DISPOSITIVO INTELIGENTE Y PROCEDIMIENTO PARA LA COMPENSACIÓN DE CAÍDAS DE CARNERO EN MÁQUINAS HERRAMIENTA.
La presente invención consiste en un dispositivo inteligente y el procedimiento usando dicho dispositivo para compensar las caídas de carnero mediante el uso de cálculo probabilístico,
en concreto mediante redes bayesianas, y un control por modelo interno, en concreto un dispositivo de control adaptativo neuro-borroso.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/ES2009/070453.
Solicitante: UNIVERSIDAD DE BURGOS.
Nacionalidad solicitante: España.
Inventor/es: HABER GUERRA,RODOLFO ELIAS, BUSTILLO IGLESIAS,Andrés, CORREA VALENCIA,Maritza.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q11/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › Accesorios montados sobre las máquinas herramientas para mantener las herramientas o los órganos de las máquinas en buenas condiciones de trabajo o para enfriar las piezas trabajadas; Dispositivos de seguridad especialmente combinados con las máquinas-herramientas, dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas (en lo que respecta a las máquinas de escariar o de perforar B23B 47/24, B23B 47/32 tienen prioridad; dispositivos de seguridad en general F16P).
- G05B19/404 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por disposiciones de control para la compensación, p. ej. la holgura, el exceso, el desfase de la herramienta, el desgaste de la herramienta, la temperatura, los errores de construcción de la máquina, la carga, la inercia (G05B 19/19, G05B 19/41 tiene prioridad).
Fragmento de la descripción:
Dispositivo inteligente y procedimiento para la compensación de caídas de carnero en máquinas herramienta
OBJETO DE LA INVENCION
La presente invención se engloba en el campo de las máquinas herramienta y de manera concreta en las que constan de un carnero, como las fresadoras.
Dicha invención es un dispositivo inteligente y el procedimiento usando dicho dispositivo para compensar las caídas de carnero mediante el uso de cálculo probabilístico, en concreto mediante redes bayesianas, y un control por modelo interno, en concreto un dispositivo de control adaptativo neuro-borroso.
ANTECEDENTES DE LA INVENCION
Los carneros en máquinas-herramientas, en especial fresadoras, con carnero horizontal, lo que se conoce como máquinas en configuración de columna, sufren, por definición, de un error geométrico en el eje (normalmente el eje Y) definido por este elemento estructural. Este error se debe a la flexión del carnero debida a su peso y al peso del cabezal de la máquina-herramienta, en especial de fresado, que incorporan.
A lo largo de este documento los ejes de la máquina herramienta son considerados como sigue: eje X, es el eje longitudinal de la bancada; eje Y, es el eje longitudinal de la columna; eje Z, es el eje longitudinal del carnero.
Este problema se agudiza en la actualidad debido a la proliferación de máquinas herramientas que incorporan más de un cabezal gracias a un sistema de cambio automático de cabezales. Cada cabezal tiene un peso distinto y por lo tanto la flexión que se produce es distinta.
El método tradicional para evitar esta flexión, que se conoce como “compensación electrónica”, se programa en el Control Numérico por Computador (CNC) de la máquina fresadora una tabla de compensación del eje Y de la máquina que compense esta caída del carnero. El problema de esta solución es que no permite recuperar la pérdida de ortogonalidad entre los ejes generada por esta caída. Así, para cabezales mecánicos para desbaste de fresadoras con los que se utilizan grandes fresas de plaquitas, esta desviación en operaciones de planeado puede producir escalones entre cada planeado consecutivo de hasta 0, 5 mm.
Para resolver este problema, en la actualidad algunos fabricantes de máquinas herramientas cuando realizan el mecanizado final de los carneros introducen en los mismos unos tensores en su interior que simulen el peso del cabezal. Al desatornillar estos tensores tras su fabricación el carnero presenta una curvatura en su eje longitudinal que compensa su posterior caída. Esta solución sólo es válida si la máquina herramienta incorpora un único cabezal. Si la máquina incorpora varios cabezales de distinto peso se suele hacer esta compensación para el más pesado o para aquel que se supone que va a ser más utilizado, según el propio criterio del cliente. Para compensar el resto de los cabezales se utiliza la compensación electrónica anteriormente descrita o se introducen tensores fijos en el carnero a los que se les programa distinta tensión según el cabezal que incorpore la máquina en cada momento.
A este problema tradicional se añade el importante desarrollo en los últimos años de sistemas activos de compensación de vibraciones para máquinas herramientas, en especial fresadoras, que se deben incorporar lo más cerca posible de la herramienta, esto es, en el carnero de la máquina herramienta. Estos sistemas se deben colocar en la superficie superior/inferior del carnero para compensar las vibraciones en los ejes X y/o Z de la máquina y en las superficies laterales del carnero para compensar las vibraciones en el eje Y de la máquina. Por lo tanto, introducen nuevos pesos y modificaciones locales de la rigidez que deben de ser compensadas. Además, dependiendo de la utilización que se vaya a dar de la máquina herramienta, el rango de fuerzas que el sistema activo de compensación de vibraciones debe compensar será distinto, por lo que su peso, tamaño de superficie de amarre y localización también será distinto.
El método más lógico para compensar estas modificaciones es realizar un Modelado por Elementos Finitos (FEM) del carnero que permita estimar su rigidez y calcular la tensión de los tensores que se acoplan durante el mecanizado del carnero. Pero, realizar un estudio de esta naturaleza para cada carnero de máquina herramienta a fabricar es demasiado costoso económicamente en el caso de grandes máquinas herramienta que incorporan una alta personalización en dimensiones, cabezales y optimización a procesos específicos, en especial en el caso de fresadoras.
Es por ello que el desarrollo de un dispositivo y el correspondiente procedimiento que pueda realizar una estimación suficiente de la tensión a aplicar a los tensores que se acoplan durante el mecanizado del carnero de forma automática se convierte en una aplicación de interés industrial.
DESCRIPCION DE LA INVENCION
La presente invención queda establecida y caracterizada en las reivindicaciones independientes, mientras que las reivindicaciones dependientes describen otras características de la misma.
A la vista de lo anteriormente enunciado, la presente invención se refiere a un dispositivo inteligente para
la compensación de caídas de carnero en máquinas herramienta que comprende los siguientes elementos: una máquina herramienta con su Control Numérico por Computador (CNC) , medios para la aplicación de cálculo probabilístico y medios para control por modelo interno.
Asimismo, la presente invención se refiere a un procedimiento para la compensación de caídas de carnero en máquinas herramienta que utiliza un dispositivo inteligente según la reivindicación 1 que comprende las siguientes etapas: -arranque del dispositivo por parte del CNC, -adquisición de valores para las variables a utilizar, -utilización de cálculo probabilístico para estimar la tensión de los cilindros compensadores utilizando los valores de las variables por parte de los medios para la aplicación de cálculo probabilístico, -elección de la tensión de los cilindros compensadores, -modificación del programa de mecanizado por parte de los medios para control por modelo interno que implementa un control por modelo interno (IMC) , -implementación de las condiciones reales de mecanizado por parte del CNC.
BREVE DESCRIPCION DE LAS FIGURAS
Se complementa la presente memoria descriptiva, con un juego de figuras, ilustrativas del ejemplo preferente, y nunca limitativas de la invención.
La figura 1 representa una perspectiva de una máquina herramienta.
La figura 2 representa la estructura de una red Bayesiana aumentada a árbol de las variables.
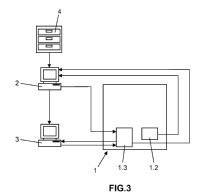
La figura 3 representa un esquema del dispositivo inteligente mostrando los caminos de intercambio de información entre los elementos que forman dicho dispositivo.
EXPOSICION DETALLADA DE LA INVENCION
En la presente realización de la invención se describe un dispositivo inteligente y el procedimiento que lleva a cabo el mismo mediante un sistema de cálculo que permite alcanzar la compensación óptima de la caída del carnero (1.1) . Dichos sistema de cálculo se basa en un sistema distribuido de predicción y cálculo de tensión de cilindros compensadores y de control del mecanizado.
Los elementos que forman el dispositivo inteligente son:
-Máquina herramienta con su Control Numérico por Computador (CNC) (1) , en concreto fresadora, que mecaniza el carnero (1.1) .
-Medios para la aplicación de cálculo probabilístico (2) , en concreto una estación de trabajo con aplicación de Redes Bayesianas.
-Medios para control por modelo interno (3) , en concreto un dispositivo de control adaptativo neuroborroso.
-Medio de red para la comunicación entre los elementos que forman el dispositivo inteligente.
La máquina herramienta, en concreto fresadora, es la encargada de realizar el fresado final o acabado de la superficie exterior del carnero (1.1) que se incorporará a otras fresadoras. Sobre esta superficie exterior se apoyarán tanto el sistema de guiado del carnero (1.1) como su accionamiento, por lo que esta superficie determina la geometría final de la nueva fresadora, en concreto del movimiento del eje Z en máquinas de columna.
El CNC (1.3) es el encargado de poner en marcha el dispositivo inteligente mediante una tecla virtual programada en el controlador lógico programable (PLC, siglas de la denominación en inglés “Programmable Logic Controller”) (1.2) de la máquina. Esta tecla virtual debe ser pulsada por el operario cuando un carnero (1.1) se halle colocado para su mecanizado final sobre esta máquina. Entonces la tecla virtual envía a la estación...
Reivindicaciones:
1. Dispositivo inteligente para la compensación de caídas de carnero en máquinas herramienta que comprende los siguientes elementos: una máquina herramienta con su CNC (1) , medios para la aplicación de cálculo probabilístico (2) y medios para control por modelo interno (3) .
2. Dispositivo inteligente para la compensación de caídas de carnero en máquinas herramienta según la reivindicación 1 caracterizado porque la comunicación entre los elementos que forman el dispositivo es a través de un medio de red.
3. Procedimiento para la compensación de caídas de carnero en máquinas herramienta que utiliza un dispositivo inteligente según la reivindicación 1 que comprende las siguientes etapas: -arranque del dispositivo por parte del CNC (1.3) , -adquisición de valores para las variables a utilizar, -utilización de cálculo probabilístico para estimar la tensión de los cilindros compensadores utilizando los valores de las variables por parte de los medios para la aplicación de cálculo probabilístico (2) , -elección de la tensión de los cilindros compensadores, -modificación de las condiciones de mecanizado previstas en el programa de mecanizado por parte de los medios para control por modelo interno (3) que implementa un control adaptativo neuro-borroso, -implementación de las nuevas condiciones de mecanizado por parte del CNC (1.3) .
4. Procedimiento para la compensación de caídas de carnero en máquinas herramienta según la reivindicación 3 caracterizado porque el arranque del dispositivo por parte del CNC (1.3) se hace mediante una tecla virtual del controlador lógico programable (1.2) .
5. Procedimiento para la compensación de caídas de carnero en máquinas herramienta según la reivindicación 3 caracterizado porque los valores de las variables se adquieren del programa de mecanizado y de una base de datos (4) .
6. Procedimiento para la compensación de caídas de carnero en máquinas herramienta según la reivindicación 3 caracterizado porque las variables a utilizar son una selección de entre las siguientes: longitud máxima del carnero en su posición más exterior, LMC; peso del cabezal crítico o cabezal a compensar, PCC; dimensiones amortiguador activo, DAA; fuerzas a aplicar por el/los amortiguador/es activo/s, FAA; peso del amortiguador activo, PAA; existencia de cilindros interiores fijos de compensación de la caída para cabezales secundarios, CIF; valor de tensión de cilindros interiores fijos de compensación, TCIF; espesor de las chapas que conforman las paredes del carnero, ECC; posición de amarre del amortiguador activo, PAAA.
7. Procedimiento para la compensación de caídas de carnero en máquinas herramienta según la reivindicación 3 caracterizado porque para el cálculo probabilístico se utiliza una red de Naive Bayes.
8. Procedimiento para la compensación de caídas de carnero en máquinas herramienta según la reivindicación 7 caracterizado porque la red de Naive Bayes se ha entrenado utilizando el método de elementos finitos.
9. Procedimiento para la compensación de caídas de carnero en máquinas herramienta según la reivindicación 7 caracterizado porque la red de Naive Bayes se aumenta a árbol utilizando el algoritmo de Friedman.
10. Procedimiento para la compensación de caídas de carnero en máquinas herramienta según la reivindicación 9 caracterizado porque la red aumentada a árbol se corrige utilizando la corrección de Laplace.
11. Procedimiento para la compensación de caídas de carnero en máquinas herramienta según la reivindicación 7 caracterizado porque la red de Naive Bayes se valida utilizando el método de validación cruzada y datos experimentales.
12. Procedimiento para la compensación de caídas de carnero en máquinas herramienta según la reivindicación 3 caracterizado porque la elección de la tensión de los cilindros compensadores la lleva a cabo el dispositivo si la probabilidad es mayor del 80% y la lleva a cabo el operario si es igual o menor al 80%.
13. Procedimiento para la compensación de caídas de carnero en máquinas herramienta según la reivindicación 7 caracterizado porque el valor de la tensión de los cilindros compensadores es discreto.
14. Procedimiento para la compensación de caídas de carnero en máquinas herramienta según la reivindicación 3 caracterizado porque el dispositivo de control adaptativo neuro-borroso modifica las condiciones de mecanizado en tiempo real para adaptar las velocidades de avance y giro del cabezal.
15. Procedimiento para la compensación de caídas de carnero en máquinas herramienta según la reivindicación 3 caracterizado porque se utiliza el medio de red para el cálculo probabilístico de manera que varios elementos trabajan a la vez para la ejecución de dicho cálculo.
FIG.2
FIG.3
Patentes similares o relacionadas:
Máquina herramienta dental, del 15 de Julio de 2020, de IVOCLAR VIVADENT AG: Máquina herramienta dental, en particular fresadora dental , con una herramienta intercambiable, en particular a través de un banco de herramientas , […]
CABEZAL PORTAHERRAMIENTAS CON INDUCTOR DE REFRIGERANTE A MUY ALTA PRESIÓN INCORPORADO, del 14 de Julio de 2020, de MADAULA MATENCIO, Josep Eduard: 1. Cabezal portaherramientas con inductor de refrigerante a muy alta presión incorporado que, consistente en un cabezal portaherramientas rotativo, aplicable para montar […]
Máquina y método de procesamiento de superficies herméticas, del 22 de Abril de 2020, de Mitsubishi Hitachi Power Systems, Ltd: Una máquina de procesamiento de superficies herméticas (1; 1A; 1B; 1C) para realizar el corte de una superficie de unión de un miembro hermético en un cuerpo […]
Máquina lavadora para perfiles largos con cubierta de lámina y procedimiento para lavar perfiles largos, del 8 de Abril de 2020, de Rattunde AG: Dispositivo de lavado para perfiles largos con un tambor que puede girar alrededor de un eje de rotación horizontal con una pluralidad de alojamientos […]
Dispositivo de detención de vibración, del 11 de Marzo de 2020, de MATSUURA MACHINERY CORPORATION: Un sistema que incluye: una pieza columnar que está dividida, a lo largo de una dirección circunferencial, en una zona de procesamiento formada en un estado […]
Máquina herramienta, del 15 de Enero de 2020, de HOMAG GmbH: Máquina herramienta para el mecanizado de preferiblemente piezas de trabajo en forma de placa, que están compuestas preferiblemente, al menos por secciones, […]
Amortiguador de masa ajustado montado sobre cabezal simétrico, del 27 de Noviembre de 2019, de Fives Machining Systems, Inc: Un amortiguador de masa ajustado montado en un cabezal de máquina herramienta , montado sobre el extremo de un brazo que tiene una […]
Máquina de fresado de pórtico, del 21 de Noviembre de 2019, de INNSE-BERARDI S.P.A. SOCIETA' UNIPERSONALE: 1. Máquina de fresado de pórtico , provista de: - un par de montantes separados entre sí en una dirección transversal (Y), en la que cada montante se […]