Procedimiento de fabricación de un pistón.
Procedimiento de fabricación de un pistón (10), que comprende las etapas según las cuales:
a) se prevé una pieza en bruto de obturación (22) y un cuerpo del pistón (11);
b) entonces se desliza la pieza en bruto de obturación (22) sobre el cuerpo del pistón (11);
c) la pieza en bruto de obturación (22) se prensa sobre el cuerpo del pistón (11);
caracterizado porque
d) la pieza en bruto de obturación (22) se corta a medida por un primer extremo;
e) en el primer extremo se conforma un primer labio obturador (19) con el perfil deseado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/003127.
Solicitante: GKN SINTER METALS HOLDING GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KREBSOGE 10 42477 RADEVORMWALD ALEMANIA.
Inventor/es: CASELLAS, ANTONIO, GRUBER,Rainer, SCHNEID,Stefan.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16F9/36 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16F RESORTES; AMORTIGUADORES; MEDIOS PARA AMORTIGUAR LAS VIBRACIONES. › F16F 9/00 Resortes, amortiguadores de vibraciones, amortiguadores de choques o amortiguadores de movimiento de estructura similar que utilizan un fluido o un medio equivalente como agente de amortiguamiento (F16F 5/00 tiene prioridad; uniones de válvulas a cuerpos elásticos inflables B60C 29/00; accesorios de maniobra para puertas que emplean un sistema de frenado por fluido E05F). › Juntas de estanqueidad particulares, comprendiendo incluso las juntas o guías para vástagos de pistón.
PDF original: ES-2380078_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de un pistón.
La presente invención se refiere a un procedimiento de fabricación de un pistón.
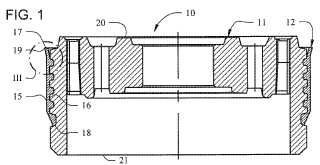
El documento EP 1 121 544 B1 describe un pistón para una disposición de pistón y cilindro, en particular un pistón de amortiguador, que presenta un cuerpo del pistón, que presenta una superficie perimetral, y un manguito de obturación. El manguito de obturación presenta una superficie perimetral exterior, una superficie perimetral interior, una primera superficie del borde y un primer labio obturador y discurre alrededor de la superficie perimetral del cuerpo del pistón y cubre, axialmente, por lo menos una parte de la superficie perimetral. La primera superficie de borde conecta por su primer extremo del manguito de obturación las dos superficies perimetrales entre sí. El labio obturador es limitado por la primera superficie de borde y la superficie perimetral exterior y sobresale, radialmente hacia fuera, de la superficie perimetral exterior.
El documento EP 1 121 544 B1 describe además un procedimiento de fabricación de un pistón de este tipo según el preámbulo de la reivindicación 1 en las etapas siguientes:
a) se prevé una pieza en bruto de obturación y un cuerpo del pistón, b) entonces se desplaza la pieza en bruto de obturación sobre el cuerpo del pistón, y c) la pieza en bruto de obturación es prensada en el cuerpo del pistón.
En este pistón conocido, el manguito de obturación está realizado a partir de un plástico deformable en caliente, preferentemente de PTFE (politetrafluoroetileno) y es conformado, de acuerdo con este procedimiento conocido, mediante conformación en caliente a partir del disco anular, que representa la pieza en bruto de obturación, sobre la superficie perimetral del cuerpo del pistón. Para ello el disco anular o la pieza en bruto de obturación se coloca sobre un extremo del cuerpo del pistón y el cuerpo del pistón preparado previamente de este manera es presionado en un cilindro de conformación y calibrado calentado, siendo dispuesto el disco anular como banda sobre la superficie perimetral del cuerpo del pistón siendo presionado, a continuación, bajo la influencia del calor contra la superficie perimetral del cuerpo del pistón. Al mismo tiempo, el cuerpo del pistón está dotado, sobre su superficie perimetral, con por lo menos un nervio perimetral, el cual debe proporcionar una conexión sin problemas y fiable entre el manguito de obturación y el cuerpo del pistón. Finalmente, el pistón dotado con su manguito de obturación presionada encima es conducido a través de un tubo de refrigeración. El fenómeno de la "reminiscencia" del material de plástico del manguito de obturación da lugar a que, tras la conformación, uno de loso bordes del manguito de obturación, que está formado por el borde interior del disco anular, se contraiga hacia el interior y el otro borde, opuesto, del manguito de obturación, el cual es formado por el borde exterior del disco anular, se coloque hacia atrás hacia fuera y, al mismo tiempo, sobresalga, a modo de un labio obturador, la superficie perimetral restante del manguito de obturación.
El labio obturador de este pistón conocido se forma en este procedimiento conocido por lo tanto gracias a que el manguito de obturación recuerde, en su forma originaria, al disco anular. Este pistón conocido y este procedimiento conocido presentan la desventaja de que el labio obturador, a causa de las tensiones internas que se forman condicionadas por la fabricación durante la conformación del disco anular para dar el manguito de obturación, está relativamente fuertemente ondulada, con lo cual se puede ver menoscabada la función de obturación.
El documento JP 61 082 072 A describe asimismo un procedimiento de fabricación de un pistón según el preámbulo de la reivindicación 1. En este procedimiento conocido la pieza en bruto de obturación está realizada a partir de una resina de tetrafluoroetileno.
El documento DE 195 13 757 B4 describe asimismo un pistón así como un procedimiento de fabricación de un pistón de este tipo según el preámbulo de la reivindicación 1. Este pistón conocido presenta una pieza de soporte y un anillo de guiado, que rodea la pieza de soporte por el lado exterior, por lo menos parcialmente, hecho de un material polímero, preferentemente de PTFE. La pieza de soporte presenta, por lo menos, una ranura perimetral por el lado perimétrico, abierta radialmente en el sentido del anillo de guiado, que está engarzada con un resalto del anillo de guiado, que sobresale en la dirección radial de la pieza de soporte. El anillo de guiado presenta, por ambos lados, en cada caso un labio obturador condicionado por el montaje, formado de una sola pieza y que se extiende en dirección axial. Los labios obturadores sobresalen de la superficie de contacto de la pieza de soporte en dirección axial. En este procedimiento conocido, se desplaza la pieza en bruto del anillo de guiado, por el lado exterior, sobre la pieza de soporte y se comprime, a continuación, exclusivamente de forma radial de manera uniforme abarcado la totalidad del perímetro hasta más allá del estado poco viscoso del material del anillo de guiado. Dado que al mismo tiempo el material del anillo de guiado empieza a fluir, las ranuras de la pieza de soporte son llenadas por completo por el material del anillo de guiado. Mientras que el material del anillo de guiado fluye progresivamente al interior de las ranuras de la pieza de soporte y las llena, partes de este material fluyen, a causa de la compresión radial, axialmente a lo largo de la superficie perimetral de la pieza de soporte y forman los labios obturadores. Los labios obturadores son formados por lo tanto por el material del anillo de guiado que escapa en dirección axial durante la compresión radial.
Este pistón y este procedimiento conocidos adolecen del inconveniente de que los labios obturadores presentan una precisión de acabado relativamente baja condicionada por la fabricación, debido a que el material del anillo de guiado puede fluir libremente de manera axial durante la compresión radial.
La presente invención se plantea el problema de mejorar un procedimiento para la fabricación de un pistón.
Este problema se resuelve mediante un procedimiento de fabricación de un pistón según la reivindicación 1. Otras formas de realización están descritas en las reivindicaciones dependientes.
La invención propone, en un procedimiento según el preámbulo de la reivindicación 1, que en una etapa d) la pieza en bruto de obturación sea cortada a medida por su primer extremo, y porque en un segundo paso e) se conforme en el primer extremo el labio obturador con el perfil deseado. Al mismo tiempo se pueden llevar a cabo, dependiendo de las necesidades, las etapas d) y e) en esta secuencia o de manera simultánea. En caso de que, por ejemplo, mediante el corte a medida según la etapa d) se haya formado ya un primer labio obturador con el perfil deseado, se llevó a cabo la etapa e) mediante la etapa d) .
La pieza en bruto de obturación, en caso necesario, puede estar conformada de forma y manera discrecional y, por ejemplo, puede presentar la forma de un disco anular o de un manguito o de un bote.
El corte a medida en la etapa d) puede tener lugar, dependiendo de las necesidades, de forma y manera discrecional, por ejemplo mecánicamente y/o con la ayuda de un láser.
Puede estar previsto que en una etapa f) la pieza en bruto de obturación sea ensanchada en el primer extremo. Al mismo tiempo, la etapa f) puede llevarse a cabo después o antes de la etapa d) y/o las etapas e) y f) en esta secuencia o de manera simultánea.
En una primera alternativa se puede generar adicionalmente al primer labio obturador, dependiendo de las necesidades, por lo menos otro labio obturador. De este modo puede estar previsto, por ejemplo, que en un paso d) la pieza en bruto de obturación sea cortada a medida por un segundo extremo, y ello en un paso g) en el segundo extremo conforme un segundo labio obturador con el perfil deseado. Las características anteriores, que se describieron en relación con las etapas d) y e) y el primer extremo de la pieza en bruto de obturación, pueden ser válidos de manera análoga también para las etapas g) y h) y/o se pueden llevar a cabo, dependiendo de las necesidades, después o de manera simultánea o antes de los pasos d) y/o e) y/o f) .
En una segunda alternativa puede estar previsto que en un paso i) la pieza en bruto de obturación esté presionada, por... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un pistón (10) , que comprende las etapas según las cuales:
a) se prevé una pieza en bruto de obturación (22) y un cuerpo del pistón (11) ; b) entonces se desliza la pieza en bruto de obturación (22) sobre el cuerpo del pistón (11) ; c) la pieza en bruto de obturación (22) se prensa sobre el cuerpo del pistón (11) ;
caracterizado porque d) la pieza en bruto de obturación (22) se corta a medida por un primer extremo; e) en el primer extremo se conforma un primer labio obturador (19) con el perfil deseado.
2. Procedimiento según la reivindicación 1, caracterizado porque las etapas d) y e) se llevan a cabo en esta 15 secuencia o de manera simultánea.
3. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la pieza en bruto de obturación (22) presenta la forma de disco anular o de manguito o de bote.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el corte a medida tiene lugar en la etapa d) mecánicamente y/o con la ayuda de un láser.
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado por la etapa según la cual: 25 f) la pieza en bruto de obturación (22) se ensancha por el primer extremo.
6. Procedimiento según la reivindicación 5, caracterizado porque la etapa f) se lleva a cabo después o antes de la etapa d) .
7. Procedimiento según una de las reivindicaciones 5 ó 6, caracterizado porque las etapas e) y f) se llevan a cabo en esta secuencia o de manera simultánea.
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado por las etapas, según las cuales:
g) la pieza en bruto de obturación (22) se corta a medida por un segundo extremo; h) un segundo labio obturador (26) está conformado con el perfil deseado en el segundo extremo.
9. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado por la etapa según la cual:
i) la pieza en bruto de obturación (22) se presiona por un segundo extremo, por lo menos parcialmente, en una ranura anular (14) , la cual está formada en la superficie perimetral (13) del cuerpo del pistón (11) .
Patentes similares o relacionadas:
Junta de doble estanqueidad compensadora para amortiguadores hidráulicos aplicables en auto-cierres de mobiliario, del 22 de Julio de 2020, de INDUSTRIAS AUXILIARES, S.A.: Junta de doble estanqueidad compensadora en amortiguadores hidráulicos aplicables en auto-cierres de mobiliario, Comprendiendo el amortiguador un cuerpo cilíndrico […]
Amortiguador hidráulico con disposición de tope hidráulico, del 8 de Abril de 2020, de BeijingWest Industries Co. Ltd: Un amortiguador hidráulico para un amortiguador de suspensión hidráulica de vehículo a motor, que comprende: un tubo lleno con un líquido de trabajo, un conjunto […]
Unidad de guía/amortiguación y unidad de carcasa de pistón, del 18 de Marzo de 2020, de SUSPA GMBH: Unidad de carcasa de pistón que comprende a. un vástago de pistón desplazable, b. una unidad de guía/amortiguación para guiar y […]
Amortiguador, del 20 de Noviembre de 2019, de KYB Corporation: Amortiguador que comprende: un cilindro en el cual queda sellado un fluido hidráulico; un pistón libre insertado de manera deslizante en […]
Dispositivo telescópico, del 30 de Octubre de 2019, de Safran Landing Systems UK Ltd: Un dispositivo telescópico que comprende: una carcasa que tiene una superficie de pared lateral interior (12c) que define una perforación (B) […]
 Conjunto, herramienta de puenteo para un conjunto y método para formar un conjunto, del 30 de Octubre de 2019, de Safran Landing Systems UK Ltd: Un conjunto que comprende:
un dispositivo hidráulico que comprende un cilindro exterior acoplado de manera deslizable con un pistón deslizante […]
Conjunto, herramienta de puenteo para un conjunto y método para formar un conjunto, del 30 de Octubre de 2019, de Safran Landing Systems UK Ltd: Un conjunto que comprende:
un dispositivo hidráulico que comprende un cilindro exterior acoplado de manera deslizable con un pistón deslizante […]
Amortiguador de vibraciones, del 11 de Septiembre de 2019, de THYSSENKRUPP BILSTEIN GMBH: Amortiguador de vibraciones , en particular para un chasis de un vehículo, con un tubo amortiguador y con un émbolo de trabajo , que […]
Resorte de gas, del 14 de Agosto de 2019, de DADCO, INC: Un resorte de gas para equipos de conformado, que comprende: un cilindro ; un émbolo recibido al menos parcialmente […]