APARATO Y PROCEDIMIENTO PARA OBTENER ETIQUETAS.
Aparato para obtener unas etiquetas (11) de "manga retráctil",
que comprende un carrusel (3) provisto periféricamente de unos medios de husillo (4) configurados para ser envueltos con unas partes (8) de película de plástico, unos medios de sellado (14: 32) que cooperan con dichos medios de husillo (4) para sellar unos bordes opuestos de dichas partes (8) para obtener dichas etiquetas (11) de "manga retráctil", caracterizado porque dichos medios de sellado comprenden unos medios láser (14; 32)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/066251.
Solicitante: SACMI VERONA S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA SELICE PROVINCIALE 17A 40026 IMOLA ITALIA.
Inventor/es: ORLANDI, IRENEO, GRIONI,MATTEO, PEDERCINI,MAURIZIO.
Fecha de Publicación: .
Fecha Solicitud PCT: 11 de Septiembre de 2006.
Fecha Concesión Europea: 7 de Julio de 2010.
Clasificación Internacional de Patentes:
- B65C3/06B
Clasificación PCT:
- B65C3/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65C MAQUINAS, APARATOS O PROCEDIMIENTOS DE ETIQUETADO (clavado o grapado en general B25C, B27F; procedimientos para aplicar calcomanías B44C 1/16; aplicación de etiquetas para embalaje B65B; etiquetas, placas de identificación G09F). › B65C 3/00 Etiquetado sobre superficies no planas (de tejidos B65C 5/00). › Colocación de etiquetas sobre receptáculos cortos y rígidos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere a un aparato según el preámbulo de la reivindicación 1 y a un procedimiento según el preámbulo de la reivindicación 13 para obtener etiquetas para recipientes, en particular etiquetas de “manga retráctil” en PET, PVC, polipropileno (PP), poliestireno (PS), u otros materiales adecuados para su termocontracción, y a una etiqueta de “manga retráctil” según el preámbulo de la reivindicación 23, y conocida por el documento WO2004/020291. Por la expresión “manga retráctil”, se entienden etiquetas tubulares de película de plástico que se colocan sobre un recipiente y posteriormente se calientan para contraerse sobre la superficie externa del recipiente y adoptar la forma del mismo.
El documento WO2004/020291 da a conocer un aparato para etiquetar recipientes que comprende un dispositivo de movimiento que mueve a lo largo de una dirección de avance una película de plástico termocontraíble a partir de la que se obtienen las etiquetas de “manga retráctil”. La película de plástico se desenrolla de una bobina y se hace avanzar hasta un tambor de transferencia. Está previsto un dispositivo de corte que corta la película de plástico transversalmente a la dirección de avance, de modo que se obtienen partes de película de plástico que presentan una longitud preestablecida, medida longitudinalmente a la película de plástico, para obtener etiquetas de “manga retráctil” que presentan un diámetro preestablecido.
Está previsto un dispositivo neumático que puede succionar aire dentro del tambor de transferencia a través de respectivos orificios obtenidos en una pared cilíndrica externa de este último.
El tambor de transferencia es adyacente a un carrusel giratorio que soporta de manera periférica y giratoria una pluralidad de husillos espaciados entre sí. Cada husillo está conformado para soportar una botella que va a etiquetarse y para recibir desde el tambor de transferencia una parte de película de plástico a partir de la que se obtiene una etiqueta de “manga retráctil”. Cada husillo comprende una pared cilíndrica externa adicional, que presenta un diámetro sustancialmente idéntico al diámetro preestablecido de las etiquetas de “manga retráctil”, dotada de orificios adicionales a través de los que se succiona aire desde el exterior al interior del husillo, para hacer que una parte de película de plástico se adhiera a la pared cilíndrica adicional. Por medio de los orificios adicionales el aire también puede expulsarse fuera del husillo para expandir una etiqueta de “manga retráctil” radialmente que se obtiene tras someter una parte de película de plástico a un proceso de termosellado. A cada husillo está asociado un dispositivo de termosellado que comprende un elemento de barra que puede calentarse por medio de una resistencia eléctrica. El elemento de barra se eleva hasta la parte de película de plástico cuando esta última está enrollada alrededor del husillo y sella entre sí los bordes opuestos de la parte de película de plástico en paralelo al segundo eje, para obtener una etiqueta de “manga retráctil”.
Cada husillo comprende una placa de soporte fijada transversalmente a la pared cilíndrica adicional, conformada para recibir una botella para su soporte. El husillo puede accionarse de manera axial de modo que puede insertar la botella dentro de la etiqueta de “manga retráctil”. Esto puede producirse sólo después de que la etiqueta se haya dilatado, mediante el aire expulsado desde los orificios adicionales, para conferirle un diámetro mayor que una dimensión máxima transversal de la botella.
Durante el funcionamiento, la película de plástico se hace avanzar mediante el dispositivo de movimiento hasta el tambor de transferencia, cerca del cual se corta mediante el dispositivo de corte de modo que se obtiene una parte de película de plástico de longitud preestablecida.
La parte de película de plástico se hace avanzar de tal modo que se adhiera al tambor de transferencia mediante el aire succionado a través de los orificios. Posteriormente, la parte de película de plástico se entrega a un husillo, que entretanto ha llevado el carrusel hasta cerca del tambor de transferencia. Se hace que la parte de película de plástico se adhiera al husillo succionando aire a través de los orificios adicionales. La parte de película de plástico se enrolla sobre la pared cilíndrica adicional de modo que los bordes opuestos de la parte de película de plástico se solapan parcialmente entre sí de manera longitudinal al husillo. En este punto, el elemento de barra se acciona, de tal modo que entra en contacto con los bordes de la parte de material, sellándolos entre sí y obteniendo así la etiqueta de “manga retráctil”.
En este punto, la etiqueta de “manga retráctil” se dilata mediante aire a presión expulsado desde los orificios adicionales de modo que puede alcanzar un diámetro mayor que el del husillo y puede retirarse de este último. Mientras que la etiqueta de “manga retráctil” está estacionaria con respecto al carrusel, se acciona la placa de soporte de modo que la botella soportada sobre la misma puede descenderse e introducirse en la etiqueta de “manga retráctil”. La botella y la etiqueta de “manga retráctil” asociada con la misma se transportan a continuación a una estación de calentamiento que hace que la etiqueta de “manga retráctil” se contraiga a través del efecto térmico, adhiriéndose así a la superficie lateral de la botella.
Los termosellados obtenidos con una barra caliente son antiestéticos porque, en los termosellados, el material de la etiqueta tiende a deformarse de una manera clara, dando lugar a arrugas e irregularidades de superficie, que no se consideran aceptables en el mercado.
Además, estos termosellados requieren que las hojas entre las que se introducen los bordes opuestos de la etiqueta permanezcan en contacto entre sí y con el material que va a sellarse durante un periodo de tiempo relativamente largo en comparación con el tiempo de máquina disponible en un ciclo operativo, con el resultado de que es imposible obtener una elevada productividad. Los sellados obtenidos mediante colas son en primer lugar difíciles de obtener sin manchar de cola las partes de los husillos sobre las que se enrollan las etiquetas.
Además, si se utilizan colas termofusibles, las zonas de unión entre los bordes de cada etiqueta tienden a ceder cuando se calientan las etiquetas para activar su termocontracción.
Con el fin de superar este inconveniente, pueden utilizarse colas especiales que reaccionan a los rayos UV y no se descomponen con el calor; pero esto implica mayores costes para adquirir colas e impone la necesidad de proporcionar rayos UV para secar las colas. Además, las zonas selladas con los sistemas tradicionales presentan una determinada anchura, que aproximadamente es del orden de algunos milímetros, lo cual no permite utilizar de manera óptima el espacio disponible para imprimir en la película de plástico.
El documento GB 2011344 da a conocer un procedimiento y un aparato para fabricar mangas de plástico. El aparato comprende un mandril que presenta un cuerpo de mandril hueco, generalmente cilíndrico. El cuerpo de mandril está provisto de un canal o ranura que se extiende a lo largo de una generatriz de la superficie externa. Una tira de termosellado fabricada de un material térmicamente aislante se incrusta en la superficie externa del cuerpo de mandril en una posición separada de la ranura. Está prevista una barra de costura de soldadura que, en uso, se presiona contra extremos solapados de una pieza en bruto de película de plástico, interponiéndose los extremos solapados entre la costura de soldadura y la tira de termosellado, para termosellar los extremos solapados
para obtener una manga de plástico.
La patente US nº 4.302.275 da a conocer un aparato para formar una manga de plástico tubular. El aparato comprende un mandril alrededor del cual se envuelve una pieza en bruto rectangular de material de plástico. El mandril presenta una pluralidad de ranuras en forma de estrías en su superficie periférica curvada y un anillo de extracción que presenta una pluralidad de salientes internos que entran de manera deslizante en las ranuras en forma de estrías.
Una tira lineal de material elástico se monta en la superficie exterior curvada del mandril, generalmente alineada con la misma....
Reivindicaciones:
Reivindicaciones
1. Aparato para obtener unas etiquetas (11) de “manga retráctil”, que comprende un carrusel (3) provisto periféricamente de unos medios de husillo (4) configurados para ser envueltos con unas partes (8) de película de plástico, unos medios de sellado (14: 32) que cooperan con dichos medios de husillo (4) para sellar unos bordes opuestos de dichas partes (8) para obtener dichas etiquetas (11) de “manga retráctil”, caracterizado porque dichos medios de sellado comprenden unos medios láser (14; 32).
2. Aparato según la reivindicación 1, en el que dichos medios láser (14; 32) están configurados para dirigir un haz de láser (15) desde una zona en la que dicho haz de láser
(15) actúa sobre primeras partes extremas (40) de dichos bordes, hasta una zona adicional, en la que dicho haz de láser (15) actúa sobre unas segundas partes extremas
(41) de dichos bordes opuestas a dichas primeras partes extremas, para generar una tira
(20) sellada.
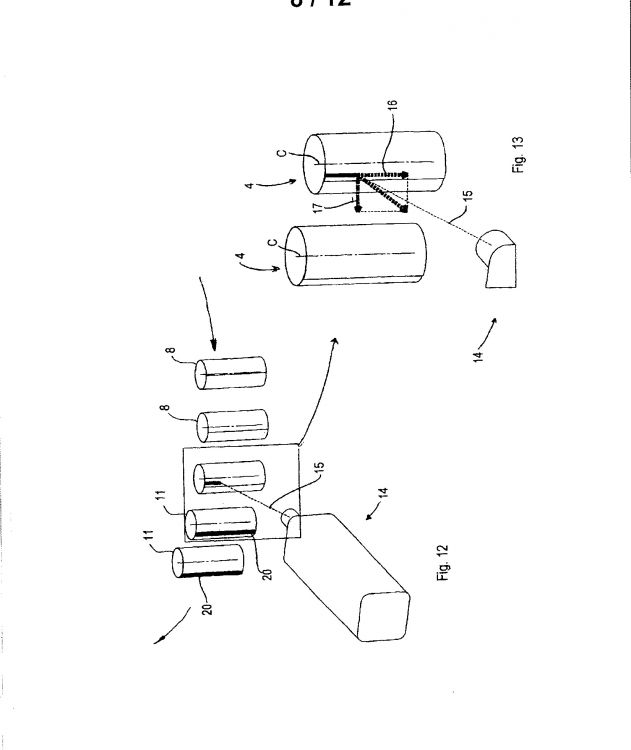
3. Aparato según la reivindicación 1 ó 2, en el que dichos medios láser (14; 32) comprenden un dispositivo láser (14) dispuesto fuera de dicho carrusel (3).
4. Aparato según la reivindicación 3, en el que dicho dispositivo láser (14) está configurado para cooperar de manera secuencial con una pluralidad de husillos (4) de dichos medios de husillo.
5. Aparato según la reivindicación 4, cuando la reivindicación 3 está subordinada a la reivindicación 2, en el que dicho dispositivo láser (14) está configurado para desplazar dicho haz de láser (15) a una velocidad que presenta una primera componente de velocidad (16) longitudinal a dichos medios de husillo (4) y una segunda componente de velocidad (17) que es igual a una velocidad periférica a la que se desplazan dichos bordes.
6. Aparato según la reivindicación 1 ó 2, en el que dichos medios láser (14; 32) comprenden una pluralidad de dispositivos láser (32) soportados en dicho carrusel (3) y que cooperan con una pluralidad de husillos (4) de los que están provistos dichos medios
de husillo.
7. Aparato según la reivindicación 6, en el que cada dispositivo láser (32) de dicha pluralidad de dispositivos láser (32) coopera con un respectivo husillo (4) de dicha pluralidad de husillos (4).
8. Aparato según cualquiera de las reivindicaciones 1 a 7, en el que dichos medios de husillo (4) están provistos de una superficie lateral (9), que comprende unas zonas dispuestas a una distancia de un eje longitudinal (C) de dichos medios de husillo (4) que son diferentes entre sí.
9. Aparato según la reivindicación 8, en el que dicha superficie lateral (9) comprende unos medios de muesca (10) que se extienden paralelos a dicho eje longitudinal (C) y están configurados para recibir partes de dicha parte (8).
10. Aparato según la reivindicación 9, en el que dichos medios de muesca comprenden una muesca (10).
11. Aparato según la reivindicación 9, en el que dichos medios de muesca comprenden una pluralidad de muescas (10) distribuidas sobre dicha superficie lateral (9).
12. Aparato según cualquiera de las reivindicaciones 8 a 11, en el que sobre dicha superficie lateral (9) se obtiene una pluralidad de orificios (12) a través de los cuales puede succionarse aire en el interior de dichos medios de husillo (4) para hacer que dichas partes (8) se adhieran a dicha superficie lateral (9), y pueda expulsarse el aire fuera de dichos medios de husillo (4) para retirar radialmente dichas etiquetas (11) de “manga retráctil” de dicha superficie lateral (9).
13. Procedimiento para etiquetar unos recipientes (2), que comprende hacer avanzar una película de plástico a lo largo de una dirección de avance, cortar dicha película de plástico transversalmente a dicha dirección de avance para obtener una parte
(8) de película de plástico, enrollar dicha parte (8), de tal modo que los bordes opuestos de dicha parte (8) se solapen entre sí, unir dichos bordes para obtener una etiqueta (11) de “manga retráctil”, caracterizado porque dicha unión comprende un sellado mediante un haz de láser (15).
14. Procedimiento según la reivindicación 13, en el que dicho sellado comprende dirigir dicho haz de láser (15) desde una primera zona (O), en la que dicho haz de láser
(15) actúa sobre unas primeras partes extremas (40) de dichos bordes, hasta una segunda zona (P), en la que dicho haz de láser (15) actúa sobre unas segundas partes extremas (41) de dichos bordes opuestas a dichas primeras partes extremas, para generar una tira (20) sellada.
15. Procedimiento según la reivindicación 14, en el que dicho enrollamiento comprende enrollar dicha parte (8) sobre un husillo (4) soportado en un carrusel (3).
16. Procedimiento según la reivindicación 15, en el que dicho enrollamiento comprende solapar unos bordes opuestos de dicha parte (8) en unos medios de muesca
(10) de dicho husillo (4).
17. Procedimiento según la reivindicación 15, ó 16, en el que después de dicho enrollamiento está previsto accionar dicho carrusel (3), de tal modo que se hace avanzar dicho husillo (4) hacia unos medios láser (15) mediante los cuales se genera dicho haz de láser (15).
18. Procedimiento según la reivindicación 17, en el que dicho accionamiento comprende desplazar dicho haz de láser (15) desde dicha primera zona (O) hasta dicha segunda zona (P), a una velocidad que presenta una primera componente de velocidad
(16) que es longitudinal a dicho husillo (4) y una segunda componente de velocidad (17) igual a una velocidad periférica a la que se desplazan dichos bordes durante dicho avance.
19. Procedimiento según la reivindicación 18, en el que, después de dicho movimiento, dicho haz de láser (15) vuelve a colocarse desde dicha segunda zona (P) hasta dicha primera zona (O), de tal modo que actúa sobre una parte subsiguiente soportada sobre un husillo adicional adyacente a dicho husillo (4).
20. Procedimiento según la reivindicación 18, en el que, después de dicho movimiento, dicho haz de láser (15) se coloca desde dicha segunda zona (P) hasta una tercera zona (R), de tal modo que actúe sobre unas segundas partes extremas adicionales de una parte subsiguiente soportada sobre un husillo adicional adyacente a dicho husillo (4).
21. Procedimiento según la reivindicación 20, en el que, después de dicha colocación, se prevé el movimiento adicional de dicho haz de láser (15) desde dicha tercera zona (R) hasta una cuarta zona (T), de tal modo que actúe sobre unas primeras partes extremas adicionales de dicha parte sucesiva para generar una tira sellada adicional.
22. Procedimiento según la reivindicación 21, en el que después de dicho movimiento adicional, está prevista además la colocación de dicho haz de láser (15) desde dicha cuarta zona (T) hasta dicha primera zona (O), de tal manera que actúe sobre unas partes extremas aún adicionales de una parte subsiguiente adicional soportada sobre un husillo aún adicional adyacente a dicho husillo adicional.
23. Etiqueta de “manga retráctil”, que comprende una zona de sellado longitudinal que une un par de bordes opuestos (40, 41) de una parte de película de plástico, presentando dicha zona de sellado (20) una anchura reducida de manera significativa, caracterizada porque dicha anchura reducida de manera significativa es del orden de un milímetro y porque dicha zona de sellado (20) es una zona sellada por láser.
Patentes similares o relacionadas:
DISPOSITIVO PARA FORMAR ENVOLTURAS DE MATERIAL DE HOJA DELGADA TIPO FUNDA FABRICADAS A PARTIR DE UNA BANDA PLANA CONTINUA DE MATERIAL DE HOJA DELGADA, del 8 de Julio de 2011, de FUJI SEAL INTERNATIONAL, INC: Dispositivo para fabricar envolturas de material de hoja delgada tipo funda a partir de una banda plana continua de material de hoja delgada tipo funda, que comprende: - medios […]
 DISPOSITIVO PARA LA APLICACION Y TERMO-RETRACCION DE ETIQUETAS DE PLASTICO Y PROCESO PARA LA APLICACION DE DICHAS ETIQUETAS, del 8 de Junio de 2010, de GHINI, ENRICO: Dispositivo para aplicación y termo-retracción de etiquetas de plástico, que comprende un cuerpo central y un cuerpo exterior , móviles […]
DISPOSITIVO PARA LA APLICACION Y TERMO-RETRACCION DE ETIQUETAS DE PLASTICO Y PROCESO PARA LA APLICACION DE DICHAS ETIQUETAS, del 8 de Junio de 2010, de GHINI, ENRICO: Dispositivo para aplicación y termo-retracción de etiquetas de plástico, que comprende un cuerpo central y un cuerpo exterior , móviles […]
 INSTALACION DE COLOCACION DE MANGUITOS EN PRODUCTOS TALES COMO BOTELLAS, del 16 de Abril de 2008, de PROTECTION DECORATIO CONDITIONNEMENT EUROPE: Instalación de colocación de manguitos en productos tales como botellas, en la que los productos circulan de pie, uno tras otro, a lo largo de una línea de circulación, siendo […]
INSTALACION DE COLOCACION DE MANGUITOS EN PRODUCTOS TALES COMO BOTELLAS, del 16 de Abril de 2008, de PROTECTION DECORATIO CONDITIONNEMENT EUROPE: Instalación de colocación de manguitos en productos tales como botellas, en la que los productos circulan de pie, uno tras otro, a lo largo de una línea de circulación, siendo […]
Botella de cristal para publicar relatos, del 18 de Marzo de 2020, de COSME RUIZ, Carolina: 1. Botella de cristal para publicar de relatos caracterizada por estar formada por un recipiente de vidrio translúcido, con forma cilíndrica , alto […]
Método y disposición para manipular rollos estrechos, del 30 de Octubre de 2018, de UPM RAFLATAC OY: Un método para manipular rollos estrechos en cuyo método los rollos estrechos son provistos con un marcado de producto en una primera operación […]
Procedimiento para envolver recipientes y sistema para fijar una envoltura alrededor de un recipiente, del 11 de Octubre de 2017, de FUJI SEAL INTERNATIONAL, INC: Procedimiento para envolver recipientes destinado a disponer al menos una envoltura alrededor de al menos un recipiente, comprendiendo el procedimiento: - […]
Dispositivo para aplicar etiquetas termoencogibles, del 31 de Agosto de 2016, de SACMI VERONA S.P.A: Un dispositivo para aplicar etiquetas termoencogidas que comprende al menos un aplicador que está adaptado para alimentar desde abajo, y localizado […]
Aparato para etiquetar contenedores mediante etiquetas de tipo manga, del 22 de Junio de 2016, de SACMI VERONA S.P.A: Un aparato para etiquetar contenedores mediante etiquetas de tipo manga termoencogidas, que comprende un marco que soporta al menos un dispositivo […]