Sistema de inspección robótico para un artículo de carbón cilíndrico.
Un aparato (10) para la inspección de un artículo de carbono cilíndrico (12A,
12B y 12C) que posee
una longitud y un eje longitudinal paralelo a su longitud y que comprende:
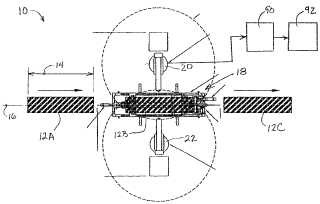
una estación de inspección (18) para recibir el artículo en una ubicación longitudinal fija y rotar elartículo alrededor del eje longitudinal del artículo mientras dicho artículo se encuentra en la ubicación longitudinal fija;
un robot maestro (20), que incluye un primer par de transductores (60 y 62), configurados paraacoplarse al artículo en posiciones espaciadas circunferencialmente alrededor del mismo; y
un robot esclavo (22) construido para moverse de forma sincronizada con el robot maestro (20) y queincluye un segundo par de transductores (60 y 62) configurados para acoplarse al artículo en una ubicación espaciadalongitudinalmente desde el primer par de transductores, de manera que el primer y segundo par de transductorespueden explorar simultáneamente la primera y segunda parte, respectivamente, de la longitud del artículo; y
un codificador (66) configurado para acoplarse axialmente a un extremo del artículo con el fin dedetectar una posición circunferencial del artículo, siendo el codificador (66) ajustable en altura con relación a la estaciónde inspección (18) con el fin de adaptarse a los diferentes diámetros de artículos (12).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2002/004660.
Solicitante: GRAFTECH INTERNATIONAL HOLDINGS INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 12900 SNOW ROAD PARMA, OH 44130 ESTADOS UNIDOS DE AMERICA.
Inventor/es: SHIVES,GARY D, SIROCKY,PAUL S, MICHAELS,THOMAS E.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G01N29/22 FISICA. › G01 METROLOGIA; ENSAYOS. › G01N INVESTIGACION O ANALISIS DE MATERIALES POR DETERMINACION DE SUS PROPIEDADES QUIMICAS O FISICAS (procedimientos de medida, de investigación o de análisis diferentes de los ensayos inmunológicos, en los que intervienen enzimas o microorganismos C12M, C12Q). › G01N 29/00 Investigación o análisis de materiales por el empleo de ondas ultrasonoras, sonoras o infrasonoras; Visualización del interior de objetos por transmisión de ondas ultrasonoras o sonoras a través del objeto (G01N 3/00 - G01N 27/00 tienen prioridad). › Detalles.
PDF original: ES-2396054_T3.pdf
Fragmento de la descripción:
Sistema de inspección robótico para un artículo de carbón cilíndrico
CAMPO TÉCNICO
La presente invención se refiere en general a sistemas automatizados de inspección de artículos de carbono cilíndricos, y en concreto electrodos de grafito.
ANTECEDENTES
La tecnología actual en la fabricación de acero a partir de materiales reciclados de chatarra de acero depende en gran medida del uso de hornos de arco eléctrico en los que se funden la chatarra de acero y otros materiales mediante un arco eléctrico de alta energía. Uno de los componentes críticos que se utilizan en un horno de arco eléctrico es una columna de electrodos de carbono de gran tamaño. Estos electrodos de carbono tienen generalmente una forma cilíndrica y cuentan con conexiones integradas roscadas macho y hembra en ambos extremos. Los electrodos de carbono cilíndricos normalmente tienen diámetros comprendidos entre 381 mm y 762 mm (15 pulgadas y 30 pulgadas) y normalmente poseen longitudes que llegan hasta aproximadamente los 3, 05 metros (10 pies) .
Los electrodos de carbono se consumen durante el proceso de fabricación de acero en un horno de arco eléctrico. Esencialmente, el extremo del electrodo se quema durante el proceso de fabricación de acero. Los electrodos se colocan en el horno como una columna roscada de electrodos, y a medida que electrodo más inferior se quema, la columna de electrodos va avanzando y periódicamente se añade un nuevo segmento de electrodo al extremo superior de la columna.
Además de la quema prevista en el extremo inferior del electrodo, debido a las condiciones ambientales extremas dentro del horno de fabricación de acero, los electrodos a veces sufren una tasa de consumo más rápida y no deseada debido a irregularidades físicas en el electrodo. Entre los ejemplos de estas irregularidades figuran las grietas y características similares, que puede causar la separación de trozos del electrodo, aumentando así la tasa de uso del electrodo y disminuyendo la vida del electrodo y su eficacia.
Existe, por lo tanto, la necesidad de una técnica de control de calidad que proporcione pruebas no destructivas de electrodos con el fin de identificar defectos internos que de otro modo no serían observables. Estos sistemas pueden ser utilizados como un control en el proceso de fabricación para mejorar los diferentes parámetros del proceso, lo que tiene como resultado un producto con unas mejores prestaciones cuando se fabrica un lote de electrodos de carbono. También se puede utilizar este sistema de inspección para detectar y eliminar un producto insatisfactorio antes de su entrega al cliente que va a utilizar el mismo en un horno de arco eléctrico. Asimismo, se puede utilizar este sistema para correlacionar las estructuras internas de los electrodos con los parámetros del proceso de fabricación y el rendimiento del producto con el fin de identificar parámetros de proceso superiores.
Se ha utilizado un precursor de la presente invención, un sistema mucho más rudimentario, para la prueba del tipo que acabamos de describir. El sistema precursor proporcionaba un soporte para recibir el electrodo de carbono que se va a someter a prueba. El electrodo de carbono era colocado sobre el soporte mediante un movimiento en una dirección transversal perpendicular a la longitud del electrodo de carbono. A continuación se colocaba un único par de transductores de rodillo en lados opuestos del electrodo mediante el uso de dos mecanismos distintos de colocación de transductores. Durante la operación de prueba, cada uno de los transductores de rodillo se movía simultáneamente por toda la longitud del electrodo que se iba a someter a prueba. Los transductores de rodillo generaban una imagen topográfica de escaneado axial del electrodo. A continuación los transductores de rodillos eran desacoplados y extraídos del electrodo de carbono, que era recogido del soporte y desplazado de nuevo en una dirección transversal a la longitud del electrodo para extraerlo del soporte de prueba.
Aunque se podía utilizar el sistema precursor para realizar el tipo general de inspección que constituye el objeto del sistema de la presente invención, éste no podía funcionar con la capacidad suficiente para proporcionar el volumen de pruebas deseado.
La patente estadounidense nº 3.896.662 se refiere a un dispositivo de prueba de producción que se sirve de ondas sonoras ultrasónicas para inspeccionar un tubo de lanzamiento de cohetes o cualquier estructura tubular en relación con su diámetro interior y exterior, así como el grosor de sus paredes y su ovalidad, concentricidad y rectitud.
La patente alemana nº 4.015.847 se refiere a pruebas no destructivas del ligamiento o adhesividad entre placas conductoras de sonido, y es aplicable a las pruebas de fuselaje de aviones. El cabezal de prueba cuenta con un emisor y receptor de sonidos.
La patente estadounidense nº 4.881.177 se refiere a un sistema de escaneado ultrasónico para someter a prueba componentes curvados de gran tamaño de materiales compuestos de matriz de fibra/resinas. El sistema somete a pruebas ultrasónicas estos componentes mediante sondas de chorros de agua montados en un soporte en el brazo operativo de un robot industrial.
La patente estadounidense nº 5.063.780 se refiere a un sistema de inspección que utiliza una pluralidad de transductores ultrasónicos para explorar un tubo alargado y comprobar su integridad dimensional y estructural. Los transductores son pulsados en una sucesión rápida, y se transmiten las señales de eco por canales independientes de radiofrecuencia y a través de un multiplexor a un número inferior de canales de señales detectoras, cada uno de los cuales comprende un discriminador.
Por consiguiente, existe la necesidad de un sistema mejorado de pruebas del tipo descrito en general que proporcione sistemas mejorados para la manipulación de electrodos con el fin de permitir un proceso de pruebas de un elevado volumen de electrodos de carbono, como por ejemplo el que sería fabricado por una fábrica moderna de producción de electrodos.
DESCRIPCIÓN DE LA INVENCIÓN
La presente invención proporciona un sistema mejorado para la inspección de electrodos de carbono generalmente cilíndricos. La invención también puede ser utilizada para la manipulación e inspección de otros artículos de carbono cilíndricos de grandes dimensiones.
En un aspecto de la invención, se proporciona un sistema robótico mejorado de inspección para la colocación de los transductores de inspección alrededor del electrodo de carbono que va a ser sometido a pruebas. El sistema robótico de inspección incluye una horquilla que posee una primera y segunda ramas espaciadas entre sí. Un ensamblaje de brazo robótico tiene la horquilla unida al mismo. El ensamblaje de brazo puede moverse entre una posición operativa en la que se coloca la horquilla alrededor del electrodo y una posición retraída en la que la horquilla es retirada del electrodo. Se acoplan un par de transductores de rodillo a la primera y segunda ramas de la horquilla, respectivamente, los cuales están configurados para interactuar de forma operativa con el electrodo en posiciones espaciadas en la circunferencia alrededor del electrodo cuando el ensamblaje de brazo robótico se encuentra en su posición operativa.
En otro aspecto de la invención, el sistema descrito anteriormente incluye un segundo ensamblaje de brazo robótico con una segunda horquilla y un segundo par de transductores. El primer y segundo ensamblajes de brazo robótico son maestro y esclavo, respectivamente, y están construidos para moverse de forma sincronizada. Cuando el primer y segundo ensamblajes de brazo robótico se encuentran en su posición de funcionamiento con la primera y segunda horquillas colocadas alrededor del electrodo, la primera y segunda horquillas están separadas por una distancia igual a aproximadamente la mitad de la longitud del electrodo que va a ser inspeccionado, de manera que cada horquilla puede desplazarse transversalmente y simultáneamente aproximadamente la mitad de la longitud que va a ser inspeccionada.
En otro aspecto de la invención, el sistema de inspección incluye una estación de rotador para recibir el electrodo en una ubicación longitudinal fija y rotar el electrodo alrededor del eje longitudinal del electrodo mientras el electrodo se encuentra en la ubicación longitudinal fija. Se configura un robot maestro que incluye un primer par de transductores para acoplarse al electrodo en posiciones espaciadas circunferencialmente alrededor del electrodo. Un robot esclavo está construido para moverse de forma sincronizada con el robot maestro e incluye un segundo par de transductores configurados... [Seguir leyendo]
Reivindicaciones:
1. Un aparato (10) para la inspección de un artículo de carbono cilíndrico (12A, 12B y 12C) que posee una longitud y un eje longitudinal paralelo a su longitud y que comprende:
una estación de inspección (18) para recibir el artículo en una ubicación longitudinal fija y rotar el artículo alrededor del eje longitudinal del artículo mientras dicho artículo se encuentra en la ubicación longitudinal fija;
un robot maestro (20) , que incluye un primer par de transductores (60 y 62) , configurados para acoplarse al artículo en posiciones espaciadas circunferencialmente alrededor del mismo; y
un robot esclavo (22) construido para moverse de forma sincronizada con el robot maestro (20) y que incluye un segundo par de transductores (60 y 62) configurados para acoplarse al artículo en una ubicación espaciada longitudinalmente desde el primer par de transductores, de manera que el primer y segundo par de transductores pueden explorar simultáneamente la primera y segunda parte, respectivamente, de la longitud del artículo; y
un codificador (66) configurado para acoplarse axialmente a un extremo del artículo con el fin de detectar una posición circunferencial del artículo, siendo el codificador (66) ajustable en altura con relación a la estación de inspección (18) con el fin de adaptarse a los diferentes diámetros de artículos (12) .
2. El aparato de la reivindicación 1, en el que:
los transductores (60 y 62) son transductores ultrasónicos para medir las velocidades del sonido a través del artículo.
3. El aparato de las reivindicaciones 1 o 2, en el que:
cada uno de los robots incluye una horquilla bifurcada (50) que posee dos brazos (52 y 54) , con uno de los transductores (60 y 62) montado en cada brazo.
4. El aparato de cualquiera de las reivindicaciones comprendidas entre la 1 y la 3, en el que:
la estación de inspección (18) incluye rodillos de rotación motorizados (34) para rotar el artículo alrededor del eje longitudinal del artículo.
5. El aparato de la reivindicación 4, en el que:
los rodillos de rotación motorizados (34) incluyen un primer y segundo par de rodillos de rotación motorizados espaciados longitudinalmente (34A y 34B) , pudiendo al menos uno de los pares de rodillos de rotación motorizados moverse longitudinalmente para adaptarse a las diferentes longitudes de los artículos.
6. El aparato de las reivindicaciones 4 o 5, en el que:
la estación de inspección (18) incluye adicionalmente un ascensor (32) para colocar el artículo en los rodillos de rotación motorizados (34) y para elevar el artículo de los rodillos de rotación motorizados (34) .
7. El aparato de cualquiera de las reivindicaciones comprendidas entre la 1 y la 6, que además comprende:
un sistema transportador (24) que posee una trayectoria de artículo en línea con el eje longitudinal del artículo en la estación de inspección.
8. Un procedimiento para inspeccionar artículos de carbono cilíndricos con el fin de detectar defectos físicos internos, el cual comprende:
(a) la colocación de un primer y un segundo par de transductores (60 y 62) en una primera y segunda ubicaciones espaciadas longitudinalmente a lo largo de una longitud de un artículo, estando los transductores de cada par espaciados entre sí alrededor de una circunferencia del artículo;
(b) la rotación del artículo alrededor de su eje longitudinal;
(c) durante la fase (b) , el suministro de un movimiento longitudinal relativo entre el artículo y el primer y segundo par de transductores (60 y 62) , de tal forma que el primer y segundo par de transductores exploran simultáneamente la primera y segunda parte de la longitud del artículo; y
el acoplamiento axial de un extremo del artículo con un codificador (66) para detectar una parte circunferencial del artículo, siendo el codificador (66) ajustable en altura en relación con la estación de inspección (18) para adaptarse a los diferentes diámetros de los artículos.
9. El procedimiento de la reivindicación 8, en el que:
en la fase (a) , el primer y segundo par de transductores (60 y 62) por unos primer y segundo robot sincronizados (20 y 22) .
10. El procedimiento de las reivindicaciones 8 y 9, que además comprende:
la transferencia del artículo desde un transportador de entrada (24) a una estación de inspección (18) 5 al mover el artículo en una dirección paralela a su longitud.
11. El procedimiento de cualquiera de las reivindicaciones comprendidas entre la 8 y la 10, que además comprende:
durante las fases comprendidas entre la (a) y la (c) , el soporte del artículo en pares de rodillos motorizados espaciados longitudinalmente (34) ; y
el ajuste posterior del espaciado longitudinal entre los pares longitudinalmente espaciados de rodillos motorizados (34) para adaptarse a un segundo artículo de diferente longitud a la del primer artículo.
12. El procedimiento de cualquiera de las reivindicaciones comprendidas entre la 8 y la 11, en el que:
en la fase (a) , los transductores (60 y 62) de cada par son transductores de rodillo ubicados en lados diametralmente opuestos del artículo.
Patentes similares o relacionadas:
Procedimiento y dispositivo para compensar las no uniformidades de acoplamiento en pruebas ultrasónicas, del 24 de Junio de 2020, de PROCEQ SA: Un procedimiento para probar un componente mediante ultrasonido, que comprende las etapas de: aplicar un dispositivo , que tiene al menos un emisor […]
Prueba de ondas guiadas, del 29 de Abril de 2020, de IP2IPO Innovations Limited: Aparato para onda guiada que prueba un objeto de prueba que comprende: un conjunto lineal de transductores acústicos electromagnéticos […]
Métodos para realizar tareas en un tanque que contiene sustancias peligrosas, del 5 de Febrero de 2020, de Tankbots, Inc: Un método para realizar una tarea seleccionada en un tanque al menos parcialmente lleno de una sustancia energética ; caracterizado el método por: - dimensionar […]
Aparato para la inspección no destructiva de larguerillos, del 8 de Enero de 2020, de THE BOEING COMPANY: Un aparato, caracterizado porque comprende: una estructura de soporte ; un primer eje largo acoplado de manera pivotante y deslizable a dicha […]
Instalación para inspección de ruedas ferroviarias y aparato para inspección por ultrasonido que comprende dicha instalación para inspección, del 8 de Enero de 2020, de Amsted Rail Company, Inc: Una instalación para inspección para la inspección por ultrasonido de una rueda ferroviaria, teniendo la instalación para inspección un conjunto de […]
Mecanismo de despliegue para normalización pasiva de un instrumento con relación a la superficie de una pieza de trabajo, del 1 de Enero de 2020, de SAUDI ARABIAN OIL COMPANY: Un aparato que se configura para transportar un instrumento y desplegar opcionalmente el instrumento en relación con una superficie que comprende: […]
Herramienta de inspección ultrasónica para la cubierta del orificio de acceso, del 1 de Enero de 2020, de WESTINGHOUSE ELECTRIC COMPANY LLC: Un aparato para la inspección ultrasónica de una soldadura de la cubierta del orificio de acceso sobre una placa de soporte de la envolvente de núcleo en un reactor […]
Transductor electromagnético-acústico y sistema de prueba de ultrasonidos que lo contiene, del 18 de Diciembre de 2019, de Institut Dr. Foerster Gmbh & Co. Kg: Transductor electromagnético-acústico para la prueba ultrasónica de objetos de prueba compuestos esencialmente de un material eléctricamente conductor […]