Cremallera.
Procedimiento para la fabricación de un tramo hueco de una cremallera (1) o de una cremallera (1) hueca,
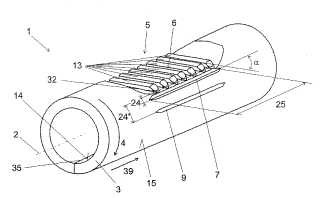
extendiéndose un eje longitudinal (2) del tramo hueco de la cremallera (1) en paralelo a una dirección longitudinal(39) y comprendiendo el tramo hueco de la cremallera (1) una pared (3), que envuelve el eje longitudinal (2) de lacremallera (1) en una dirección circunferencial (4) y que presenta en al menos una zona parcial (5) un dentado (6),formándose en la chapa (16) uno o varios debilitamientos (7, 8, 9, 10, 11, 12) y/o cantos de retención en la direccióncircunferencial a distancia del dentado (6) ya incorporado o aún a incorporar, que se extienden respecto a ladirección longitudinal (39) de la cremallera al menos a lo largo de una parte de la longitud del dentado (6) yaincorporado o aún a incorporar al lado del mismo, caracterizado por que el tramo hueco de la cremallera (1) o lacremallera (1) hueca se fabrica a partir de una chapa plana (16), en el que:
• la chapa plana (16) es conformada en una primera herramienta de conformación (17, 18) obteniendo unaforma de semicoquilla o una forma en U, comprendiendo dos brazos (19, 20) que están unidos entre sí medianteun tramo de unión (23) y que presentan respectivamente un extremo (21, 22) alejado del tramo de unión,
• a continuación, al mismo tiempo o antes se imprime el dentado (6) en la chapa (16) y
• tras la conformación de la chapa plana (16) en una primera herramienta de conformación (17, 18)obteniendo una forma de semicoquilla o una forma en U y tras la impresión del dentado (6) en la chapa (16) y laformación de uno o varios debilitamientos (7, 8, 9, 10, 11, 12) y/o cantos de retención en la chapa (16) se unenpor doblado en una o varias etapas de conformación posteriores los extremos (21, 22) de los dos brazos (19, 20)realizando un espacio hueco que se extiende en la dirección del eje longitudinal (2).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2007/000546.
Solicitante: THYSSENKRUPP PRESTA AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Liechtensein.
Dirección: ESSANESTRASSE 10 9492 ESCHEN LIECHTENSTEIN.
Inventor/es: ECKSTEIN,Ralf .
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21K1/76 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de elementos no mencionados en alguno de los grupos precedentes.
- B62D3/12 B […] › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 3/00 Mecanismos de dirección (dirección asistida o de relé de potencia B62D 5/00; timonería de dirección B62D 7/00; para ruedas no orientables B62D 11/00; transmisiones en general F16H). › de tipo de cremallera.
- F16H55/26 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16H TRANSMISIONES. › F16H 55/00 Elementos con dientes o superficies de fricción para transmitir un movimiento; Tornillos sin fin, poleas o roldanas para mecanismos de transmisión (transmisiones de tornillo y tuerca F16H 25/00). › Cremalleras.
PDF original: ES-2445390_T3.pdf
Fragmento de la descripción:
Cremallera [0001] La invención se refiere a una cremallera según el preámbulo de la reivindicación 1, así como a un procedimiento para la fabricación de una cremallera según el preámbulo de la reivindicación 9.
Las cremalleras se usan por ejemplo en sistemas de dirección de automóviles para la transformación de un movimiento de giro en un movimiento de traslación. Para ello, un piñón, que es accionado por ejemplo de forma directa o indirecta por un volante de un sistema de dirección, engrana en el dentado de una cremallera. Mediante un giro del piñón, cambiando el engrane, la cremallera, que está alojada correspondientemente, se desplaza según el sentido de giro en una de sus direcciones longitudinales. La cremallera acciona posteriormente, por ejemplo, barras de acoplamiento y provoca de este modo el giro de las ruedas del vehículo.
La fabricación de la cremallera, en particular para el uso en un sistema de dirección, es muy complicada y costosa debido a los requisitos estrictos de resistencia y precisión. Aquí es especialmente importante obtener una geometría de dientes definida con la máxima precisión posible y una elevada resistencia de los dientes. En el estado de la técnica existen una serie de procedimientos, con los que se fabrican cremalleras mediante procedimientos de conformación o de arranque de virutas y con etapas de mecanizado posteriores correspondientes. No obstante, las cremalleras de este tipo presentan en muchos casos un peso elevado y costes de material correspondientemente elevados.
En el documento JP 11-180318 A se presenta un procedimiento para la fabricación de una cremallera hueca a partir de una chapa plana, en la que la chapa se dobla en una primera etapa en una forma de U, estando 25 realizada de forma semicircular el tramo de unión entre los dos brazos de la U. A continuación, el dentado se imprime en el vértice del arco del tramo de unión y los brazos se doblan formando un perfil tubular cerrado.
En una forma de realización alternativa del documento JP 11-180318 A, el dentado se imprime en primer lugar en la chapa plana. A continuación, se doblan las zonas de la chapa al lado del dentado formando un tubo 30 cerrado.
En las dos formas de realización, los brazos del perfil en U tienen longitudes diferentes, conformándose el brazo más largo de los dos brazos para formar el perfil tubular cerrado. No obstante, en las dos formas de realización, la forma de diente no puede fabricarse de forma muy precisa. Las operaciones de doblado generan tensiones en la zona del dentado, que conducen a una deformación del dentado. Tampoco las longitudes diferentes de los brazos pueden remediar esto en gran medida.
En el documento US 6.845.560 B2 también se presenta la fabricación de una cremallera de una chapa plana. Aquí, la chapa se dobla formando un perfil en U con dos brazos laterales y una pieza de unión. En la pieza de unión, una zona está realizada de forma plana y, a continuación, a los dos lados, están realizadas dos zonas de forma semicircular. Adicionalmente, esta zona semicircular al lado de la zona plana está conformada con una extensión ascendente a medida que aumenta la distancia de la zona plana. A continuación de esta conformación, en una segunda etapa el dentado se imprime en la zona plana y en una tercera etapa se doblan los brazos laterales formando un tubo.
También en este ejemplo, en la conformación que sigue a la etapa de imprimir el dentado se generan tensiones en el dentado, que conducen a una deformación. La forma ascendente especial del tramo de unión semicircular al lado de la zona plana en la que el dentado se imprime a continuación, no basta para evitar tensiones de este tipo.
El documento EP 1 123 855 propone para la fabricación de una cremallera proveer de salientes laterales el punzón que ataca en la superficie interior de la zona hueca de la pared de la cremallera. Estos sirven para empujar durante el proceso de conformación material a la zona del dentado. Según el documento US 3, 163, 925, para la fabricación de una cremallera está previsto, en cambio, que se acepte una reducción del material en la zona del
dentado.
El documento JP 10-85864 da a conocer un tubo cerrado en la circunferencia, en el que se incorpora una cremallera mediante un procedimiento de rodadura. El tubo queda sujetado durante este proceso mediante un encaje con ajuste positivo en ranuras longitudinales del tubo.
La invención tiene el objetivo de proporcionar una cremallera que, con unos costes de fabricación reducidos, presente una forma de diente muy exacta. Además, debe proporcionarse un procedimiento para la fabricación de una cremallera, en la que se consigue una precisión muy elevada del dentado ya después de la conformación.
El objetivo se consigue mediante el procedimiento para la fabricación de una cremallera con las características de la reivindicación 1 y mediante una cremallera con las características de la reivindicación 5. En las reivindicaciones dependientes 2 a 4 se presentan variantes ventajosas del procedimiento de fabricación según la invención para la cremallera o en las reivindicaciones dependientes 6 a 12 de la cremallera según la invención.
La idea básica de la invención es que mediante debilitamientos y/o cantos de retención realizados correspondientemente en la chapa pueda influirse en la distribución de las tensiones aplicadas a la chapa por las etapas de conformación posteriores. Por ejemplo, las tensiones producidas por el doblado se transmiten sólo en un grado reducido mediante debilitamientos, por ejemplo acanaladuras o también fresados, que se extienden en la dirección transversal respecto a la línea de doblado. Al menos la mayor parte de la tensión se reduce gracias a una deformación en el punto del debilitamiento. En los cantos de retención se impide el flujo de material mediante el contacto con la herramienta. Correspondientemente, una tensión aplicada a un lado del canto de retención con la deformación que resulta de la misma sólo puede transmitirse en un grado menor al otro lado del canto de retención.
En caso de una disposición de un punto de debilitamiento y/o canto de retención de este tipo en un borde de una zona parcial del trozo de chapa a conformar se aplicará, por lo tanto, a esta zona parcial sólo una parte pequeña de las tensiones que se aplican en una posterior conformación de la zona del trozo de chapa adyacente a la zona parcial, dispuesta al otro lado del debilitamiento o del canto de retención a la pieza de trabajo. De este modo se impide en gran medida que se provoquen en contornos de tolerancias estrechas, en particular dentados, que se han incorporado previamente en la zona parcial, tensiones adicionales y cambios correspondientes de la forma por la conformación posterior de la zona de la chapa delimitada por el al menos un debilitamiento y/o canto de retención de la zona parcial.
Se añade que dentados conformados con una precisión así también son ventajosos en caso de una 25 posterior operación de rectificado.
La zona parcial que presenta el dentado representa, por lo tanto, una zona lo menos expuesta posible a las influencias de posteriores conformaciones. La zona parcial corresponde en su extensión al menos a la zona del dentado.
Es preferible que no al menos uno sino todos los debilitamientos y/o cantos de retención existentes estén dispuestos a distancia del dentado, es decir, que presenten una distancia superior a 0 (respecto a la dirección circunferencial) . En este caso no existe, por lo tanto, ningún debilitamiento y/o canto de retención, que esté dispuesto sin distancia del dentado o que esté situado en el interior del mismo o por debajo del mismo (en caso de una disposición en la superficie interior opuesta de la pared de la pieza de trabajo) .
En una forma de realización ventajosa de la invención, respecto a la dirección circunferencial delante y detrás de la zona parcial o del dentado, es decir, visto en la dirección longitudinal a los dos lados de la zona parcial o del dentado, se extienden respectivamente al menos un debilitamiento y/o canto de retención. Por ejemplo, podría estar previsto a los dos lados de la zona parcial respectivamente exactamente un debilitamiento o un canto de retención.
Para la disposición y la concepción de los puntos de debilitamiento de este tipo es ventajoso tener en cuenta las operaciones de conformación previstas posteriormente. Para ello pueden usarse simulaciones numéricas 45 (simulaciones FEM) , en las que se simulan difusiones de tensiones en el componente pudiendo determinarse de este modo la disposición y la concepción correctas de los puntos de debilitamiento. En principio, los puntos... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un tramo hueco de una cremallera (1) o de una cremallera (1) hueca, extendiéndose un eje longitudinal (2) del tramo hueco de la cremallera (1) en paralelo a una dirección longitudinal 5 (39) y comprendiendo el tramo hueco de la cremallera (1) una pared (3) , que envuelve el eje longitudinal (2) de la cremallera (1) en una dirección circunferencial (4) y que presenta en al menos una zona parcial (5) un dentado (6) , formándose en la chapa (16) uno o varios debilitamientos (7, 8, 9, 10, 11, 12) y/o cantos de retención en la dirección circunferencial a distancia del dentado (6) ya incorporado o aún a incorporar, que se extienden respecto a la dirección longitudinal (39) de la cremallera al menos a lo largo de una parte de la longitud del dentado (6) ya incorporado o aún a incorporar al lado del mismo, caracterizado por que el tramo hueco de la cremallera (1) o la cremallera (1) hueca se fabrica a partir de una chapa plana (16) , en el que:
o la chapa plana (16) es conformada en una primera herramienta de conformación (17, 18) obteniendo una forma de semicoquilla o una forma en U, comprendiendo dos brazos (19, 20) que están unidos entre sí mediante 15 un tramo de unión (23) y que presentan respectivamente un extremo (21, 22) alejado del tramo de unión,
por doblado en una o varias etapas de conformación posteriores los extremos (21, 22) de los dos brazos (19, 20) realizando un espacio hueco que se extiende en la dirección del eje longitudinal (2) .
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado por que uno o varios de los debilitamientos (7 – 12) y/o cantos de retención se forman antes de al menos una etapa de conformación posterior, en la que los extremos (21, 22) de los dos brazos (19, 20) se unen por doblado formando un espacio hueco que se extiende en la dirección del eje longitudinal (2) y al mismo tiempo con la impresión del dentado (6) o antes del mismo.
3. Procedimiento de acuerdo con la reivindicación 1 o 2, caracterizado por que uno o varios de los debilitamientos (7 – 12) y/o cantos de retención se forman en la chapa plana. 30
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado por que tras finalizar las operaciones de conformación los dos extremos (21, 22) de los brazos son unidos por soldadura.
5. Cremallera (1) que al menos por tramos está realizada de forma hueca y cuyo eje longitudinal se extiende en
paralelo a una dirección longitudinal (39) y que comprende en su zona hueca una pared (3) , que envuelve el eje longitudinal (2) de la cremallera (1) en una dirección circunferencial (4) y que presenta en al menos una zona parcial
(5) un dentado (6) , estando realizado a distancia del dentado (6) visto en la dirección circunferencial (4) al menos un debilitamiento (7, 8, 9, 10, 11, 12) y/o canto de retención local en la pared (3) , que respecto a la dirección longitudinal (39) de la cremallera (1) se extiende al menos a lo largo de una parte de la longitud del dentado (6) al
lado del mismo, caracterizada por que la zona hueca de la cremallera (1) o la cremallera (1) hueca está hecha de una chapa plana (16) y el dentado (6) está impreso en la chapa (16) , fabricada según el procedimiento de acuerdo con una de las reivindicaciones 1 a 4.
6. Cremallera de acuerdo con la reivindicación 5, caracterizada por que a los dos lados del dentado (6) está 45 previsto al menos un debilitamiento (7, 8) o canto de retención.
7. Cremallera de acuerdo con una de las reivindicaciones 5 a 6, caracterizada por que al menos un debilitamiento (7, 8, 9, 10, 11, 12) y/o canto de retención está orientado en paralelo al eje longitudinal (2) .
9. Cremallera de acuerdo con una de las reivindicaciones 5 a 8, caracterizada por que los dientes (13) del dentado
(6) están orientados en un ángulo (a) cuyo valor es superior a 30º respecto a al menos un debilitamiento (7, 8, 9, 10, 55 11, 12) o canto de retención.
10. Cremallera de acuerdo con una de las reivindicaciones 5 a 9, caracterizada por que al menos un debilitamiento (7, 8, 9, 10, 11, 12) o canto de retención está dispuesto en la superficie interior (14) de la pared (3)
11. Cremallera de acuerdo con una de las reivindicaciones 5 a 10, caracterizada por que al menos un debilitamiento (7, 8, 9, 10, 11, 12) o canto de retención está dispuesto en la superficie exterior (15) de la pared.
12. Cremallera de acuerdo con la reivindicación 11, caracterizada por que en la superficie exterior (15) de la pared
(3) , a los dos lados del dentado (6) , están dispuestos respectivamente dos debilitamientos (7, 8, 9, 10) . 65
Patentes similares o relacionadas:
Cepillo de cremallera dentada, del 11 de Abril de 2016, de WITTENSTEIN SE: Cepillo de cremallera dentada. Cepillo de cremallera dentada para limpiar una cremallera dentada de un engranaje de cremallera dentada que tiene una cremallera […]
 Cremallera y método de formación de la misma, del 22 de Marzo de 2012, de MINIVATOR LIMITED: Un método para la formación de una cremallera curva, el método comprende:
Proveer una pluralidad de bandas alargadas en la que las bandas son perfiladas […]
Cremallera y método de formación de la misma, del 22 de Marzo de 2012, de MINIVATOR LIMITED: Un método para la formación de una cremallera curva, el método comprende:
Proveer una pluralidad de bandas alargadas en la que las bandas son perfiladas […]
CREMALLERA O VÁSTAGO ROSCADO, del 29 de Marzo de 2011, de THYSSENKRUPP PRESTA AKTIENGESELLSCHAFT: Cremallera o vástago roscado, en particular para un dispositivo de dirección para un vehículo, que consta de una primera pieza en forma de barra […]
CREMALLERA O VÁSTAGO ROSCADO, del 29 de Marzo de 2011, de THYSSENKRUPP PRESTA AKTIENGESELLSCHAFT: Cremallera o vástago roscado para un dispositivo de dirección para un automóvil, que comprende una primera pieza en forma de varilla que como elemento de funcionamiento […]
UNIDAD DE TRANSMISION., del 1 de Mayo de 2007, de SIEMENS AKTIENGESELLSCHAFT: Unidad de transmisión con - una cremallera y - una rueda dentada , que está unida con un eje que forma una curva de control y que encaja en la cremallera , caracterizada […]
SISTEMA PARA EL MOVIMIENTO DE UNA PUERTA DESLIZANTE., del 1 de Noviembre de 2006, de PRASTEL SPA: Una puerta deslizante con un sistema de movimiento para puertas deslizantes, en la que la puerta está montada sobre ruedas que deslizan sobre […]
CREMALLERA PARA SISTEMAS DE ACCIONAMIENTO ELECTROMECANICO PARA PUERTAS Y SIMILARES., del 1 de Diciembre de 2004, de NICE SPA: Cremallera modular para sistemas de accionamiento electromecánico destinada a puertas y similares, que comprende una pluralidad de segmentos dentados con extremos […]
Cremallera y un procedimiento para la fabricación de una cremallera para un automóvil, del 17 de Junio de 2020, de THYSSENKRUPP PRESTA AG: Procedimiento para la fabricación de una cremallera para un mecanismo de dirección de un automóvil, que presenta al menos una sección de dentado […]