Aparato y método de suministro.
Aparato (1) que comprende:
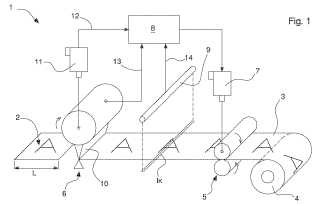
- un dispositivo (5) de suministro configurado para suministrar una cinta continua (3) a lo largo de una trayectoriaen una dirección de desplazamiento;
- un dispositivo (6) de corte configurado para cortar una cinta (3) que se desplaza a lo largo de dicha trayectoriacon una línea de corte transversal con respecto a dicha dirección de desplazamiento;
- un primer detector (9) configurado para emitir una pluralidad de primeras señales (14) indicativas de unaimagen (A) situada en una cinta (3) que se desplaza a lo largo de dicha trayectoria; y
- un controlador (8) configurado para realizar las siguientes operaciones:
• accionar dicho dispositivo (5) de suministro para suministrar una cinta (3) a lo largo de dicha trayectoria;• recibir dicha pluralidad de primeras señales (14) y comparar al menos una parte de dichas primerasseñales (14) con señales de referencia almacenadas; y
• controlar dicho accionamiento basándose en dicha comparación;
- un segundo detector configurado para emitir al menos una segunda señal (13) indicativa del momento en elque dicho dispositivo (6) de corte adopta una configuración funcional determinada, estando configurado dichocontrolador (8) para seleccionar un grupo (I1, I2, ..., IN) de dichas primeras señales (14) como una función dedicho momento indicado por dicha al menos una segunda señal (13) y para comparar dicho grupo (I1, I2, ..., IN)de dichas primeras señales (14) con un grupo almacenado de señales de referencia,
caracterizado por el hecho de que dicho primer detector (9) comprende una pluralidad de elementos de detecciónseparados entre sí en una dirección que es transversal con respecto a dicha dirección de desplazamiento, estandoconfigurado cada uno de dichos elementos de detección para emitir una señal que es indicativa de una parterespectiva de dicha imagen, y por el hecho de que el aparato (1) comprende además un tercer detector configuradopara emitir al menos una tercera señal (12) indicativa de un parámetro funcional de dicho dispositivo (6) de corte,siendo dicho parámetro funcional una función del tiempo o siendo variable durante el funcionamiento de dichodispositivo de corte, estando configurado dicho controlador (8) para recibir dicha al menos una tercera señal (12) ypara controlar dicho accionamiento, no solamente basándose en dicha comparación, sino también basándose endicha al menos una tercera señal (12).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2010/050953.
Solicitante: SACMI VERONA S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA SELICE PROVINCIALE 17/A 40026 IMOLA (BO) ITALIA.
Inventor/es: PEDERCINI,MAURIZIO, FABBRI,DAMIANO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65C9/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65C MAQUINAS, APARATOS O PROCEDIMIENTOS DE ETIQUETADO (clavado o grapado en general B25C, B27F; procedimientos para aplicar calcomanías B44C 1/16; aplicación de etiquetas para embalaje B65B; etiquetas, placas de identificación G09F). › B65C 9/00 Partes constitutivas o detalles de las máquinas o aparatos de etiquetar. › por medios especiales sensibles a marcas sobre las etiquetas o los objetos (control de alimentación en el curso del embalaje B65B).
PDF original: ES-2449876_T3.pdf
Fragmento de la descripción:
Aparato y método de suministro Antecedentes de la invención La invención se refiere a un aparato y a un método para suministrar una cinta continua según los preámbulos de las reivindicaciones 1 y 7. Tal aparato y tal método son conocidos por WO 2006/061775 A2.
De forma específica, aunque no exclusiva, es posible usar la invención en el contexto de un aparato para conformar etiquetas a partir de una cinta continua (desenrollada de forma general desde una bobina) que tiene distribuidas a lo largo de su longitud una serie de imágenes que están impresas previamente y separadas entre sí por un espacio predeterminado (paso) y que formarán las imágenes en las etiquetas.
Tal como es conocido, este paso puede ser variable de una bobina a otra según los requisitos o incluso puede variar en el contexto de la misma bobina, en ocasiones debido también a errores de impresión o desenrollado.
Por lo tanto, un problema de los aparatos de impresión conocidos consiste en la formación de algunas etiquetas a partir de una cinta continua que soporta las imágenes, quedando centrada cada imagen en la etiqueta, independientemente del paso de las imágenes distribuidas a lo largo de la cinta, incluso si se producen errores de impresión o desenrollado que pueden modificar el paso nominal de las imágenes y/o distorsionar las imágenes con respecto a la distribución deseada.
Para superar este problema, WO 2006/061775 A2 da a conocer un aparato de suministro de cinta continua en el que un dispositivo de suministro desplaza una cinta a lo largo de una trayectoria, un detector detecta una imagen en la cinta que se desplaza, un dispositivo de corte corta la cinta transversalmente en etiquetas y un controlador compara la imagen detectada con una imagen de referencia y ajusta de este modo la velocidad de desplazamiento de la cinta basándose en dicha comparación para cortar la cinta en la posición correcta a efectos de formar etiquetas con una imagen perfectamente centrada.
El detector usado en el aparato descrito en WO 2006/061775 A2 para detectar la imagen es un detector óptico de pixeles o un detector óptico de banda que emite una señal indicativa del valor promedio que adopta una característica óptica determinada (por ejemplo, la intensidad luminosa) en una parte predeterminada de la superficie de la cinta. Diversos aspectos del aparato mostrado en WO 2006/061775 A2 son mejorables.
En primer lugar, sería ventajoso eliminar o minimizar el riesgo de errores en la formación de la etiqueta debidos a una variación programada o no programada, o también no deseada, en los parámetros funcionales del dispositivo de corte durante el desplazamiento de la cinta continua.
En segundo lugar, sería deseable mejorar la precisión y fiabilidad del aparato conocido, por ejemplo, reduciendo los efectos negativos debidos a posibles movimientos transversales de la cinta con respecto a su dirección de desplazamiento, pudiendo comprometer dichos efectos el funcionamiento correcto del aparato de WO 2006/061775 A2. Se ha comprobado que, por un lado, en WO 2006/061775 A2, el uso del detector de banda puede facilitar en cierta medida la reducción de la imprecisión debida a movimientos transversales no deseados de la cinta, y que, por otro lado, el mismo resulta impreciso por su naturaleza.
También sería deseable mejorar la eficacia en el control de la calidad de impresión de la imagen en la cinta y/o en el reconocimiento de disfunciones del aparato de suministro (por ejemplo, errores en el montaje de la bobina y/o de la cinta) y/o en la identificación del tamaño de la cinta y de la etiqueta correspondiente.
Resumen de la invención Un objetivo de la invención consiste en mejorar uno o más de los aspectos mencionados anteriormente de los aparatos para suministrar cintas para etiquetas, de forma específica, del aparato mostrado en WO 2006/061775 A2.
Otro objetivo consiste en dar a conocer un método para suministrar cintas para etiquetas mediante el que es posible controlar de manera eficaz un aparato de suministro.
Otro objetivo adicional consiste en realizar un aparato y/o un método para suministrar una cinta para etiquetas que permite su adaptación rápida y precisa a cualquier posible cambio (previsto o no previsto) en la situación funcional del aparato de etiquetaje que aplica las etiquetas en objetos.
Una ventaja de la invención consiste en eliminar o minimizar el riesgo de errores en la formación de la etiqueta debidos a movimientos transversales no deseados de la cinta.
Otra ventaja consiste en dar a conocer un aparato y/o un método mediante el que es posible realizar con gran precisión y fiabilidad el control y, posiblemente, el control por retroalimentación, usando un dispositivo de alineación de cinta de tipo conocido para alinear la posición de la cinta en una dirección transversal (alineación) .
Otra ventaja consiste en realizar un aparato y/o un método disponibles que permiten controlar la calidad del etiquetaje de manera eficaz, de forma específica, en términos de detección de la calidad de impresión de las imágenes en la cinta, identificación del tamaño de la cinta asociada al dispositivo de suministro, comprobación de que la etiqueta procesada se corresponde con la etiqueta que se desea producir (la etiqueta deseada se corresponde con una imagen de referencia almacenada) , reconocimiento de la asociación correcta de la cinta al dispositivo de suministro, etc., etc.
Uno o más de dichos objetivos y ventajas, así como otros adicionales, se consiguen mediante el aparato y el método según las reivindicaciones 1 y 7 descritas más adelante.
Breve descripción de los dibujos Es posible mejorar la comprensión y la implementación de la invención haciendo referencia a los dibujos adjuntos, que muestran algunas realizaciones de la misma a título de ejemplos no limitativos.
La Figura 1 muestra un diagrama de un ejemplo del aparato realizado según la presente invención.
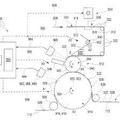
La Figura 2 es un diagrama que muestra una posible manera de detectar las imágenes en la cinta continua en movimiento según la presente invención.
La Figura 3 es un diagrama que muestra una posible manera de comparar una imagen detectada con una imagen de referencia almacenada.
La Figura 4 es un posible diagrama de control para controlar el desplazamiento de la cinta continua que presenta las imágenes con la que se formarán las etiquetas.
Descripción detallada Haciendo referencia a las figuras mencionadas anteriormente, mediante 1 se indica de forma general un aparato que suministra etiquetas a un aparato de etiquetaje (conocido y no mostrado) , indicando 2 una etiqueta suministrada por el aparato 1 en un extremo de salida del aparato, estando conectado el extremo de salida al aparato de etiquetaje, indicando 3 una cinta continua que presenta las imágenes que formarán las etiquetas (en el ejemplo, las imágenes de las etiquetas se han representado a efectos de simplicidad y a título de ejemplo con una serie de “A”) , indicando 4 una bobina desde la que se desenrolla la cinta 3, indicando 5 un dispositivo de suministro que suministra la cinta continua 3 a lo largo de una trayectoria en una dirección de desplazamiento, indicando 6 un dispositivo de corte que corta la cinta 3 que se desplaza a lo largo de la trayectoria con una línea de corte que es transversal con respecto a la dirección de desplazamiento. El aparato también puede comprender un dispositivo de alineación que es conocido y no se muestra y que está configurado para regular la posición transversal de la cinta, es decir, la alineación con respecto a un eje de desplazamiento o eje longitudinal de la cinta.
El dispositivo 5 de suministro puede comprender cualquier tipo de sistema de desplazamiento (opcionalmente, de forma continua, como en el ejemplo específico, o de forma intermitente) de una cinta continua. En el caso específico, el dispositivo 5 de suministro comprende opcionalmente al menos un par de rodillos de transporte contrarrotantes a través de los que pasa la cinta con un efecto de arrastre. El dispositivo 5 de suministro está dotado de medios de accionamiento que comprenden opcionalmente al menos un motor 7. En el caso específico, al menos uno de los dos rodillos de transporte gira mediante el motor 7, que es controlado por un sistema 8 de control y mando (que comprende, por ejemplo, uno o más controladores/ordenadores conocidos de tipo conocido, un PLC, un PC, un inversor, etc.) al que son enviadas instrucciones de mando adecuadas, tal como se explicará de forma más detallada más adelante en esta descripción.
El dispositivo 6 de corte puede comprender cualquier tipo de sistema conocido que es adecuado para cortar transversalmente... [Seguir leyendo]
Reivindicaciones:
1. Aparato (1) que comprende:
- un dispositivo (5) de suministro configurado para suministrar una cinta continua (3) a lo largo de una trayectoria en una dirección de desplazamiento;
- un dispositivo (6) de corte configurado para cortar una cinta (3) que se desplaza a lo largo de dicha trayectoria con una línea de corte transversal con respecto a dicha dirección de desplazamiento;
- un primer detector (9) configurado para emitir una pluralidad de primeras señales (14) indicativas de una imagen (A) situada en una cinta (3) que se desplaza a lo largo de dicha trayectoria; y
- un controlador (8) configurado para realizar las siguientes operaciones:
· accionar dicho dispositivo (5) de suministro para suministrar una cinta (3) a lo largo de dicha trayectoria;
· recibir dicha pluralidad de primeras señales (14) y comparar al menos una parte de dichas primeras señales (14) con señales de referencia almacenadas; y
· controlar dicho accionamiento basándose en dicha comparación;
- un segundo detector configurado para emitir al menos una segunda señal (13) indicativa del momento en el que dicho dispositivo (6) de corte adopta una configuración funcional determinada, estando configurado dicho controlador (8) para seleccionar un grupo (I1, I2, …, IN) de dichas primeras señales (14) como una función de dicho momento indicado por dicha al menos una segunda señal (13) y para comparar dicho grupo (I1, I2, …, IN) de dichas primeras señales (14) con un grupo almacenado de señales de referencia,
caracterizado por el hecho de que dicho primer detector (9) comprende una pluralidad de elementos de detección separados entre sí en una dirección que es transversal con respecto a dicha dirección de desplazamiento, estando configurado cada uno de dichos elementos de detección para emitir una señal que es indicativa de una parte respectiva de dicha imagen, y por el hecho de que el aparato (1) comprende además un tercer detector configurado para emitir al menos una tercera señal (12) indicativa de un parámetro funcional de dicho dispositivo (6) de corte, siendo dicho parámetro funcional una función del tiempo o siendo variable durante el funcionamiento de dicho dispositivo de corte, estando configurado dicho controlador (8) para recibir dicha al menos una tercera señal (12) y para controlar dicho accionamiento, no solamente basándose en dicha comparación, sino también basándose en dicha al menos una tercera señal (12) .
2. Aparato según la reivindicación 1, en el que dicho controlador está configurado para recibir periódicamente las señales emitidas por dichos elementos de detección para adquirir una serie de partes (I1, I2, …, IN) de imagen transversales únicas y para comparar dicha serie de partes (I1, I2, …, IN) de imagen transversales únicas con una serie de partes de imagen transversales únicas de referencia almacenadas.
3. Aparato según la reivindicación 1 o 2, en el que dicho primer detector (9) comprende una cámara lineal dispuesta en dicha trayectoria transversalmente con respecto a dicha dirección de desplazamiento.
4. Aparato según cualquiera de las reivindicaciones anteriores, en el que dicho primer detector (9) comprende una cámara de matriz dispuesta funcionalmente en dicha trayectoria.
5. Aparato según cualquiera de las reivindicaciones anteriores, que comprende un dispositivo de alineación para ajustar la posición de la cinta en una dirección que es transversal con respecto a dicha dirección de desplazamiento, estando configurado dicho controlador (8) para controlar dicho dispositivo de alineación basándose en dichas primeras señales.
6. Aparato según cualquiera de las reivindicaciones anteriores, en el que dicha operación de comparación comprende procesar dicha pluralidad de primeras señales (14) para determinar una imagen real (Ia) , procesar dichas señales de referencia almacenadas para determinar una imagen (Iref) de referencia, y determinar un error (e) de posición en dicha dirección de desplazamiento entre la posición de dicha imagen real (Ia) y la posición de dicha imagen (Iref) de referencia; comprendiendo dicha operación de controlar dicho accionamiento controlar la velocidad de desplazamiento de dicha cinta (3) basándose en una velocidad funcional de dicho dispositivo (6) de corte y en dicho error (e) de posición.
7. Método que comprende las operaciones de:
- suministrar una cinta continua (3) a lo largo de una trayectoria en una dirección de desplazamiento, teniendo dicha cinta una imagen (A) ;
- cortar dicha cinta (3) que se desplaza a lo largo de dicha trayectoria mediante un dispositivo (6) de corte configurado para cortar dicha cinta (3) con una línea de corte transversal con respecto a dicha dirección de
desplazamiento;
- emitir una pluralidad de primeras señales (14) indicativas de dicha imagen (A) y comparar al menos una parte de dichas primeras señales (14) con señales de referencia almacenadas;
- controlar dicho suministro de la cinta (3) basándose en dicha comparación;
en el que el método comprende además emitir al menos una segunda señal (13) indicativa del momento en el que dicho dispositivo (6) de corte adopta una configuración funcional determinada, seleccionar un grupo (I1, I2, …, IN) de dichas primeras señales (14) como una función de dicho momento indicado por dicha al menos una segunda señal
(13) y comparar dicho grupo (I1, I2, …, IN) de dichas primeras señales (14) con un grupo almacenado de señales de referencia;
caracterizado por el hecho de que cada una de dichas primeras señales (14) comprende señales indicativas de partes de dicha imagen (A) dispuestas separadas entre sí en una dirección que es transversal con respecto a dicha dirección de desplazamiento, y por el hecho de que comprende además emitir al menos una tercera señal (12) indicativa de un parámetro funcional de dicho dispositivo (6) de corte, siendo dicho parámetro funcional una función del tiempo o siendo variable durante el funcionamiento de dicho dispositivo de corte, y controlar dicho accionamiento, no solamente basándose en dicha comparación, sino también basándose en dicha al menos una tercera señal (12) .
8. Método según la reivindicación 7, en el que dicha comparación comprende adquirir una serie de partes (I1, I2, …, IN) de imagen transversales únicas y relacionar dicha serie de partes de imagen transversales únicas con una serie de partes de imagen transversales únicas de referencia almacenadas.
Patentes similares o relacionadas:
Dispositivo y método para etiquetar artículos comerciales, del 15 de Junio de 2016, de ORS Group GmbH: Dispositivo de procesamiento de artículos destinados a la distribución comercial y no comercial, comprendiendo dicho dispositivo una […]
 Sistema de etiquetas, método para la alineación correcta de una etiqueta en un recipiente, y método de posicionamiento de un recipiente, del 9 de Julio de 2014, de BECTON, DICKINSON AND COMPANY: Un método para la alineación correcta de una etiqueta en un recipiente que comprende:
proporcionar un recipiente que tiene una primera etiqueta […]
Sistema de etiquetas, método para la alineación correcta de una etiqueta en un recipiente, y método de posicionamiento de un recipiente, del 9 de Julio de 2014, de BECTON, DICKINSON AND COMPANY: Un método para la alineación correcta de una etiqueta en un recipiente que comprende:
proporcionar un recipiente que tiene una primera etiqueta […]
 Fabricación de un material en forma de banda, con medios de diagnóstico, del 11 de Julio de 2012, de F. HOFFMANN-LA ROCHE AG: Procedimiento para la fabricación de una banda de análisis para muestras de líquidos, especialmente delíquidos corporales, en el que la banda de análisis […]
Fabricación de un material en forma de banda, con medios de diagnóstico, del 11 de Julio de 2012, de F. HOFFMANN-LA ROCHE AG: Procedimiento para la fabricación de una banda de análisis para muestras de líquidos, especialmente delíquidos corporales, en el que la banda de análisis […]
 MÉTODO DE ESCANEO DE ETIQUETAS, del 19 de Abril de 2011, de BEMIS COMPANY, INC.: SE REVELAN UN SISTEMA DE ETIQUETADO ALIMENTADO POR ROLLOS Y LAS ETIQUETAS ASOCIADAS. LA ETIQUETA INCLUYE UNA MARCA DE ACTIVACION FORMADA CON TINTA LUMINOFORA, ES […]
MÉTODO DE ESCANEO DE ETIQUETAS, del 19 de Abril de 2011, de BEMIS COMPANY, INC.: SE REVELAN UN SISTEMA DE ETIQUETADO ALIMENTADO POR ROLLOS Y LAS ETIQUETAS ASOCIADAS. LA ETIQUETA INCLUYE UNA MARCA DE ACTIVACION FORMADA CON TINTA LUMINOFORA, ES […]
 ETIQUETA QUE TIENE INFORMACION DE ALINEACION, del 1 de Marzo de 2010, de BECTON, DICKINSON AND COMPANY: Un método para la alineación adecuada de una etiqueta en un recipiente que comprende: proporcionar un recipiente que tiene una primera etiqueta situada en […]
ETIQUETA QUE TIENE INFORMACION DE ALINEACION, del 1 de Marzo de 2010, de BECTON, DICKINSON AND COMPANY: Un método para la alineación adecuada de una etiqueta en un recipiente que comprende: proporcionar un recipiente que tiene una primera etiqueta situada en […]
PROCEDIMIENTO PARA POSICIONAR Y TRANSFERIR AL MENOS DOS MOTIVOS DIFERENTES A PARTIR DE UNA CINTA DE ALIMENTACION., del 16 de Marzo de 2007, de BOBST S.A.: Procedimiento para posicionar y transferir al menos dos series de motivos (Hi, Fi, Gi) diferentes troquelados a partir de una cinta de alimentación (bm) sobre […]
APARATO Y METODO PARA ETIQUETAR., del 1 de Marzo de 2006, de GERRO PLAST GMBH: Un método de preparar etiquetas con adhesivo sensible a la presión en un aparato para la aplicación de tales etiquetas a recipientes, que comprende las operaciones […]
MÁQUINA DE ETIQUETAR, del 20 de Enero de 2012, de IRPLAST S.P.A.: Una máquina para la aplicación de etiquetas con adhesivo, impresas previamente y no impresas, en recipientes de diversas formas que se mueven a lo largo […]