Estratificados de velo-película.
Procedimiento para la producción de estratificados de celo-película,
que pueden utilizarse como capa debloqueo para artículos de higiene personal, a partir de una banda de película de partida a base de un materialpolímero termoplástico y una banda de velo de partida, caracterizado por que la banda de película de partida, juntocon la banda de velo de partida, se calienta hasta una temperatura por encima del punto de fusión de los cristalitosdel material polímero y por debajo del punto de fusión de la banda de velo de partida, y el estratificado se conducea través de una ranura de contacto enfriada y, con ello, se enfría hasta una temperatura por debajo del punto defusión de los cristalitos de la banda de película de partida.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/008903.
Solicitante: RKW SE.
Nacionalidad solicitante: Alemania.
Dirección: NACHTWEIDEWEG 1-7 67227 FRANKENTHAL ALEMANIA.
Inventor/es: BORMANN,LUDWIG, SCHREINER,GUNTER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61F13/15 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Compresas absorbentes, p. ej. paños higiénicos, torundas o tampones para aplicación externa o interna al cuerpo (receptáculos catameniales no absorbentes A61F 5/44 ); Medios para mantenerlos en su sitio o para fijarlos; Aplicadores de tampones.
- B32B27/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › adyacente a una capa fibrosa o filamentosa.
- B32B27/32 B32B 27/00 […] › teniendo poliolefinas.
- B32B37/14 B32B […] › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › caracterizados por las propiedades de las capas.
PDF original: ES-2449065_T3.pdf
Fragmento de la descripción:
Estratificados de velo-película La invención se refiere a estratificados de velo-película mejorados, así como un procedimiento para su producción.
Las láminas de material sintético, en calidad de un material resistente al agua y, en caso deseado, un material que es transpirable al mismo tiempo, se han vuelto indispensables en muchos sectores de la técnica y de la vida diaria. Otro campo de aplicación se refiere a artículos de higiene personal tales como, p. ej., pañales.
Mientras que las películas conocidas cumplen bien los requisitos de rigidez, ligereza y transpirabilidad, su estabilidad y, ante todo, la naturaleza de la superficie, designada como "agarre" no es óptima. En particular, las películas transpirables se rompen fácilmente, y el uso de películas más gruesas y, con ello, más estables aumentan los costes. En relación con el agarre, la superficie lisa y brillante de películas de material sintético se percibe como desagradable. En particular, la superficie interna de artículos de higiene personal, que está en contacto con la piel, y también la superficie externa debe percibirse suave y, en la medida de lo posible, similar a la de materiales textiles. Películas lisas dan la impresión de adherirse a la piel, incluso a pesar de ser películas transpirables.
Un problema adicional es el desarrollo de ruido, también designado como "crujido", que, especialmente en el caso de películas delgadas en artículos de higiene personal, aparece durante los movimientos del usuario/ de la usuaria. El crujido debe evitarse en la medida de lo posible, ya que, de lo contrario, la aceptación del artículo de higiene personal se vería afectada.
Con el fin de superar los problemas anteriores se han hecho innumerables propuestas para modificar las películas como tales y también para la aplicación de estratificados a base de películas con tejidos o materiales no tejidos.
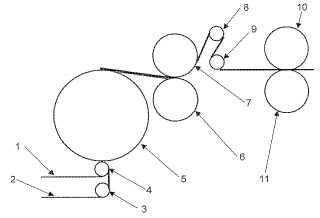
Así, por ejemplo, en el documento DE 195 38 049 se describe un procedimiento para la producción de una banda de película que, por una parte, presenta una elasticidad transversal y una resistencia a la perforación mejoradas y, por otra parte, presenta una suavidad mejorada y un crujido reducido. En este caso, una banda de película de partida a base de un material polímero termoplástico se calienta hasta un estado fundido y por encima del punto de fusión de los cristalitos del material polímero por medio de uno o más cilindros calefactores y se conduce posteriormente a través de una ranura de contacto enfriada.
También están muy difundidos estratificados a base de un velo o bien de tejido y películas, ya que estos combinan la impermeabilidad de la película con la superficie similar a materiales textiles de tejidos o velos. Predominantemente se utilizan los velos. En el caso más sencillo, los estratificados consisten en una película y un velo, que se pueden combinar entre sí de diversas maneras. Los procesos más habituales son el la termoadhesión (“Thermobonding”) , encolado y la extrusión directa (proceso de colada) .
En el caso de la termo-adhesión, por medio de un rodillo de estampado (= rodillo de acero grabado) , la mayoría de las veces con un rodillo de acero liso como 2º rodillo, se funde puntualmente el material de la película y/o velo por medio de alta temperatura y presión, con lo que resulta una unión de las dos bandas de material. El procedimiento tiene el inconveniente de que, debido a las condiciones durante la unión, la película puede ser dañada y, con ello, puede perder la impermeabilidad frente a los líquidos, la así denominada picadura. Además, sólo se alcanza una unión puntual, lo cual se repercute negativamente sobre la resistencia de material compuesto.
Un ejemplo se proporciona en el documento US 5.837.352, el cual describe estratificados a base de película y velo, que pueden estar unidos a través de termo-adhesión o también mediante procedimientos de ultrasonidos.
El pegado alcanza una unión en toda la superficie, pero está ligado a un empeoramiento de la transpirabilidad en el caso de las películas transpirables. Además, el pegamento determina costes adicionales y los pegamentos se encuentran, en parte, bajo sospecha de no ser inocuos para la salud. Si para obtener la transpirabilidad, no se elige un pegado en toda la superficie, sino un pegado puntual, sufrirá de nuevo la resistencia de la unión.
Como una variante al pegado puede considerarse la provisión de películas y/o capas de velo o bien la incorporación de aditivos en la película y/o el velo, las cuales conducen en el caso de la termo-adhesión a un pegado a temperaturas esencialmente más bajas. En el documento US 5.695.868 se describe un ejemplo, en el que un componente designado como “agente de unión” está contenido en la película o el velo o en ambos. Este
componente permite una termo-adhesión por debajo del punto de fusión de la película y del velo, de manera que se conserva la transpirabilidad de la película. Sin embargo, la unión se mantiene por puntos.
La extrusión directa es un procedimiento rentable para estratificados no transpirables, lo cual conduce a resistencia del material compuesto segura, pero condiciona una escasa suavidad y un alto riesgo de picaduras. Si se desean estratificados transpirables, la transpirabilidad sólo se puede lograr en una segunda etapa a través de tratamiento posterior del material compuesto. Para ello, en la película están contenidos materiales de carga en los que se forman poros en ella cuando se estira el estratificado, o el estratificado es provisto de poros a través de una punción.
Como ejemplo se puede mencionar el documento US 5.865.926, en el que una película se extrude sobre una banda de velo y, posteriormente, el material compuesto se estira (estratificado en rodillos) por medio de rodillos estructurados en superficie con el fin de hacer transpirable al material compuesto.
Por último, también encuentran aplicación procedimientos en los que los velos se proveen de un recubrimiento, con el fin de lograr la estanqueidad deseada frente a los líquidos con una permeabilidad al vapor de agua simultánea. Un ejemplo de los mismos se describe en el documento US 5.879.341.
Ninguno de los procedimientos conocidos es óptimo en relación con todos los requisitos. Por lo tanto, existe una demanda constante de estratificados mejorados y procedimientos mejorados para la producción de estratificados.
Sorprendentemente, se ha encontrado ahora que se pueden producir estratificados muy buenos en relación con la transpirabilidad, suavidad y comportamiento frente al crujido calentando una película hasta su estado fundido y conduciéndola conjuntamente con un material de velo a esta temperatura y conduciendo la asociación a través de una ranura de contacto enfriada.
Por lo tanto, los problemas anteriores se resuelven mediante un procedimiento para la producción de un estratificado a partir de una banda de película de partida y una banda de velo de partida, en que la banda de película de partida consiste en un material polímero termoplástico junto con la banda de velo de partida, cuyo punto de fusión se encuentra por encima del punto de fusión de los cristalitos del material polímero, se calienta hasta una temperatura por encima del punto de fusión de los cristalitos del material polímero, y el estratificado se conduce a través de una ranura de contacto enfriada, así como estratificados obtenibles según este procedimiento.
Sorprendentemente, el material polímero fundido de la banda de película se une con la banda de velo no fundida. Esta asociación se fija en la ranura de contacto enfriada posterior.
La banda de película de partida se produce de manera conocida, p. ej. por extrusión por soplado. Como materiales para la película entran en consideración, en principio, todos los polímeros termoplásticos. Para ello se está disponible en el comercio una pluralidad de productos comerciales. Preferiblemente, se emplea LDPE (polietileno de baja densidad) , LLDPE (polietileno lineal de baja densidad) , MDPE (polietileno de densidad media) , HDPE (polietileno de alta densidad) y diversos PP (polipropileno) , así como copolímeros de etileno o propileno con otros comonómeros. Estos polímeros se utilizan en su forma pura o en forma de mezclas de polímeros. Recetas habituales para películas de higiene personal son, p. ej., mezclas a base de 10 a 90% en peso de LDPE, 10 a 90% en peso de LLDPE y 0 a 50% MDPE, por ejemplo una mezcla a base de 80% de LDPE, 20% de LLDPE y pigmentaciones conformes a los requisitos. Polímeros usuales en el comercio en películas de higiene personal poseen los intervalos de fusión o bien puntos de fusión de los cristalitos se indican... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la producción de estratificados de celo-película, que pueden utilizarse como capa de bloqueo para artículos de higiene personal, a partir de una banda de película de partida a base de un material
polímero termoplástico y una banda de velo de partida, caracterizado por que la banda de película de partida, junto con la banda de velo de partida, se calienta hasta una temperatura por encima del punto de fusión de los cristalitos del material polímero y por debajo del punto de fusión de la banda de velo de partida, y el estratificado se conduce a través de una ranura de contacto enfriada y, con ello, se enfría hasta una temperatura por debajo del punto de fusión de los cristalitos de la banda de película de partida.
2. Procedimiento según la reivindicación 1, caracterizado por que la banda de película de partida y la banda de velo de partida se calientan a través de un cilindro de calentamiento, eligiéndose la temperatura del cilindro de calentamiento de modo que a través del tramo de envoltura del cilindro de calentamiento se calienta la banda de película de partida al estado fundido.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado por que la ranura de contacto enfriada se forma por un rodillo de estampado y un rodillo de caucho, reduciendo la estructura de estampación del rodillo de estampado el grado de brillo del estratificado.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado por que el estratificado enfriado se somete a un estiramiento en la dirección de la máquina y en la dirección transversal.
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que la banda de película de partida se extrude por soplado.
6. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que la banda de película de partida se imprime.
7. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que la banda de película de 30 partida se estira en la dirección de la máquina y en la dirección transversal.
8. Estratificados de velo-película, los cuales se pueden utilizar como capa de bloqueo para artículos de higiene personal, que se pueden producir a partir de una banda de película de partida y de una banda de velo de partida en un procedimiento según al menos una de las reivindicaciones 1 a 7.
9. Estratificado según la reivindicación 8, caracterizado por que la banda de película de partida se compone de una mezcla a base de LDPE y LLDPE o de una mezcla a base de LDPE, LLDPE y PP.
10. Estratificado según la reivindicación 8 ó 9, caracterizado por que la banda de velo de partida se compone de 40 PP o PE.
11. Estratificado según una de las reivindicaciones 8 a 10, caracterizado por que en la banda de velo de partida y de una banda de película de partida está contenido un componente de bajo punto de fusión, conteniendo la banda de velo de partida al menos un componente que presenta una temperatura de fusión por encima de la temperatura 45 de fusión de los cristalitos o bien del componente de bajo punto de fusión de la banda de película de partida.
Patentes similares o relacionadas:
Películas multicapa y laminados y artículos que comprenden las mismas, del 29 de Julio de 2020, de Dow Global Technologies LLC: Una película de polietileno multicapa orientada biaxialmente que comprende: la Capa A que es una capa adhesiva que tiene una superficie externa superior y una superficie externa […]
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película coextruida de multicapa para controlar la migración de grasa, del 15 de Julio de 2020, de Dow Global Technologies LLC: Una película coextruida de multicapa que comprende: al menos una capa de absorción de aceite y grasa, en la que la al menos una capa de absorción de aceite y grasa comprende […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
Película compuesta y producto textil que comprende la misma, del 8 de Julio de 2020, de YIE-CHENG TEXTILE TECHNOLOGY CO., LTD: Una película compuesta , que comprende: una capa de película de politetrafluoroetileno ; y una capa elástica de poliuretano unida a la capa de película de […]
Un laminado para uso en embalajes, un método para hacer un laminado recerrable y uso del mismo, del 1 de Julio de 2020, de DANAPAK FLEXIBLES A/S: Un método para fabricar un laminado recerrable, tal como una película de tapa para embalajes, dicho laminado comprende una capa base, una capa […]