_T3.pdf
Fragmento de la descripción:
Procedimiento e instalación de fabricación de un muelle.
La invención concierne a la fabricación de muelles helicoidales, en particular de muelles helicoidales de compresión, véase por ejemplo el documento FR-1 048 390, en el cual se basa el preámbulo de las reivindicaciones 1 y 7.
Como se sabe, los muelles helicoidales se fabrican generalmente a partir de un alambre sensiblemente rectilíneo, que circula según una trayectoria lineal (en la práctica entre rodillos de arrastre) hasta dedos curvadores que le imponen una curvatura que corresponde al diámetro del muelle que hay que realizar. Se forman así espiras, las cuales quedan contiguas salvo si se interpone una herramienta en bisel para provocar una separación entre las espiras en curso de formación (puesto que una herramienta de este tipo define el paso del muelle, ésta es denominada a veces « herramienta de paso ») . Después de que el muelle así formado haya alcanzado la longitud deseada, se provoca el corte del alambre; se recupera el muelle así formado y se inicia un nuevo ciclo de fabricación. Puede referirse al documento US-4 393 678.
Hay que precisar que, de manera clásica, la interposición de una herramienta en bisel para provocar una separación no nula entre las espiras adyacentes se realiza según un movimiento alternativo de vaivén transversalmente a la trayectoria del alambre. Tal movimiento alternativo es debido especialmente al hecho de que, en la práctica, los muelles cuyas espiras no están contiguas, en particular los muelles de compresión, tienen sin embargo, en sus extremidades, espiras terminales que están contiguas de manera que faciliten una zona de apoyo sensiblemente transversal; así pues, durante la fabricación de un muelle de este tipo, hay momentos en los que la herramienta de paso debe ser llevada entre las espiras y momentos en los que esta herramienta debe ser retirada.
En cuanto al corte del alambre al final de la formación de cada muelle, éste a su vez es provocado por una herramienta de corte animada con un movimiento alternativo de vaivén; de hecho, para la herramienta de corte se ha propuesto también un movimiento que combine un movimiento transversal al alambre y un movimiento tangencial a éste, de modo que la herramienta siga un movimiento en bucle, al tiempo que conserve sensiblemente una orientación dada.
Así, las máquinas existentes ponen en práctica, a la vez movimientos circulares y movimientos de traslación (lineales) , y el ciclo de formación de un muelle impone en la práctica una parada o al menos una disminución importante de la velocidad de llegada del alambre en el momento del corte.
En lo que concierne a los movimientos lineales, estos son movimientos circulares transformados en movimientos lineales por un complejo sistema de levas, de varillas y de cambios de dirección, para asegurar, de manera coordinada, los movimientos de las herramientas de paso y de corte, lo que induce desgaste y vibraciones.
Tales vibraciones, así como las paradas sistemáticas en el momento de las operaciones de corte limitan considerablemente la velocidad de la máquina, disminuyen la calidad de la producción y provocan un elevado coste de mantenimiento con tiempos de intervención importantes, de donde una baja productividad.
La invención tiene por objeto permitir el control del paso de un muelle helicoidal por una herramienta cuyo cambio de configuración con respecto al muelle en curso de formación se haga sin parada de la llegada del alambre de muelle y sin vibraciones sustanciales.
Otro objeto de la invención es permitir el corte de un alambre de muelle al final de cada ciclo de formación de un muelle sin tener que parar la llegada del alambre de muelle y sin generar vibraciones.
Se comprende que los dos aspectos antes citados pueden ser considerados como independientes, aunque, de manera ventajosa, estos pueden intervenir en sinergia.
A tal efecto, la invención propone un procedimiento de fabricación de un muelle que tiene un paso variable, según el cual se curva un alambre de muelle con la ayuda de dedos curvadores con el fin de darles una configuración en espiral, se genera una separación de espiras interponiendo entre espiras en curso de formación el borde en bisel de una herramienta de paso que comprende un disco rotatorio cuya rotación está sincronizada con la llegada de este alambre de muelle, teniendo este disco un perfil en bisel que es variable a lo largo de la periferia de este disco, y se corta el alambre de muelle al final de la formación de cada muelle.
De manera preferida, este borde se interpone entre solamente una parte de las espiras de un muelle, de tal modo que este muelle comprenda espiras contiguas y espiras que tengan un paso variable no nulo.
De manera igualmente preferida, el disco es arrastrado con una velocidad de rotación tal que la formación de un muelle corresponda a una vuelta de este disco.
De manera ventajosa, el alambre de muelle se corta por medio de una herramienta de corte arrastrada en rotación en sincronismo con el disco separador. Preferentemente, la rotación de la herramienta de corte tiene la misma velocidad que el disco separador.
De manera ventajosa, el disco separador tiene una velocidad de rotación que es constante.
Hay que observar que el hecho de que este disco separador tenga una rotación que está sincronizada con la llegada del alambre de muelle no implica en sí que esta rotación sea constante, ni la de la herramienta de corte; en efecto, la velocidad de rotación de esta herramienta de corte y la del disco separador pueden ser variables, incluso pararse y volver a arrancar independientemente, con tal de que la sincronización de estas velocidades entre sí y con la llegada del alambre de muelle permitan que el corte se haga en el lugar adecuado.
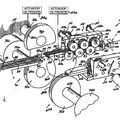
La invención propone igualmente, para la puesta en práctica de la invención, una instalación de fabricación de un muelle, que comprende elementos de llegada de un alambre de muelle, dedos curvadores para deformar este alambre en una espiral que tenga un diámetro predeterminado, un separador adaptado para ser interpuesto entre espiras en curso de formación para generar una separación entre ellas y una herramienta de corte, caracterizada porque el separador es un disco rotatorio cuya rotación está sincronizada con la velocidad de llegada del alambre de muelle y cuyo borde tiene un perfil en bisel que es variable a lo largo de la periferia de este disco, estando dispuesto este disco de modo que hace circular este borde periférico entre espiras en curso de formación por este borde.
De manera ventajosa, el disco tiene una porción periférica de diámetro constante y una porción complementaria en forma de semiplano, estando adaptada esta porción complementaria para quedar separada de las espiras en curso de formación.
De manera igualmente ventajosa, la pendiente del bisel del borde del disco aumenta a lo largo de la periferia del disco desde un borde de la porción en semiplano hasta un máximo y después disminuye hasta otro borde de la porción en semiplano.
De manera ventajosa, la herramienta de corte está montada rotatoria, en sincronismo con el disco separador de modo que efectúa un corte del alambre de muelle transversalmente a su longitud. De manera preferida, la herramienta de corte es llevada por un disco paralelo al disco separador. De manera igualmente preferida, la herramienta de corte está montada de modo se extiende a lo largo del disco separador entre operaciones de corte.
De manera ventajosa, esta instalación comprende un dedo que se apoya contra espiras entre las cuales se interpone el borde del disco separador.
Se apreciará que la invención conduce así a la supresión de la parada de la llegada de alambre de muelle hecha necesaria por los movimientos alternativos lineales de las soluciones conocidas.
Objetos, características y ventajas de la invención se pondrán de manifiesto en la descripción que sigue, dada a título ilustrativo no limitativo refiriéndose a los dibujos anejos en los cuales:
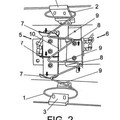
- la figura 1 es una vista parcial en alzado del núcleo de una instalación de fabricación de muelles de compresión de acuerdo con la invención,
- la figura 2 es una vista de arriba,
- la figura 3 es una vista en corte transversal según la línea III-III de la figura 1,
- la figura 4 es una vista agrandada del detalle IV de la figura 3,
- la figura 5 es una vista agrandada del detalle V de la figura 2,
- la figura 6 es una vista parcial en alzado del núcleo de una variante de instalación de fabricación de fabricación de muelles de compresión,
- la figura 7 es una vista desde arriba,... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un muelle (9) que tiene un paso variable, según el cual se curva un alambre de muelle (1) con la ayuda de dedos curvadores (5, 6) con el fin de darle una configuración en espiral, se genera una separación entre espiras interponiendo entre espiras en curso de formación el borde en bisel (2) de una herramienta de paso y se corta (3) el alambre de muelle al final de la formación de cada muelle, caracterizado porque la herramienta de paso comprende un disco rotatorio (2) cuya rotación está sincronizada con la llegada de este alambre de muelle, teniendo este disco (2) un perfil en bisel que es variable a lo largo de la periferia de este disco.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque este borde (2) se interpone entre solamente una parte de las espiras de un muelle, de tal modo que este muelle comprenda espiras contiguas y espiras que tengan un paso variable no nulo.
3. Procedimiento de acuerdo con la reivindicación 1 o la reivindicación 2, caracterizado porque el disco (2) es arrastrado con una velocidad de rotación tal que la formación de un muelle corresponde a una vuelta de este disco.
4. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 3, caracterizado porque se corta el alambre de muelle (1) por medio de una herramienta de corte (3) arrastrada en rotación en sincronismo con el disco separador.
5. Procedimiento de acuerdo con la reivindicación 4, caracterizado porque la rotación de la herramienta de corte (3) tiene la misma velocidad que el disco separador (2) .
6. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 5, caracterizado porque el disco separador (2) tiene una velocidad de rotación que es constante.
7. Instalación de fabricación de un muelle, que comprende elementos de llegada (1A) de un alambre de muelle (1) , dedos curvadores (5, 6) para deformar este alambre en una espiral (9) que tiene un diámetro predeterminado, una herramienta de paso (2) adaptada para ser interpuesta por un borde en bisel entre espiras en curso de formación para generar una separación entre éstas y una herramienta de corte (3) , caracterizada porque la herramienta de paso (2) es un disco rotatorio (2) cuya rotación está sincronizada con la velocidad de llegada del alambre de muelle y cuyo borde tiene un perfil en bisel que es variable a lo largo de la periferia de este disco, estando dispuesto este disco de modo que hace circular este borde periférico entre espiras en curso de formación por este borde.
8. Instalación de acuerdo con la reivindicación 7, caracterizada porque el disco (2) tiene una porción periférica de diámetro constante y una porción complementaria en forma de semiplano (2A) , estando adaptada esta porción complementaria en forma de semiplano para quedar separada de las espiras en curso de formación.
9. Instalación de acuerdo con la reivindicación 7 o la reivindicación 8, caracterizada porque la pendiente del bisel del borde del disco (2) aumenta a lo largo de la periferia del disco desde un borde de la porción en semiplano hasta un máximo y después disminuye hasta otro borde de la porción en semiplano.
10. Instalación de acuerdo con una cualquiera de las reivindicación 7 a 9, caracterizada porque la herramienta de corte (3) está montada rotatoria, en sincronismo con el disco separador de modo que efectúa un corte del alambre de muelle transversalmente a su longitud.
11. Instalación de acuerdo con la reivindicación 10, caracterizada porque la herramienta de corte (3) es llevada por un disco paralelo al disco separador.
12. Instalación de acuerdo con la reivindicación 10 o la reivindicación 11, caracterizada porque la herramienta de corte (3) está montada de modo que se extiende a lo largo del disco separador entre operaciones de corte.
13. Instalación de acuerdo con una cualquiera de las reivindicaciones 7 a 12, caracterizada porque comprende un dedo (8) que se apoya contra espiras entre las cuales se interpone el borde del disco separador.
Patentes similares o relacionadas:
Dispositivo de selección para una máquina de elaboración de resortes y máquinas de elaboración de resortes provistas de dicho dispositivo de selección, del 10 de Julio de 2019, de Simplex Rapid S.r.l: El dispositivo de selección destinado a ser dispuesto aguas abajo de un dispositivo de elaboración de resortes de una máquina de elaboración de resortes, […]
MUELLE DE SOSTENIMIENTO DE PERNOS HELICOIDALES, del 2 de Marzo de 2017, de CASADO MARGOLLES, Juan María: Muelle de sostenimiento de pernos helicoidales con lechada de cemento, cuya finalidad es sostener el perno helicoidal al interior de la perforación de fortificación […]
Aparato de fabricación de un resorte helicoidal, del 23 de Noviembre de 2016, de NHK SPRING CO.LTD.: Un aparato de fabricación de resorte helicoidal, caracterizado por comprender: un primer rollo ; un segundo rollo dispuesto […]
 Procedimiento de fabricación de un muelle para amortiguación direccionable y dispositivo para la ejecución del mismo, del 11 de Diciembre de 2013, de GESTARSIC, S.L. (100.0%): Procedimiento de fabricación de un muelle para amortiguación direccionable y dispositivo para la ejecución del mismo.
El procedimiento consiste […]
Procedimiento de fabricación de un muelle para amortiguación direccionable y dispositivo para la ejecución del mismo, del 11 de Diciembre de 2013, de GESTARSIC, S.L. (100.0%): Procedimiento de fabricación de un muelle para amortiguación direccionable y dispositivo para la ejecución del mismo.
El procedimiento consiste […]
Procedimiento para la fabricación de muelles helicoidales o estabilizadores, del 2 de Mayo de 2012, de THYSSENKRUPP BILSTEIN SUSPENSION GMBH: Procedimiento para la fabricación de muelles helicoidales o estabilizadores de acero, en el que el material departida es calentado por encima de la temperatura […]
DISPOSITIVO PARA FORMAR ALAMBRES, PARTICULARMENTE MAQUINA ARROLLADORA Y CURVADORA., del 16 de Abril de 2007, de OFFICINA MECCANICA DOMASO S.P.A.: Dispositivo para dar forma al alambre, particularmente una máquina arrolladora y curvadora de muelles , con una guía de alambres cuya abertura […]
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA PREFORMADA DE ALAMBRE ELASTICA DE ALAMBRE METALICO DURO CON UNA SECCION TRANSVERSAL REDONDEADA., del 16 de Mayo de 2004, de SOCIETE ALSACIENNE POUR LA TRANSFORMATION DE L'ACIER S.A.R.L.: EN UN PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA CONFORMADA DE ALAMBRE ELASTICA (MUELLE DE COMPRESION 2) DE ALAMBRE METALICO DURO DE SECCION REDONDEADA , SE DOBLA, […]
 DISPOSITIVO DE FABRICACION DE MUELLES PARA COLCHONES Y METODO, del 16 de Agosto de 2007, de L & P PROPERTY MANAGEMENT COMPANY: Un aparato para fabricar un colchón y muelles de tapicería a partir de un primer, segundo, tercer y cuarto alambre, el aparato comprende un primer […]
DISPOSITIVO DE FABRICACION DE MUELLES PARA COLCHONES Y METODO, del 16 de Agosto de 2007, de L & P PROPERTY MANAGEMENT COMPANY: Un aparato para fabricar un colchón y muelles de tapicería a partir de un primer, segundo, tercer y cuarto alambre, el aparato comprende un primer […]