DISPOSITIVO DE ENCOLADO PERFECCIONADO.
La presente invención describe un dispositivo de encolado perfeccionado el cual incorpora en la zona de carga de un empujador automático de la materia primera,
así como de una carga automática, pasando el producto a la zona de calentado de donde se lleva a la cámara de suministro del rodillo aplicador, asegurando el nivel mediante un sistema de control que permite saber para la altura de empapado del rodillo escogida, si existe nivel de producto o no.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201130885.
Solicitante: CONSTRUCCIONES ESPAÑOLAS DE HERRAMIENTAS INDUSTRIALES, S.A.
Nacionalidad solicitante: España.
Inventor/es: LÓPEZ ESTEVE,Anastasio.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05C1/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05C APARATOS PARA LA APLICACION DE MATERIALES FLUIDOS A LAS SUPERFICIES, EN GENERAL (aparatos de pulverización, aparatos de atomización, toberas o boquillas B05B; instalaciones para aplicar líquidos u otros materiales fluidos a objetos por pulverización electrostática B05B 5/08). › B05C 1/00 Aparatos en los que un líquido u otro material fluido es depositado sobre la superficie de una pieza por contacto con un elemento portador del líquido u otro material fluido, p. ej. un elemento poroso impregnado de un líquido que va a ser aplicado como revestimiento (B05C 5/02, B05C 7/00, B05C 19/00 tienen prioridad). › utilizando un rodillo.
- B27D5/00 B […] › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27D TRABAJO DEL CHAPADO O DEL CONTRACHAPADO DE LA MADERA (aplicación de líquidos u otros materiales fluidos a las superficies en general B05; apomazado, tratado con arena o pulido de la madera B24; aplicación de adhesivos o de cola a las superficies de madera B27G 11/00; fabricación de hojas de madera chapadas B27L 5/00). › Trabajo del chapado o del contrachapado por medio de otras operaciones especialmente adaptadas al chapado o al contrachapado (trabajo de las lengüetas de manera análoga al trabajo de la caña B27J).
- B27G11/02 B27 […] › B27G MAQUINAS ACCESORIAS O APARATOS PARA TRABAJAR LA MADERA O MATERIALES SIMILARES; HERRAMIENTAS PARA TRABAJAR LA MADERA O MATERIALES SIMILARES (herramientas para trabajar con muela B24D; herramientas para aserrar B27B 33/00; herramientas para máquinas de entallar o mortajar B27F 5/02; herramientas para fabricar serrín, virutas, polvo o productos similares B27L 11/00 ); DISPOSITIVOS DE SEGURIDAD PARA MÁQUINAS O HERRAMIENTAS PARA EL TRABAJO DE LA MADERA. › B27G 11/00 Aplicación de adhesivos o de cola de las superficies de madera que se van a unir. › Recipientes para la cola; Aparatos para recalentar o calentar la cola.
Fragmento de la descripción:
\\DISPOSITIVO DE ENCOLADO PERFECCIONADOu .5 Obl et:o de 1a Iü"\rención.
- -----_:~----~--~----_._--_._._._._..., . ......, ., ......_.............................
cliSf) OS'i t J. "\/ () de eI1C;c) 1 (~d, c de .perfiles de pi.ezas, h~bitualrnente tableros! que se dispone en lctsmáqui.nas o piezas. donde s e adhiere a dicho canto el mat:eria1 embel l ecedor correErpondient.e. Est:ado de la Técnica.
Exi sten en el mercado, y POyo t arlto pueden , r ,
cons.1.·de.rarc:;e como el estado o·e la t:e-CI1.1_ (~a de la irrvenc.ión, e1lversos s1.sLemas de encolado del perf.i.}. de piezas, habitualmen t e table, ro, 's I adherirles un canto.
Dichos sistemas de (m.colado han mostrado hasta e.l
IrtOrnerltC) una c'l.t'beta. de carga. d, e l pi, ·oc..i.u.c·to ét_d1-.l.esi"'\, 70. ( e11 10.
cua.l se calentaba en ella di cho producto adhesivo, para 1.1evar1º a eucstado líquido y aSl. podertraI1sportcu:.'lc hasta e} pu.nt.c) (1e aplicación . Este s ist.ema de carS:1a Y ·prepi;i.ración prc\·::1'Llct () adhesivo pr:'c~duce diversos incon venientes como es la perdida de producto por
reca.lent:a.mieIl.t.o, J.a lleqúda de prod.ucto aJ. sistema de f:~U_nli.l1 j. s t ro que elT\lía al dispensado:c con llrl, ét ternpeJ'.. at'Llra .inferior dr.>: calentamiento, . asr c () n: ()
r) J:~oble!r~as corl le·s 1. esid1.1ºS. get1 (~ra.dos en el en, frian1ient.c· en partes J.ej i;lnas del ca.lentamient.o del prod.ucto 30 adhesivo . En dicha cubeta de cargú Se introduce lvü:>.i tualrnente el producto adhesivo de ma.D.era manual s in permitir una del dispositivo de encolado. De rnanera los SlE3terna.s de encola.de 5 conocidos dj.sponen de fuentes de calor la ctlbet.a de del. producto adllesi'i" () .f con los problemas asociados que se han descrito al describir la cubeta de ca.rga conocida .
Segúrl se conoce I) () !." los eC}\..1.l1JOS exist, ent. e I e 1.
sist.emcl que utilizan dichos eq, Jipos par¡;l e\d.t:ar en el disposit i ', , 'o de encolado el actlntula.nüento de product:o adhesivo al paso de la pieza o perfil a encolar, es el del rebose de dicho producto, con las consiguientes di-fiCl.tl tades de asegL11:al:' (llJe se S11tni11istl:~a la ca11t.idad
15 '.0 ., v la posibilidad 0
'-o sunurustro, que el con8\.1rno que se realiza del pl~oducto adl1esive: l inc.luso en el caso extrerno de crete no se suministren más ta.blerbs o piezas a encolar. 20 De esta manera se tiene que los d:Lsposit.ivos o si.st.emas conocidos de encolado de piezas la · . ~
di'\le:t'SOS
colocación pOl.o a dneS.~lon clel canto,
ínconv~~rlÍentE.~S que ha.cen que el aprovechamiento del
material adhesivo no sea eficiente I con 10 que aumentan.
., , ,
10.s c () stes Cie matar.las p.r:unas 1 se aumenta el. c~os:te de mantenlmlento, por la forma de utilización y circulación del producto adhesi-'lO por nú.rne.ro d.e p .robJ.emas I :Y su ca:t-ácter rílanual ( que impide Ia ~
automatización de procesos asz:;gllrélrnif::nto· de l.C:-S
nd_smos.
Fj_rl.al, id.ad de la Invención . Disponer de un dispositivo de encolado de tableros o piezas qt1e necesit.en. aplicf.:.:t' un product.o adhesivo en su perfil para solidarizar un canto, t~eniendo una , .... } .~
ClrCU.l.aC.1.on eficiente pr:oducto adheSivr) ~ 1.1Tl..c:.S cal. acteríst iC:2lS y meca.n:Lsrnos permitan la élUl"J) trlc"\.l-, i zétción del mismo, así como la crea, ción de un f:Est:ema de segu.ridad del suminist.ro y dispensado de producto ad.hesivo.
La invención preconizada se materializa en un dispos.i.t. i, /o de encolado de tableros o piezas con pert1..1. I
a las que se J.es quiere adherir una lámina o ca.nt.o independiente c\.1.b~ci..r perfil, habitualmente en.
bruto, del tablero o pleza .
Rabit, ualm'2nte este di.'3p08itivo se encuentr;t ubicado en el conjunto que compone la máquina ele colocación de los cantos, aunque se puede utilizar en procesos ., . ,
~
d:1.fe.r:entes requíer:an la apJ..lcaC_1.0n cie un producto r
15:quido sobre una superficie exterior eXJ_st.lendo un movimiento r'2-1at.ivo en.t.re unc> y otro .
El disposit:bro esta formf.:.do por una cámara de carg.?l. del pl'oducto adhesivo donde se almace.na en la fon1kl 6.8 materi.a sólida clu.e se dist.ribuye! 25 comunicada dicha camara con el slsterna de empuj e ! la tr.~éllnp, illa de carg'a de materia p:cin1a I y el espacio <1~:;
salid::'.> hacia la zona de céúent.a.do. La C?, :t'gi:t dE;;l dispositivo de encolado <:-tdemás de ,
poderse :ceal .1. z, u: de manE, \t:'ct manual síem;qre cf:..le se qU.H~ra . } ~ 1" 1
, :lccionando t.ramp-l . . la (lreCl.:amelTte. o e mecanlSntO que la dirija, se automatiza de manera que la apertura de la t.G'lmpLLlao i_'l.CCeS () a la cámara de carga esté gobernada 'J ~ ,
por.~
llII sisterna rnecárlico t neumát.ico o e ..ectr.lco ' ,
desplac~e ei .1 c~rl'1. tl'arnpilla dejando libre el interior de la ma.terJ.a p:cuua I que se (::ncontrabo. en un delJÓsito embocado en d::"cl.a t "1
rampLL a o acceso. Este funcionamiento del dispoBitivo. que tendrá en cuenta el recorrido del. sistema de empuj e d~~ la. materia pr::Ltnét que de la actuación de la seguridad por exceso de producto adhesivo suministrado Est.o nos permitir'á trabctjax con un sistema que , d '
permite 1.ntr'Q tlCl.r en el disposi.tivo de encolado 1<;1 materia prima necesaria pa.ra su funcionamien.to Sl. tener que depositar más de la cuenta en la cubeta, o tener el
S ''-'
1." ieS90 de quedarse .l.. ....... producto ad.l1E: s i ....ro CI.urante el
proceBO proc5:uct i.vo, La caxga situada en cámara y q:ue se ha insertado en ella de manera manual o autornática se lleva a la zona d.e calentado gracias a 1m empuje del producto adhesivo. Este sistema de empuje, habitualmente formo.de)
por un sistema de cilindro neumát.ico que actuandD sobre el empuj ador, oI:üiga a la rnateria prima conservad, :':!. en su estado original en la cámara, a desplazarse a la zona de calentado Este sistema de empuj e puede ser controlctdo+ por el mismo sistema de gobierno d.el dispositi'vo, y que controla el recorrido del empujador aumentandO la entrada del producto adhesivo en la zona de calentado,
adhesivo en la zona de cf-d.entado, o regY."esando é~ 1a • " • ...<
posición lI1:LClcll para permitir la carga de la cam.:u:-a.
Con esto conseguimos un accionamiento controlado del Sl.st:en1a de empuje, y por t.anto de la cantidad de producto adhesivo que se introduce en la zona de c<'Jlent:ado . .En esta zona de calenta.do se colocan unos medio3 de ., ' d
~
eJ..e\ra·::;10r:t ." e la temperat:ura del producto adhes:1.vo, que 5 habit-l.lalmente se forman pO.r:, :cesistencias eléctri.ca, s que el calentamiento .i.rltnee.iiato a.dhesivo, pasando de su estado original sólido , al con una densidad tal que permita su ascenso por
J.08 medio3 de conducción hacia el sistema de suministro 10 del rodillo de aplicación. Estos medios de calentado son S ", , -,
de fácil mantenimiento al poder
I ........
extraidos fácilmente el desn10rltaj e de interiores del disposit.i.vo . Los medios de conch..1Cción se forman habitualmente po:::-unos cond.uct:os que comunican la zona de calentctdo COI: la cámara de sum:i . .n:tsLro, y el producto pasa de uno :~ otro por la acción de la presión que se ejerce desde el sistema de ernpuj e. La utilizaci ón de este sisterna de n1anterl.i rni t=..:nto de los mismos. Al. t e rnat iva.mente I se disponer sisternas de ele"\rac.iórl riel pI'odLtct.O acll1esi'.to como 80r1 l () s elenle11tc~s sinfín. Una vez se ha conducido el producto adhesivo a la 25 c2irnarct de suministro a, 11í se pone en CO!1tacto con '1
e~_
rodillo de aplicación , El sistema de ernpélpado del rodillo de aplicación es habitualmente el cOIltacl:o directo cC>l1 el product.o adhesivo. que se contlene en. la Cá.lrtclra de sl.1rninist.ro Cll1e 11.a sici, Q 11erlElclEl al presic) , llar el 30 SiS"terna de ernptl] e ?~l producto adhes.1.", ro erl forrfla de ma t.er:::.a prima. en la zona de calentado, :l una vez
Pc'tra evitar el rebose del producto por una fal ta de ., '1
consumo o.e_~
un excesivo aporte de cUcho 5 producto, se dispone de un sist.ema de seguridad que permi te el paro de la distribuci.ón medi.ante unos medios (j (-; c~ () r1t:rol q1.;..te detect.an el D.i.vel rn.áx..im, c· (le1 P, t' () ciu, (;t.. ()
3' '
dCl.tlE .S.1 \le) en cam:l1....a de suministro. Esto se mediant'8 la utilización de una impulso neumático a dicha 10 cán1ara en el rmnto de má.xüna cétpacidad admitida qU.e
...
Reivindicaciones:
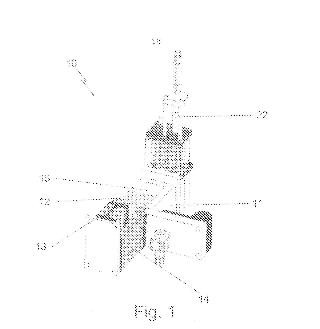
lA -"DISPOSITIVO DE ENCOLADO PERFECCIONADOJl de los que. se sumülistra, n un producto adhesivo céüentado para que sea aplicado a un perfil de una pie2, o. medi.ant.e un rodillo caracterizado en que está f orma, do por: un l3iste, na de enlpu.] e 0, 4) de materia prima contenida en la cárnara de carga (11) por tll1 s i s t erna d~{:3 carca a utorna.tiz a.da
l
-'
mediante la trampilla (12) , por una zona calc:ntado (17) por: contacto diLecto CaD "l:'eslstenc:ias (18) , pm:, unos rnedi os de cond.uccíón (19) a la cámara de suministro {2 {) ) I por unos rnecli () s ele ~::;011t 1:'01 de nivel (23 ) neumáticos I por una 'I/álvula (22) de cor t e de suminist'.t:- () f por un rodillo aplicador f;m cont, acto con la cáma.ra de suministro (20) y con las compuertas (24) I Y por un sistema de gobierno automatizado que los coordina.
2'¡ "DISPOSITIVO DE ENCOLADO PERFECCIONADO" se~rG.n la 1 a reivindicación caracterizado en que el sistema. de. empuj e (14) está formado por un mecanismo que desplaza el em;qujador (16) a través de Id cámara ck cai:'9é_~ (I1)
,
su posición inicial recogida, sin :Lr':'v""a d':L.1:" la proyección de la t:r.'amp.il1a (12) en la cámara de carga (11 ) , hasta su final de recorrido en l a aberL.1ra que COmUl1lCa la cámara de car'?, 'B (11 i y la ZODc ( de calenL.=J.do (17) .
~
" "DISPOSITIVQ DE ENCOLADO PERFECCIONADOu seg1..111 la lA reivindicación caracterizado en que el sistema de carga automatizada const~ de una trampilla (12) que tapd Jo. abert ura. de carSJa (15) y que es desplazable (l2) rnedícmte un sistema de actuación (13) , t.erüendo encima de l a trampiLLa (13 ) un contenedor con rnateria prima. que por g ravedad descax:ga en la cárnara de carga (J.1) , una ( -: ..... \
abertura (15) .
4 ~ "DISPOSITIVO DE ENCOLADO PERFECCIONADO" según
la 1 ~ reivindicación caracterizado en que la zona de
5 CclJ t:~rl t:~ (ld () describe llil E.::spa"C~l () IJor las
ca.. lentado habitual, y que comunica mediante 108 medios de conducción (19) formados por conductos de paso, con la camara de suministro (20) .
"DISPOSITIVO DE ENCOLADO PERFECCIONADO" se'Jún la reivindicación caracterizado que l.as atraviesan la zona de calentado (17) llegando hasta la .. ,
/' '" >.
camara ae sununl.stro (2 O) , y siendo dichas l."'esJ..scenCla~s 15 extraibles desde el exterior del dispositivo (10) .
"DISPOSITIVO DE ENCOLADO PERl<"ECCIONADOIJ" la 4, <l reívindicac.ión caracterizado en que l·::) s med:i.os de corld~1JCciÓl1 sepl1ede11 \ter con-tpletT\entados PC) Y UTl sistE.~fna~
eras_a· o "DISPOSITIVO DE ENCOLADO PERFECCIONADO" sf:;gún Lo. 1" reivindicación caracterizado en que la cárnara. de suministro (20) contiene el producto é', dhesivo en su de . 1 el rorm~ ~ elo por elementos sinfín.
intex'io:r al ql.l (::da:t-cerrétda~ por SttS pctrecles 1 el r·odil1c}
apliccldor (21) Y las compuertas (24) que ajustan lor" 25 espacios entre las anteriores (20 y 21)
a "DISPOSITIVO DE ENCOLADO PERFECCIONADO" según .La ].;; rei'vindicación caracterizado en que J.os medios de control de nivel (23} están formados por un elemento que realiza impulsos neumáticos de forma repetida a la ~ d
C2trnar2.. 'e SUnu.nl stro (20) l a la. altura. donde conocer el ni, ve1 de producto adheslvo, por unos met1.1.0S de detección de presión, y por unos puntos por los qU.e (20 ) a. 1;.3, ;.8
el J.mptúso a lase de manera que al encontrar el 1.rnpll1.S0 introducido en la cánl:1:Cct de suministro del producto los medios ele esa altura, y de forma contraria si no encuentran dicha teniendo información en cada uno de los . ~ J"
lmpUlS0S rea.. Izados.
~ "DISPOSITIVO DE ENCOLADO PERFECCIONADOu se9ún 10 todas las Y.·etv:i.ndicaciones ante.1:'iores caracterizado en que el sistema de gobierno recibe información del estado , ,
(, 14) de
l
del recorrido C.1E.::.L
las re.sist.encias (18) , de los medio.s de control de 111veJ
(23) Y W." .La válvula de cierre de suministro (22) , pudiendo actuar sobre e110s (12 / 13, 14, 18 / 22 y 24) C1E~ fo:nna automática, para que:
o La válvula (22) cierre el suministro cuando
20 r'tTI.3.x.J.m () J elCtesea , (:J eTl la cántara (20)
o La v"'ál \rtlla abra cuando el nivel sea
inferior.
o El sistema de empuje (14) presione la rnateria
I) Y"iTna conten.1.da en l.a cánlara , oe carga (11 , !
25 según se tenga o no el nivel máxi.mo de
producto en la cámara de surnínistro
o El acc:lonam:Len.to (13) de la trampilla (12)
o"bra (~l.larlcJ () el e'mpLlj aclor f 1 ., , ;... ..\ ~. c' j haya 11egado al
fin.al ele SU~ l ... eco1....:ci<:io l ha.bie'ndc> dej ado tc) da .la
30 mat.ería prima en el int.eríor dE~ la zona ele
calentamiento (17) y se haya recoSjido a su
posición inicial.
1 3 :ceivindíc3.cíÓn caracterizado en que
alternativamente eJ $J.stema se contrO.L<.'l. de tna!1el.'"ca
manual, mediante mandos de accionarniento.
Patentes similares o relacionadas:
Sistema, máquina de recubrimiento así como disposición de aprovisionamiento, del 15 de Julio de 2020, de HOMAG GmbH: Sistema con al menos una unidad de transporte para alojar unidades de almacenamiento de material y con un dispositivo de alimentación para material […]
Tablero de construcción ligera y procedimiento para la fabricación de un tablero de construcción ligera, del 8 de Julio de 2020, de Fritz Egger GmbH ; Co. OG: Tablero de construcción ligera , - con dos capas de cubierta , - con una estructura en forma de panal como capa central , dispuesta entre las […]
Procedimiento de tratamiento para revestir una sección de superficie, del 15 de Abril de 2020, de HOMAG GmbH: Procedimiento para revestir una sección de superficie, en particular una sección de superficie estrecha, de una pieza de trabajo con forma de tablero con un material […]
Procedimiento para fijar estructuras laminares en forma de tira, en particular bandas de canto a lados estrechos de piezas de trabajo, del 15 de Abril de 2020, de Karau, Michael: Procedimiento para fijar estructuras laminares en forma de tira, en particular bandas de canto a lados estrechos de piezas de trabajo, en particular placas de muebles, mediante […]
Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, del 19 de Febrero de 2020, de IMA Schelling Deutschland GmbH: Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, donde las piezas de trabajo se suministran en un circuito […]
Disposición de herramientas para el mecanizado de placas de materia derivada de la madera, del 8 de Enero de 2020, de SWISS KRONO Tec AG: Disposición de herramienta para el mecanizado de la superficie lateral de una placa de materia derivada de la madera con un soporte y con […]
Método para aplicar un elemento de banda de canto a un panel ligero, del 12 de Diciembre de 2019, de Samec S.p.A: Un método para aplicar un elemento de banda de borde (B) a una porción de borde de un panel ligero provisto de una primera capa exterior (101, […]
Módulo de activación para un dispositivo de recubrimiento con un dispositivo de recubrimiento, del 30 de Octubre de 2019, de IMA Schelling Deutschland GmbH: Módulo de activación con un dispositivo para recubrir una zona superficial de una pieza de trabajo con un material de recubrimiento […]