Dispositivo de inyección.
1. Dispositivo de inyección con un chasis (1) sobre el que se sitúa una cinta transportadora (2) y un inyector de materia prima (4) dispuesto verticalmente sobre dicha cinta transportadora (2) sobre la que se sitúan una pluralidad de moldes (3),
y donde junto al inyector (4) se sitúa una zona de desmoldeo (5) caracterizado porque dichos moldes (3) comprenden, cada uno de ellos un cierre mecánico (3a) y un orificio (3b) superior de inyección.
2. Dispositivo de acuerdo con la reivindicación 1 donde cada molde (3) comprende una primera pieza superior (31), una segunda pieza inferior (32) y una tercera pieza intermedia (33) y donde, a su vez, cada pieza (31, 32, 33) aloja en su interior un porta molde y un postizo, unidas entre sí por el cierre mecánico (3a).
3. Dispositivo de acuerdo con la reivindicación 1 y 2 donde el orificio (3b) es pasante respecto de la primera pieza superior (31).
Tipo: Modelo de Utilidad. Resumen de patente/invención. Número de Solicitud: U201300547.
Solicitante: PARDO MARTINEZ , RAUL.
Nacionalidad solicitante: España.
Inventor/es: PARDO MARTINEZ,RAUL, DOMINGO BALCELLS,Antonio.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › que se mueven con el molde durante la operación de inyección.
Fragmento de la descripción:
DISPOSITIVO DE INYECCIÓN
DESCRIPCiÓN
5 La presente invención tiene como objeto un dispositivo de inyección de materiales como el caucho o similares, cuyo objeto es la inyección continua.
ESTADO DE LA TÉCNICA
lO En la actualidad son conocidos distintos sistemas de inyección, como las prensas de carrusel, las mesas lanzadera, las multi-estaciones con unidad de inyección móvil, la prensa de inyección vertical o la prensa horizontal con inyección vertical.
15 2O Así, por ejemplo, las prensas de carrusel constan de dos o más unidades de sujeción montado en un carrusel en un enfoque vertical u horizontal, configuración de índice a una o más de plastificación fijo y/o unidades de inyección. Por otro lado, las mesas lanzadera son máquinas bien con una placa deslizante inferior, bien con una mesa giratoria, que contienen una o más partes inferiores de moldes unidos a una mesa con deslizamiento de la placa inferior, las partes inferiores del molde se desplazan mediante un movimiento de deslizamiento o rotativo entre la estación de carga/descarga y la posición de inyección en la posición exterior pueden estar en modo calentamiento o vulcanizando manteniendo la presión con un pistón.
25 En general, y para todas las tipologías indicadas, el moldeo por inyección es un proceso semicontinuo que consiste en inyectar un material tipo caucho, polímero, en un estado generalmente fundido en un molde cerrado a presión y caliente, a través de un pequeño orificio, y donde posteriormente en el interior de dicho molde, se solidifica. Al terminar el proceso se abre el molde y se saca la pieza terminada.
3O 35 En dicho proceso se suelen emplear al menos tres elementos principales: un elemento o medio para la inyección, una unidad o elemento de cierre (como por ejemplo una prensa hidráulica o mecánica) y un molde. En determinados casos, la inyección y el cierre pueden integrarse en un mismo medio para tal efecto, como por ejemplo, en el caso de las prensas de inyección verticales y/u horizontales.
Si bien es cierto que, pese a la existencia de una gran variedad de sistemas actuales, estos presentan una serie de inconvenientes que la presente invenciOn consigue solucionar. Asi pues, los sistemas actuales, para inyectar, necesitan mantener la presion constante gracias a un pistOn de cierre, no solo durante el proceso de inyeccion, sino durante el vulcanizado,
detal forma que un fallo en la presion provoca defectos de fabricacion importantes. Adernas, hay que tener en cuenta que existe una dificultad en el control de las temperaturas y de la presión, debido a las grandes dimensiones de los moldes o troqueles. En el caso de las prensas que incorporen mas de un molde o troquel, por ejemplo, el precio de la prensa se eleva considerablemente, debido a la necesidad de un piston de bloqueo por molde o
troquel.
Otro problema importante que afrontan los sistemas actuates es el del suministro de piezas por parte de la maquina, ya que este dependera del raimero de cavidades del molde y del tiempo de curacion de las mismas.
Todo ello provoca que haya un alto grado de dificultad para minimizar los desperdicios del material de inyeccion, tanto durante su tiempo de operacion, como en los arranques y paradas de la maquina, lo que provoca a su vez, un gasto adicional en mano de obra para limpiar la maquina.
DESCRIPCION DE LA INVENCION
Para solucionar los problemas expuestos, el dispositivo de inyeccion objeto de la presente invencion comprende un chasis sobre el que se situa una cinta transportadora en la que quedan dispuestos una pluralidad de moldes de tamario reducido que incorporan un cierre mecanico y un orificio por el que se inyecta la materia prima a traves de un cilindro y una zona de desmoldeo.
Gracias a la solucion aqui propuesta, la presiOn de cierre se produce Onicamente en el
proceso de inyeccion, mediante el cilindro que inyecta la materia prima, y la presion es mantenida por el cierre mecanico del que esta provisto cada molde, por lo que no es necesario mantener la presion con un pistOn hidraulico, tal y como se describe en el estado de la tecnica.
Dela misma forma, la entrega de piezas pasa a depender del tiempo en la ejecuciOn de movimientos de los elementos que conforman el dispositivo, lo que aumenta la capacidad productive del dispositivo, en lugar de depender del tiempo de curado de la pieza.
Debido a la reducida dimension de los moldes, se logra controlar los parametros de presión
ytemperatura, con lo que se minimiza enormemente el desperdicio en materia prima y en mano de obra asociada a la limpieza de las piezas producidas. Del mismo modo, debido a la reducida dimension de los moldes o troqueles, el cilindro de inyeccion es tambien de dimensiones reducidas, por lo que el desperdicio en materia prima y tiempo en paradas y arranques del ciclo productivo se reduce de una manera significative.
Finalmente, debido a que la entrega de piezas se hace de forma lineal, la automatizaciOn de los procesos posteriores al de curación se simplifica enormemente, asi como una menor especializacien en la mano de obra contratada.
Alo largo de la description y las reivindicaciones la palabra "comprende" y sus variantes no pretenden excluir otras caracteristicas tecnicas, aditivos, componentes o pasos. Para los expertos en la materia, otros objetos, ventajas y caracteristicas de la invenciOn se desprenderan en parte de la descripción y en parte de la practice de la invention. Los siguientes ejemplos y dibujos se proporcionan a modo de ilustracion, y no se pretende que
restrinjan la presente invenciOn. Ademas, la presente invention cubre todas las posibles combinaciones de realizaciones particulares y preferidas aqui indicadas.
BREVE DESCRIPCION DE LAS FIGURAS
A continued& se pasa a describir de manera muy breve una serie de dibujos que ayudan a comprender mejor la invenciOn y que se relacionan expresamente con una realized& de dicha invenciOn que se presenta como un ejemplo no limitativo de esta.
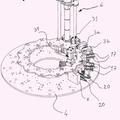
FIG 1. Muestra una vista frontal del dispositivo de inyeccion de caucho, objeto de la
presente memoria. FIG 2. Muestra una vista lateral del dispositivo aqui preconizado. FIG 3. Muestra una vista en planta del dispositivo de inyeccion de caucho, objeto de la presente invention. FIG 4. Muestra una vista en perspective del dispositivo de inyección de caucho. FIG 5. Muestra una vista de una realized& preferida del molde (3) .
REALIZACION PREFERENTE DE LA INVENCION
En las figuras adjuntas se muestra una realizacian preferida de la invención. Tal y como se puede observar en las figuras adjuntas, el dispositivo de inyeccion consiste en un chasis (1) sobre el que se sitha una cinta transportadora (2) y un inyector de materia prima (4) , esencialmente un cilindro dispuesto verticalmente sobre dicha cinta transportadora (2) sobre la que se sithan una pluralidad de moldes (3) .
Dichos moldes (3) son piezas de tamario reducido que comprende una primera pieza
superior (31) , una segunda pieza inferior (32) y una tercera pieza intermedia (33) y donde, a su vez, cada pieza (31, 32, 33) aloja en su interior un porta molde y un postizo. La principal particularidad de dichos moldes (3) es que son de un tamaflo reducido y comprenden un cierre mecanico (3a) para unit el conjunto de las piezas (31, 32, 33) y que no se produzca ningun tipo de fuga cuando la materia prima, preferentemente goma, es inyectada a traves de un orificio (3b) presente en la pieza superior (31) y que habilita el paso de dicha materia prima hasta el interior del molde (3) .
Asi pues, en un funcionamiento normal, una vez que el cilindro inyector (4) este cargado de materia prima y uno de los moldes (3) este alineado verticalmente con dicho inyector (4) sobre la cinta (2) , dicho molde (3) queda en posición de inyección, produciendose tras la misma el paso a la zona de desmoldeo (5) y posterior carga de insertos, si fuese necesario.
A continuacion, la cinta (2) se pone en marcha, desplazando el molde (3) inyectado, y el inyector (4) comienzan a cargar el material, colocando el siguiente molde (3) en posición de
espera, repitiendo el proceso de inyeccion.
En la tabla siguiente se establece una comparative entre un sistema tradicional (columna izquierda) , utilizando como ejemplo la referencia X1, con un molde de ocho cavidades y un tiempo de curacion de 360 segundos.
Con la invencion, en primer lugar hay que conocer el nOmero de moldes que son necesarios, por lo que se divide el tiempo de curaciOn entre el tiempo necesario para los movimientos, teniendo en cuenta que el tiempo de inyeccion el movimiento de desmoldeo se realizan a la vez, tat y como se ha descrito. En el ejemplo se obtienen 24...
Reivindicaciones:
1. Dispositivo de inyeccion
(1) sobre el que se sitoa una cinta 5 transportadora (2) y un inyector de materia prima (4) dispuesto verticalmente sobre dicha cinta transportadora (2) sobre la que se sithan una pluralidad de moldes (3) , y donde junto al inyector (4) se sitha una zona de desmoldeo (5) caracterizado porque dichos moldes (3) comprenden, cada uno de ellos un cierre mecanico (3a) y un orificio (3b) superior de inyección.— Dispositivo de acuerdo con la reivindicacion 1 donde cada molde (3) comprende una primera pieza superior (31) , una segunda pieza inferior (32) y una tercera pieza intermedia (33) y donde, a su vez, cada pieza (31, 32, 33) aloja en su interior un porta molde y un postizo, unidas entre si por el cierre mecanico (3a) . 15 3 — Dispositivo de acuerdo con la reivindicacion 1 y 2 donde el orificio (3b) es pasante respecto de la primera pieza superior (31) .
Patentes similares o relacionadas:
Prensa de moldeo por inyección, del 31 de Enero de 2018, de CURTI COSTRUZIONI MECCANICHE S.P.A: Prensa de moldeo por inyección, que comprende una pluralidad de moldes y un inyector para cada molde, comprendiendo cada inyector un tornillo de inyección, […]
 Procedimiento y aparato para fabricar cables de conexión, del 27 de Enero de 2016, de CURTI COSTRUZIONI MECCANICHE S.P.A: Un aparato para fabricar los extremos de cables eléctricos , que comprende una sección (B) para un moldeo por inyección en al menos uno de dichos extremos, comprendiendo […]
Procedimiento y aparato para fabricar cables de conexión, del 27 de Enero de 2016, de CURTI COSTRUZIONI MECCANICHE S.P.A: Un aparato para fabricar los extremos de cables eléctricos , que comprende una sección (B) para un moldeo por inyección en al menos uno de dichos extremos, comprendiendo […]