SISTEMA DE RECUBRIMIENTO DE PIEZAS SUCESIVAS CON UN FOLIO CONTINUO.
Sistema de recubrimiento de piezas sucesivas con un folio continúo,
comprendiendo un transporte (1), sobre el cual se introducen piezas sucesivas para ser llevadas a través de una zona de aplicación de un folio de recubrimiento (7) sobre ellas, yendo en la zona inicial del transporte (1) un sistema separador (3) que establece una pequeña separación entre las piezas consecutivas, mientras que en la alimentación del folio de recubrimiento (7) va dispuesto un pinzador incorporado sobre unas cadenas (11) de transporte, mediante el cual se lleva el extremo inicial del folio de recubrimiento (7) hasta el inicio de la aplicación del recubrimiento sobre las piezas a recubrir, en tanto que después de la aplicación del recubrimiento va dispuesto un sistema de corte (12) que corta el folio de recubrimiento (7) por los espacios de separación entre las piezas consecutivas recubiertas.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201000556.
Solicitante: BARBERAN LATORRE,JESUS FRANCISCO.
Nacionalidad solicitante: España.
Inventor/es: BARBERAN LATORRE,JESUS FRANCISCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B37/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos.
- B32B38/00 B32B […] › Operaciones auxiliares relacionadas con los procesos de estratificación.
- B65G47/88 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › Elementos para separar o parar, p. ej. dedos (fijados a las ruedas con forma de estrellas B65G 47/84).
Fragmento de la descripción:
Sistema de recubrimiento de piezas sucesivas con un folio continuo.
Sector de la técnica
La presente invención está relacionada con el recubrimiento de piezas para dotarlas de una superficie estética, mediante un folio decorado con el aspecto que se desee, proponiendo un sistema que permite realizar de una manera ventajosa el recubrimiento en continuo de piezas sucesivas.
Estado de la técnica
Determinadas piezas, como paneles, perfiles, molduras, etc., que se emplean para la formación de muebles o aplicaciones semejantes, se forman con un cuerpo base de baja calidad, como puede ser aglomerado de madera, aplicándose en las superficies que han de quedar vistas un recubrimiento estético con el aspecto de la terminación deseada.
En ese sentido, existe un tipo de recubrimiento con folio denominado de alto brillo, cuyas características exigen una realización muy precisa en la aplicación del recubrimiento, ya que cualquier imperfección por mínima que sea resulta con una relevancia muy notable en el aspecto de las piezas acabadas, lo cual es con frecuencia causa del rechazo de las piezas, incrementando el coste de la fabricación.
Por otro lado los folios que se utilizan en los recubrimientos de alto brillo, son materiales de un coste elevado, por lo que es fundamental conseguir un desperdicio mínimo de dichos folios en los recubrimientos de aplicación, lo cual requiere unas condiciones operativas especiales en la aplicación del folio de recubrimiento sobre las piezas a recubrir.
Objeto de la invención
De acuerdo con la invención se propone un sistema de recubrimiento de piezas sucesivas aplicando un folio continuo sobre todas ellas, con unas características de la alimentación de las piezas sucesivas a recubrir, de la incorporación del folio de recubrimiento sobre dichas piezas y de la separación de las piezas recubiertas, que permiten realizar un proceso de producción automático de manera ventajosa.
Este sistema objeto de la invención consiste en introducir de manera sucesiva las piezas a recubrir, sobre un transportador en el que va dispuesto un sistema separador que establece una pequeña distancia entre las piezas consecutivas que se introducen para ser recubiertas, yendo por encima del transporte de las piezas un alimentador del folio de recubrimiento a aplicar, el cual se suministra en continuo desde una bobina pasando por un encolador, siendo llevado el extremo inicial del folio de manera sincronizada hasta el inicio de la primera pieza a recubrir, mediante un pinzador de arrastre, mientras que sobre una zona posterior de paso de las piezas recubiertas en continuo va dispuesto un sistema de corte que opera en sincronismo con los espacios de separación de las piezas consecutivas, realizando el corte del folio de recubrimiento por dichas zonas.
El sistema separador de las piezas consecutivas consta de un elemento que es susceptible de sobresalir y ocultarse a través del transporte de las piezas, yendo dicho elemento incorporado en un soporte móvil que le lleva en desplazamiento sincronizado de avance con el transporte de las piezas en la posición sobresaliente y en desplazamiento de retroceso hasta el punto inicial en la posición oculta.
El pinzador de arrastre del extremo del folio de recubrimiento hasta la posición inicial de aplicación del recubrimiento, consta de unas barras transversales, entre las que se apresa el extremo del folio de recubrimiento, yendo dichas barras incorporadas sobre unas cadenas que siguen un recorrido cerrado en movimiento sincronizado con el transporte de las piezas a recubrir, para llevar el extremo inicial del folio hasta la zona de aplicación del recubrimiento en combinación con la llegada del extremo delantero de la primera pieza a recubrir.
El sistema de corte para la separación de las piezas recubiertas, consta de dos cuchillas incorporadas en un montaje de desplazamientos contrarios entre el centro y los extremos de un soporte dispuesto transversalmente sobre una zona de paso de las piezas recubiertas, yendo dichas cuchillas en un montaje de movimiento vertical de descenso y elevación, en tanto que el soporte de desplazamiento de las cuchillas va dispuesto en un montaje de desplazamiento longitudinal sincronizado con el movimiento del transporte de las piezas recubiertas.
Se obtiene así un conjunto de recubrimiento de piezas sucesivas, mediante el cual se recubren con un folio continuo todas las piezas que se introducen para ser recubiertas, entre las cuales se determina un pequeño espacio de separación antes del recubrimiento, efectuándose la disposición del inicio de la aplicación del folio de recubrimiento en combinación sincronizada con el desplazamiento de las piezas a recubrir y el corte de separación de las piezas recubiertas por los huecos de separación entre las piezas consecutivas, con lo cual se consigue un proceso automático de recubrimiento de piezas sucesivas, rápido y eficaz, con un mínimo desperdicio del folio de recubrimiento que se utiliza en la aplicación.
Por todo ello, el sistema de la invención resulta de unas características muy ventajosas para la función de aplicación a la que está destinado, adquiriendo vida propia y carácter preferente para dicha función.
Descripción de las figuras
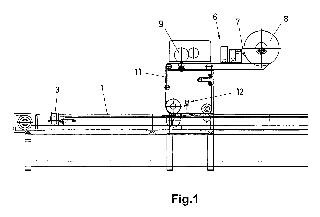
La figura 1 muestra una vista parcial esquemática de una instalación de recubrimiento de piezas según el sistema de la invención.
La figura 2 es un detalle ampliado del sistema separador de las piezas consecutivas que se introducen para ser recubiertas.
Las figuras 3A, 3B, 3C y 3D representan una secuencia de posiciones del proceso operativo del sistema separador de las piezas consecutivas.
La figura 4 es un detalle ampliado del recorrido de movimiento del pinzador de arrastre para posicionar el extremo inicial del folio de recubrimiento en relación con el inicio del recubrimiento.
La figura 5 es un detalle ampliado en vista frontal del sistema de corte del folio de recubrimiento para independizar las piezas recubiertas.
Las figuras 6A, 6B, 6C y 6D representan una secuencia de posiciones del proceso operativo del sistema de corte.
Las figuras 7A y 7B representan dos posiciones del sistema de corte en relación con la detección de los huecos de separación entre las piezas recubier- tas.
La figura 8 es un detalle ampliado del dispositivo detector de los huecos de separación entre las piezas recubiertas.
Descripción detallada de la invención
El objeto de la invención se refiere a un proceso de recubrimiento de piezas sucesivas, tales como paneles, perfiles, molduras, etc., aplicando un folio continuo sobre todas las piezas sucesivas, para independizar después las piezas recubiertas, mediante el corte del folio de recubrimiento por entre las piezas consecutivas.
El sistema de la invención comprende un transporte (1) formado por cadenas sinfín, sobre el cual se introducen sucesivamente las piezas (2) a recubrir, las cuales son llevadas por dicho transporte (1) en un desplazamiento longitudinal, yendo dispuesto en el transporte (1) un sistema separador (3) que establece un pequeño distanciamiento, que siempre es el mismo, entre las piezas (2) consecutivas.
Dicho sistema separador (3), consta de un elemento (4) que es susceptible de sobresalir y ocultarse a través del transporte (1), yendo incorporado dicho elemento (4) en un soporte (5) que se desplaza en avance sincronizado con el transporte (1) cuando el elemento (4) se encuentra en posición sobresaliente, retrocediendo luego hasta el punto inicial con el elemento (4) en posición oculta.
De este modo, partiendo de una posición inicial en la que el elemento (4) sale a través del transporte (1), cuando se introduce una pieza (2) sobre dicho transporte (1), la pieza (2) hace tope con el elemento (4), como muestra la figura 3A, siendo llevada en esa posición la pieza (2) junto con el elemento (4), hasta llegar a una posición (figuras 3B y 3C) en la que un detector activa el descenso del elemento (4) a la posición oculta, invirtiendo a su vez el desplazamiento del soporte (5) al sentido de retroceso, con lo que el elemento (4) retorna a la posición inicial, en donde vuelve a sobresalir a través del transporte (1) por detrás de la pieza (2), para hacer de tope de una subsiguiente pieza (2), determinándose de esta manera un pequeño espacio de separación entre las piezas (2) consecutivas que se introducen sobre el transporte (1), como muestra la figura...
Reivindicaciones:
1. Sistema de recubrimiento de piezas sucesivas con un folio continuo, del tipo que se suministra un folio de recubrimiento (7) en continuo mediante un alimentador (6), para la aplicación de dicho folio de recubrimiento (7) sobre piezas (2) que son llevadas en desplazamiento a través de la zona de aplicación por un transporte (1), caracterizado porque en la zona inicial del transporte (1) va dispuesto un sistema separador (3), el cual establece un pequeño distanciamiento entre las piezas (2) consecutivas que se introducen sucesivamente para ser recubiertas, yendo en el alimentador (6) de suministro del folio de recubrimiento (7) un pinzador (10), mediante el cual se lleva el extremo inicial del folio de recubrimiento (7) hasta la zona de aplicación, para iniciar el recubrimiento, el cual se aplica después de manera continua sobre las sucesivas piezas (2) que son llevadas por el transporte (1), mientras que posteriormente respecto de la zona de aplicación va dispuesto un sistema de corte (12), mediante el cual se corta el folio de recubrimiento (7) por los espacios de separación entre las piezas (2) recubiertas en continuo, en un desplazamiento sincronizado de dicho sistema de corte (12) con el transporte (1) que lleva a las piezas (2).
2. Sistema de recubrimiento de piezas sucesivas con un folio continuo, de acuerdo con la primera reivindicación, caracterizado porque el sistema de corte (12) comprende unas cuchillas (14) que son susceptibles de movimiento vertical en descenso y elevación, y de desplazamiento en sentidos contrarios entre una posición central y los extremos de un soporte (15) que va dispuesto transversalmente por encima del transporte (1) en un montaje de desplazamiento longitudinal sincronizado con el mismo.
3. Sistema de recubrimiento de piezas sucesivas con un folio continuo, de acuerdo con la primera reivindicación, caracterizado porque el sistema de corte es activado por un dispositivo (13) que detecta los espacios de separación entre las piezas (2) consecutivas, para determinar la realización de los cortes por dichos espacios de separación entre las piezas (2) consecutivas.
4. Sistema de recubrimiento de piezas sucesivas con un folio continuo, de acuerdo con la primera reivindicación, caracterizado porque el sistema separador consta de un elemento (4) que es susceptible de sobresalir y ocultarse a través del transporte (1), para hacer de separador entre las piezas (2) consecutivas que se introducen sobre el transporte (1), yendo dicho elemento (4) incorporado en un soporte (5) que le lleva en desplazamiento de avance sincronizado con el transporte (1) en la posición sobresaliente, hasta un punto de ocultamiento, y en retroceso hasta el punto inicial en la posición oculta.
5. Sistema de recubrimiento de piezas sucesivas con un folio continuo, de acuerdo con la primera reivindicación, caracterizado porque el pinzador (10) consta de unas barras transversales, entre las que se apresa el extremo inicial del folio de recubrimiento (7), yendo dichas barras transversales incorporadas sobre unas cadenas (11) de transporte, las cuales determinan un recorrido cerrado que pasa por la zona de aplicación del folio de recubrimiento (7) sobre las piezas (2) que son llevadas por el transporte (1).
Patentes similares o relacionadas:
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
 Dispositivo para revestir un sustrato con un material de recubrimiento termoplástico, del 27 de Mayo de 2020, de Klomfass Gierlings & Partner GBR (vertretungsberechtigter Gesellschafter Michael Gierlings, Marderweg 6, 41564 Kaarst): Dispositivo para revestir de forma continua un sustrato con un material de recubrimiento termoplástico , con un dispositivo calefactor IR , con el cual se une por fundición […]
Dispositivo para revestir un sustrato con un material de recubrimiento termoplástico, del 27 de Mayo de 2020, de Klomfass Gierlings & Partner GBR (vertretungsberechtigter Gesellschafter Michael Gierlings, Marderweg 6, 41564 Kaarst): Dispositivo para revestir de forma continua un sustrato con un material de recubrimiento termoplástico , con un dispositivo calefactor IR , con el cual se une por fundición […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Material de envasado que comprende partes magnetizadas y método para magnetizar el material, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo para magnetizar un material de envasado para envases que contienen alimentos, comprendiendo […]
Método para producir una película multicapa, del 22 de Abril de 2020, de Nordmeccanica SpA: Método para producir una película multicapa (M) que comprende al menos dos capas (S1, S2) unidas por medio de un adhesivo de dos componentes sin disolvente, […]
Aparato para un dispositivo de encintado de yeso, del 25 de Marzo de 2020, de Phaanix Pty Ltd: Un aparato para usar con un banyo de encintado de yeso, comprendiendo el aparato : una base para unir de forma desmontable el aparato […]
Material multicapa y método de fabricación, del 4 de Marzo de 2020, de Palziv Ltd: Un material multicapa compuesto por: capas exteriores de polietileno de alta densidad (HDPE) dispuestas de manera opuesta, al menos una capa intermedia […]
Procedimiento para la puesta a disposición de espaciadores, del 26 de Febrero de 2020, de Airbus Defence and Space GmbH: Un procedimiento para la puesta a disposición de espaciadores en un componente a pegar , que comprende los siguientes pasos: - colocación […]