SISTEMA DE SOPORTE DE INDICADOR DE VACÍO O GETTER EVAPORABLE.
Sistema de soporte de getter evaporable que permite ser instalado en todos los tipos de tubos receptores de energía solar y que posee un procedimiento de montaje mucho más automatizado que lo existente hasta el momento.
Este sistema, a diferencia del estado de la técnica conocido, consiste en un soporte tipo clip de perfil más o menos esbelto y en forma de "S" su base, que posee un anillo en su parte superior donde se aloja la pastilla de getter evaporable. Esta es soportada por las patillas del propio soporte, evitando una pieza de interfase adicional para la sujeción de la pastilla. Este clip se fija al compensador de expansión tipo fuelle, de manera que quede ubicado dentro de la zona de vacío del tubo receptor solar.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200901949.
Solicitante: ABENGOA SOLAR NEW TECHNOLOGIES, S.A.
Nacionalidad solicitante: España.
Inventor/es: MARTINEZ SANZ,NOELIA, BOMBIN ORTEGA,PABLO JOSE, PELAEZ FOMBELLIDA,JAVIER, ASENSIO PEREZ-ULLIVARRI,JAVIER, Rico Sánchez,José Angel, MONTES GARCIA,DANIEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad).
- B23K26/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
- F24J2/46
Fragmento de la descripción:
Sistema de soporte de indicador de vacío o getter evaporable.
Sector técnico de la invención
La presente invención describe un sistema de indicador de vacío o getter evaporable de los utilizados en los tubos receptores solares.
Antecedentes de la invención
Un indicador de vacío o getter evaporable consiste en un depósito de un material volátil y reactivo que se introduce en el interior de la zona con vacío de forma que, una vez que la zona está sellada, el material se calienta y se evapora, depositándose en las paredes del tubo de borosilicato y dejando un recubrimiento que cambiará de color por oxidación si se produce la perdida del vacío. Se usan comúnmente en los tubos de vacío y el material getter usado es el bario. Para grandes tubos se suelen utilizar getters más complejos, incluyendo aluminio, magnesio, calcio, sodio, estroncio, cesio y fósforo.
El getter evaporable de la invención será utilizado en un tubo de vacío de los que se emplean como receptores solares. En general, estos receptores constan de dos tubos concéntricos entre los cuales se genera vacío. El tubo interior, por el que circula el fluido que se calienta, es metálico y el tubo exterior es de vidrio, habitualmente de borosilicato.
Entre ambos tubos se coloca un dispositivo compensador de expansión en forma de fuelle, de manera que permite el movimiento relativo entre el tubo absorbente y el de vidrio, absorbiendo las tensiones que se crearían por la diferencia existente entre los coeficientes de dilatación de ambos y garantizando así el vacío.
Además del dispositivo compensador de expansión este tipo de tubos requiere la instalación de materiales que detecten y supriman las moléculas de hidrógeno que pueden introducirse en la zona del vacío. Estas moléculas se producen por la degeneración térmica que sufre el aceite que se utiliza como fluido caloportador y que circula por el interior del tubo metálico, debido a las altas temperaturas que alcanza. Estas moléculas acaban pasando a través del tubo metálico y entrando en la zona de vacío, aumentando las pérdidas y, en consecuencia, disminuyendo de manera importante la eficiencia del sistema.
Es por eso que siempre se instalan aleaciones del tipo getter no evaporable en la zona de vacío para que, en el caso de que haya alguna molécula de H2, sea captada por la superficie de este material.
Pero además de los getter no evaporables que solucionan el escape de partículas se instalan getters evaporables que detectan si ha habido pérdidas de vacío.
El desarrollo de la invención que aquí se presenta describe una nueva geometría para el soporte de un getter evaporable.
Se pueden nombrar varios antecedentes de este tipo de getters, entre otros la patente ES 2241437 A1 de SCHOTT. En este documento se divulga una grapa para retén de los elementos que soportan los getter (o indicadores de vacío). Esta grapa cuenta con la zona que soporta el elemento evaporable y la zona que sirve de apoyo en el tubo receptor. Dichas zonas cuentan con cierta elasticidad y están realizadas en chapa. Ambas zonas cuentan con patas para agarrarse al tubo receptor y para soportar el getter. Las patas de ambas zonas se unen a través de dos aristas rígidas a la flexión.
Esta geometría está adaptada al tipo de tubo receptor que el solicitante SCHOTT posee, pero no sería válido para otros diseños en los que existiera por ejemplo tubo de borosilicato, concéntrico con tubo absorbedor ya que interferiría con éste, además de requerir un montaje completamente artesanal.
La patente US2004134484 muestra también otro soporte para getter pero en este caso formado por un canal (37) al que se le acoplan unas patas (36) que lo sujetan al tubo absorbedor.
La patente CN201209968 también muestra un soporte de getter evaporable que cuenta con una mayor facilidad de sujeción al tubo absorbedor pero que también requiere de varias piezas y de soldadura para su fabricación y ubicación.
Es por esto que la presente invención tiene como objetivo proporcionar una nueva geometría o un nuevo diseño para el soporte de un getter evaporable de manera que se pueda adaptar a todo tipo de tubos receptores además de lograr un montaje más automatizado.
Descripción de la invención
La invención consiste en un sistema de soporte de getter evaporable que se diseña como alternativa a lo ya existente en el mercado para poder ser instalado en otros tipos de tubos receptores de energía solar y que posee un procedimiento de montaje mucho más automatizado que lo existente hasta el momento.
Este sistema, a diferencia del estado de la técnica conocido, consiste en un soporte compuesto por una sola pieza, de tipo clip y de perfil más o menos esbelto, cuya parte superior tiene forma de anillo pues es donde se aloja la pastilla de getter evaporable. Esta pastilla es soportada por las patas del propio soporte, evitando una pieza de interfase adicional, como ocurre con la mayoría de los soportes existentes en el estado de la técnica.
Este clip se fija al compensador de expansión tipo fuelle, de manera que quede ubicado dentro de lo que será la zona de vacío y de forma que sea accesible y manipulable desde el exterior, hasta el momento en que se cierre el extremo del tubo para realizar dicho vacío.
Además, la pieza soporte posee un espesor homogeneizado que garantiza una sección suficiente y constante para generar el campo eléctrico requerido para su calentamiento así como para soportar altas temperaturas.
Las propiedades básicas de este soporte de getter evaporable son:
• Excelente resistencia a la corrosión
• Excelente factor de higiene-limpieza
• Fáciles de fabricar y cortar
• No se endurecen por tratamiento térmico
• Se pueden utilizar tanto a temperaturas criogénicas como a elevadas temperaturas
• Montaje sencillo
Todas estas propiedades consiguen que suponga un avance importante frente a lo ya conocido en el estado de la técnica.
Descripción de los dibujos
Para completar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de la invención, se acompaña un juego de dibujos donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
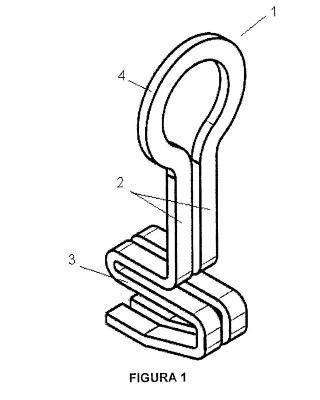
Figura 1: Perspectiva del soporte
Figura 2: Planta del soporte
Figura 3: Alzado del soporte
Figura 4: Perfil del soporte
Figura 5: Perspectiva del soporte ubicado sobre el compensador.
Realización preferente de la invención
Para lograr una mayor comprensión de la invención a continuación se va a describir el soporte del getter evaporable según una realización preferente.
En primer lugar y según se observa en la figura 1, vemos el soporte (1) en perspectiva. Se puede observar que se trata de un soporte (1) en forma de clip, realizado todo de una pieza, formado por dos patillas (2) que en su parte inferior, según se ve en la vista de perfil de la figura 4, se pliegan formando una "S" (3) ligeramente deformada y que se unen en un su parte superior formando un anillo (4), como se ve en el alzado de la figura 3, siendo este anillo el lugar donde se ubicará la pastilla (5) (figura 5) de getter evaporable.
En la figura 5 se observa cómo se realiza la sujeción del soporte (1) en el interior del tubo receptor: la forma de clip (3) de la parte inferior permite enganchar este soporte de forma sencilla al elemento compensador de expansión (6), siendo asegurado a su vez con un elemento de amarre en forma de puente (7).
En una realización preferente el espesor será de 1 mm y tendrá la altura que se desee y geométricamente se permita, sin afectar a su funcionalidad.
El soporte se sitúa en la base del compensador, accesible y manipulable desde exterior a interior, y siendo manipulable en todo el proceso a excepción de la actividad sucesiva de la ejecución del proceso de vacío.
A continuación se explica brevemente uno de los posibles procesos de fabricación y su funcionabilidad, así como las características del soporte por las cuales se ha optado al emplear este diseño.
En el proceso de fabricación se partiría de un fleje de acero austenítico sobre el cual, a través de una plantilla de corte o método...
Reivindicaciones:
1. Sistema de soporte de indicador de vacío o getter evaporable caracterizado porque se trata de un soporte (1) en forma de clip (3), de espesor homogéneo y realizado todo de una pieza, formado por dos patillas (2) que en su parte inferior se pliegan formando una "S" (3) ligeramente deformada y que se unen en un su parte superior formando un anillo (4).
2. Sistema de soporte de indicador de vacío o getter evaporable según reivindicación 1 caracterizado porque el anillo (4) será el lugar donde se ubicará la pastilla de getter evaporable.
3. Sistema de soporte de indicador de vacío o getter evaporable según reivindicación 1 caracterizado porque el soporte (1) se engancha de forma sencilla al elemento compensador de expansión (6) del tubo receptor valiéndose de la forma de clip (3) de la parte inferior y siendo asegurado a su vez con un elemento de amarre en forma de puente (7).
4. Sistema de soporte de indicador de vacío o getter evaporable según reivindicación 1 caracterizado porque el soporte (1) se realizará en acero austenítico debido a las altas temperaturas a las que se le va a someter.
5. Procedimiento de fabricación y montaje de un soporte de indicador de vacío o getter evaporable como el descrito en las reivindicaciones anteriores caracterizado porque dicho proceso parte de un fleje de acero austenítico sobre el cual, a través de una plantilla de corte o método similar, se obtiene el patrón de la pieza desplegada, pudiendo cortarse por chorro de agua, láser o equivalente con desviaciones mínimas. Posteriormente se realiza una serie de doblados secuenciales para poder obtener la geometría de clip (3). Esa forma de clip (3) de la parte inferior permite enganchar este soporte de forma muy sencilla al elemento compensador de expansión (6), siendo asegurado a su vez con un elemento de amarre en forma de puente (7) que en un proceso independiente ha sido soldado al anillo del elemento compensador de expansión (6).
6. Procedimiento de fabricación y montaje de un soporte de indicador de vacío o getter evaporable según reivindicación 5 caracterizado porque la etapa de corte se realiza por láser con desviación de +- 1 mm.
Patentes similares o relacionadas:
Máquina de perfilado variable, del 1 de Abril de 2020, de CQLT SaarGummi Technologies S.à.r.l: Máquina para fabricación de perfiles metálicos mediante rodillos, que comprende: i) una estación de entrada , configurada para recibir y […]
Método de diseño de material para un procedimiento de conformación de cilindro, del 15 de Enero de 2020, de JFE STEEL CORPORATION: Método de conformación de cilindro que se realiza bajo condiciones de un radio de curvatura de flexión r de 5 mm o más y un ángulo de flexión […]
Prensa plegadora o máquina dobladora automatizada para doblar material de chapa metálica y método para doblar material de chapa metálica con una tal prensa plegadora o máquina dobladora automatizada, del 25 de Diciembre de 2019, de Zeiser Engineering UAB: Prensa plegadora o máquina dobladora automatizada para doblar material de chapa metálica, que está provista de: - una tabla con un portaherramientas inferior […]
MESA DE TRABAJO PARA INTERVENIR, DOBLAR, CURVAR, TORCER O DEFORMAR EN FRÍO PLACAS O PLANCHAS DE METAL, del 20 de Junio de 2019, de GARCIA MIRO PESCHIERA, Alfonso: La presente invención se refiere a una mesa de trabajo, y respectivos metodos de funcionamiento y fabricación, para intervenir, doblar, curvar o deformar […]
Procedimiento para producir perfiles conformados por laminado parcialmente templados, del 23 de Abril de 2019, de VOESTALPINE KREMS GMBH: Procedimiento para la conformación continua por laminado y el temple de chapa de acero, en donde una cinta de chapa de acero se conforma por laminado […]
Peldaño para escalera y escalera de caracol, del 9 de Enero de 2019, de MAACK, Peter: Peldaño para una escalera, estando configurado el peldaño a partir de un recorte de chapa plano de material de chapa en forma de un perfil en U o en C con una sección […]
Dispositivo de medición de ángulos de curvatura, del 24 de Octubre de 2018, de Trumpf Maschinen Austria GmbH & CO. KG: Dispositivo de medición de ángulos decurvatura curvatura que comprende un dispositivo de iluminación y un dispositivo de detección […]
Aparato y método para medir el ángulo de doblado de una lámina, del 6 de Septiembre de 2017, de SALVAGNINI ITALIA S.P.A.: Aparato para medir un ángulo de doblado de una lámina durante la operación de doblado de la lámina , que comprende una unidad de procesamiento y al menos […]