RECTIFICADORA PARA EL RECTIFICADO DE PIEZAS ENTRE PUNTOS, COMO TAMBIÉN PARA EL RECTIFICADO SIN PUNTOS ASÍ COMO A UN PROCEDIMIENTO DE RECTIFICADO.
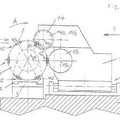
Rectificadora para el rectificado de piezas (3) entre puntos, como también para el rectificado sin puntos, con un accionamiento para una muela (1), y con un accionamiento para un disco (2) regulador, pudiendo alojarse la pieza (3) entre la muela (1) y el disco (2) regulador, o bien entre puntos (4) sobre un eje (W) de la pieza, o sobre un apoyo (9) para el rectificado sin puntos, y
- estando orientados paralelos, al menos los ejes de accionamiento del disco (2) regulador y el eje (W) de la pieza, y
- pudiendo aproximarse a la pieza (3), la muela (1) y el disco (2) regulador, con independencia una del otro, sirviendo el accionamiento del disco (2) regulador para el accionamiento de la pieza (3) en el caso del rectificado entre puntos (4), y para el accionamiento de la pieza (3) en el caso del rectificado sin puntos, caracterizada porque un sensor (8) para medir la presión de apriete del disco (2) regulador en la pieza (3), está instalado en un cabezal (5) móvil en el que está alojada la pieza (3) en el caso del rectificado entre los puntos (4), y que está instalada mediante una montura (6) en un soporte (7) de la pieza, siendo recambiable el soporte (7) de la pieza o la montura (6).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08405027.
B24B49/16TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 49/00 Aparatos de medida o de calibrado para el control del movimiento de avance del útil de amolar o de la pieza que va a ser amolada; Disposición de los aparatos de indicación o de medida, p. ej. para indicar el comienzo de la operación de amolado (B24B 33/06, B24B 37/005 tienen prioridad; si el aparato es utilizado entre otras máquinas-herramientas B23Q 15/00 - B23Q 17/00 tienen prioridad). › tomando en consideración la presión de trabajo.
B24B5/02B24B […] › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › dotados de puntas o mandriles para sujetar la pieza.
B24B5/18B24B 5/00 […] › dotados de medios "sin centro" para soportar, guiar, mantener o poner en rotación la pieza.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Rectificadora para el rectificado de piezas entre puntos, como también para el rectificado sin puntos así como a un procedimiento de rectificado. La invención se refiere a una rectificadora para el rectificado de piezas entre puntos, como también para el rectificado sin puntos según la reivindicación 1, así como a un procedimiento de rectificar para el rectificado de una pieza entre puntos según alguna de las reivindicaciones 7, 8 ó 9. La invención se refiere a en especial, a una rectificadora con la que se pueden combinar las ventajas del rectificado con puntos, con aquellas del rectificado sin puntos. En el caso del rectificado tradicional, bien conocido, con puntos, la ventaja principal consiste en que todos los diámetros rectificados tienen el mismo centro bien definido en el eje de la pieza, que está situado entre los puntos. El inconveniente de este procedimiento son los costes superiores ocasionados por la necesidad de centros o puntos. Con frecuencia la pieza tiene que ser mecanizada en etapas, porque primeramente todavía se tiene que instalar un dispositivo de arrastre para la rotación de la pieza. En el caso del rectificado cilíndrico sin puntos, por el contrario, se pone la pieza únicamente sobre un soporte entre una muela y un disco regulador. La rotación de la pieza se lleva a cabo mediante el accionamiento del disco regulador, se rectifica con la muela accionada igualmente. A causa de esta forma constructiva, no existe necesidad ninguna de puntos. La ventaja de este procedimiento consiste en que es más rápido y económico, en especial para grandes tamaños de lote. No obstante, son desventajosos aquí los costes en general muy altos de la herramienta, y el hecho de que, bajo ciertas circunstancias, los árboles no son concéntricos respecto a los centros o taladros, etc. Así por ejemplo, la KRONOS L dual de Mikrosa, una máquina en venta en el mercado, utiliza una técnica que se designa también como rectificado dual. El rectificado dual es una combinación de los dos procedimientos arriba descritos. Los árboles o piezas inician el rectificado primeramente entre puntos. Aquí la pieza se acciona mediante un husillo portapieza y un arrastre de la pieza. En este funcionamiento rectificado entre puntos está pues garantizada la concentricidad. A continuación se libera la pieza, de los puntos, y se desarrolla el proceso de rectificado sin puntos, de manera que la pieza es accionada por el disco regulador y se apoya en cada asiento, con lo cual se debe de conseguir un comportamiento estable durante el rectificado sin puntos. Mediante este desarrollo del trabajo debe de estar asegurado que no se pierde el centro de la pieza, y que se conserva la concentricidad respecto al centro. El procedimiento es especialmente bien apropiado para la fabricación de árboles delgados largos, porque se pueden mantener mejor bajo control los defectos ocasionados por la flexión durante el rectificado final sin puntos. Aquí es desventajoso que, a pesar de todo, tiene que existir un arrastre de la pieza, y que el cambio de los tipos de accionamiento es bastante costoso. Por el documento US-3 903 655 se conoce una rectificadora con un disco regulador elástico. Esta rectificadora tiene un accionamiento para una muela, y un accionamiento para un disco regulador, estando diseñado el accionamiento de la muela evidentemente para una velocidad relativamente alta. Entre la muela y el disco regulador, sobre un eje de la pieza, está alojada una pieza, entre puntos u otros medios apropiados de sujeción. Los ejes de accionamiento de la muela y del disco regulador, y el eje de la pieza, están orientados paralelos. La muela, el disco regulador y también la pieza, están montados en guías separadas, lo cual permite que se puedan ajustar, tanto la distancia entre la pieza y la muela, como también la distancia entre pieza y disco regulador. El accionamiento del disco regulador sirve para el accionamiento de la pieza, vía transmisión por fuerza de fricción. Con este fin el disco regulador es de un material relativamente duro, aunque elástico. Por consiguiente, la pieza rota aquí en una dirección y a una velocidad que está determinada por el disco regulador. No obstante está previsto que el disco regulador en esta máquina gire con una velocidad relativamente baja en comparación con la muela. Esta rectificadora está prevista para la fabricación de componentes de máquina, de precisión. En la rectificadora según el documento US-3 903 655 se utilizan bien ciertos elementos que también encuentran aplicación en el rectificado sin puntos (por ejemplo, el accionamiento de la pieza mediante un disco regulador), no obstante la máquina no está diseñada para una flexibilidad que permita tanto el rectificado entre puntos, como también el rectificado sin puntos, y las guías para la muela, para el disco regulador y también para la pieza, están diseñadas todas para una capacidad de posicionamiento precisa y mecánica definida. Pero se menciona también básicamente que no tienen que existir todas las tres guías. La solicitud no da instrucciones detalladas ningunas de cómo se produce una fuerza suficiente de fricción entre el disco regulador y la pieza, para que se pueda asegurar que la pieza presenta, y mantiene también, la velocidad de rotación necesaria para la mecanización, Los datos a este respecto para la construcción y para la acción del disco regulador, de un material relativamente duro aunque elástico, son únicamente de carácter general. Es misión de la invención indicar una rectificadora mejorada que combina las ventajas del rectificado entre puntos con aquellas del rectificado sin puntos. Se debe indicar también un procedimiento que permita una mayor flexibilidad y fiabilidad en la fabricación de productos rectificados. La misión se resuelve mediante las notas características de la reivindicación 1 de dispositivo, así como de las reivindicaciones 7, 8 y 9. de procedimiento. 2 En el caso de una rectificadora según la invención, el accionamiento del disco regulador, sirve tanto para el accionamiento de la pieza para rectificar entre puntos, como también para el accionamiento de la pieza en el rectificado sin puntos. Además, para el rectificado entre puntos existe un medio para la medición de la presión de apriete del disco regulador en la pieza. Llevándose a cabo el accionamiento de la pieza para los dos tipos de rectificado, mediante el disco regulador, al rectificar entre puntos, se puede suprimir el arrastre de la pieza, si no, necesario. Estando previsto, además, un medio para la medición de la presión de apriete del disco regulador en la pieza, se facilita el control de la rotación de la pieza y, naturalmente, también se puede automatizar. Además, se producen básicamente distintas posibilidades, de cómo se puede realizar la capacidad independiente de aproximación a la pieza, de la muela y del disco regulador. Se pueden realizar las siguientes tres variantes constructivas, a - c: a) El disco regulador y la muela poseen accionamiento independiente de regulación, y está dispuesto fijo un soporte de la pieza. b) La muela y un soporte de la pieza poseen accionamiento independiente de regulación, y el disco regulador está dispuesto fijo. c) El disco regulador y un soporte de la pieza poseen accionamiento independiente de regulación, y la muela está dispuesta fija. Cada una de las formas constructivas seleccionada, influye en consecuencia naturalmente también en la secuencia de etapas del proceso a seguir para la realización de un proceso de rectificado entre puntos. Pero con independencia de la forma constructiva seleccionada, se obtiene también allí igualmente en el rectificado sin puntos, el espacio libre deseado de manipulación; es decir, en ningún tipo funcional resulta necesario un tercer accionamiento de regulación (como en el caso del documento US-3 903 655). Como medio para la medición de la presión de apriete del disco regulador en la pieza, puede estar previsto un sensor de presión. Pero el medio para la medición de la presión de apriete del disco regulador en la pieza, puede incluir también un control de la rotación de la pieza. Si se utiliza un sensor de presión, este puede estar instalado en un cabezal móvil en el que está alojada la pieza entre puntos. En la elección de un sensor de presión, se puede emplear con ventaja, por ejemplo, un sensor piezoeléctrico, conocido por el especialista. Pero naturalmente se pueden emplear también otros tipos de sensores como, por ejemplo, tiras extensométricas. El soporte de la pieza puede presentar con ventaja también una disposición de puntos para la mecanización simultánea de un número de piezas con pares de puntos dispuestos unos tras otros, o unos sobre otros, o unos tras otros y unos sobre otros. Esto permite la mecanización simultánea de varias piezas. Naturalmente, en este caso... [Seguir leyendo]
Reivindicaciones:
1. Rectificadora para el rectificado de piezas (3) entre puntos, como también para el rectificado sin puntos, con un accionamiento para una muela (1), y con un accionamiento para un disco (2) regulador, pudiendo alojarse la pieza (3) entre la muela (1) y el disco (2) regulador, o bien entre puntos (4) sobre un eje (W) de la pieza, o sobre un apoyo (9) para el rectificado sin puntos, y estando orientados paralelos, al menos los ejes de accionamiento del disco (2) regulador y el eje (W) de la pieza, y pudiendo aproximarse a la pieza (3), la muela (1) y el disco (2) regulador, con independencia una del otro, sirviendo el accionamiento del disco (2) regulador para el accionamiento de la pieza (3) en el caso del rectificado entre puntos (4), y para el accionamiento de la pieza (3) en el caso del rectificado sin puntos, caracterizada porque un sensor (8) para medir la presión de apriete del disco (2) regulador en la pieza (3), está instalado en un cabezal (5) móvil en el que está alojada la pieza (3) en el caso del rectificado entre los puntos (4), y que está instalada mediante una montura (6) en un soporte (7) de la pieza, siendo recambiable el soporte (7) de la pieza o la montura (6). 2. Rectificadora según la reivindicación 1, caracterizada porque la muela (1) y el disco (2) regulador se pueden aproximar a la pieza (3) con independencia una de otro, realizándose una de las tres variantes constructivas a, b, o c siguientes: a) El disco (2) regulador y la muela (1) poseen accionamientos independientes de regulación, y está dispuesto fijo un soporte (7) de la pieza. b) La muela (1) y un soporte (7) de la pieza poseen accionamientos independientes de regulación, y el disco (2) regulador está dispuesto fijo. c) El disco (2) regulador y un soporte (7) de la pieza poseen accionamientos independientes de regulación, y la muela (1) está dispuesta fija. 3. Rectificadora según la reivindicación 2, caracterizada porque el soporte (7) de la pieza presenta una disposición de puntos para la mecanización simultánea de un número de piezas con pares de puntos dispuestos unos tras otros, o unos sobre otros, o unos tras otros y unos sobre otros. 4. Procedimiento para el rectificado de una pieza entre puntos (4) con una rectificadora según la reivindicación 2, estando realizada la variante constructiva a), la pieza (3) se aloja en el cabezal (5) móvil, entre los puntos (4), el disco (2) regulador que gira, se aproxima a la pieza (3) hasta que el sensor (8) registra una fuerza de la presión de apriete entre disco (2) regulador y pieza (3), suficiente para el proceso de rectificado, y a continuación se aproxima la muela (1) a la pieza (3), y se rectifica la pieza (3) entre los puntos (4). 5. Procedimiento para el rectificado de una pieza (3) entre puntos (4) con una rectificadora según la reivindicación 2, estando realizada la variante constructiva b), la pieza (3) se aloja en el cabezal (5) móvil, entre los puntos (4), la pieza (3) se aproxima al disco (2) regulador que gira, hasta que el sensor (8) registra una fuerza de la presión de apriete entre disco (2) regulador y pieza (3), suficiente para el proceso de rectificado, y a continuación se aproxima la muela (1) a la pieza (3), y se rectifica la pieza (3) entre los puntos (4). 6. Procedimiento para el rectificado de una pieza (3) entre puntos (4) con una rectificadora según la reivindicación 2, estando realizada la variante constructiva c), la pieza (3) se aloja en el cabezal (5) móvil, entre los puntos (4), el disco (2) regulador que gira, se aproxima a la pieza (3), hasta que el sensor (8) registra una fuerza de la presión de apriete entre disco (2) regulador y pieza (3), suficiente para el proceso de rectificado, y a continuación se aproximan la pieza (3) y el disco (2) regulador, a la muela (1), y se rectifica la pieza (3) entre los puntos (4). 7. Procedimiento para el rectificado de una pieza según alguna de las reivindicaciones 4, 5 ó 6, caracterizado porque la pieza (3) inicia el rectificado entre puntos (4), y a continuación se rectifica en acabado. sobre el apoyo (9), con rectificado sin puntos. 8. Procedimiento para el rectificado sin puntos de una pieza, con una rectificadora según la reivindicación 1 ó 2 colocando la pieza (3) sobre el apoyo (9) para el rectificado sin puntos, y rectificando la pieza (3) a continuación en un procedimiento de rectificado sin puntos, o bien en un procedimiento de entrada recta, o bien en uno de entrada oblicua. 7 8 9
Patentes similares o relacionadas:
Máquina herramienta y procedimiento de medición de una pieza de trabajo, del 25 de Mayo de 2016, de FRITZ STUDER AG: Máquina herramienta, en particular rectificadora, comprendiendo los elementos siguientes:
- un alojamiento de pieza de trabajo que […]
Procedimiento y rectificadora para el rectificado de piezas de trabajo con forma de barra, del 21 de Junio de 2013, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para el rectificado de piezas de trabajo con forma de barra que presentan un corte transversalno redondo, formado por líneas […]
PROCEDIMIENTO PARA EL RECTIFICADO CILINDRICO EN LA FABRICACION DE HERRAMIENTAS DE METAL DURO Y RECTIFICADORA PARA RECTIFICAR CUERPOS DE PARTIDA CILINDRICOS EN LA FABRICACION DE HERRAMIENTAS DE METAL DURO., del 1 de Marzo de 2007, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para el rectificado cilíndrico en la fabricación de herramientas de metal duro, en una rectificadora cilíndrica que presenta un cabezal […]
METODO PARA PRODUCCION DE UN COMPACTO TUBULAR Y METODO PARA LLEVARLO A CABO., del 1 de Abril de 1993, de CIPS AB: UN COMPACTO TUBULAR OBTENIDO POR COMPACTACION DE POLVO ES APLICADO CON UNA SUPERFICIE CIRCUNFERENCIAL EN UNA MINIMA DISTANCIA REQUERIDA PARA DICHA […]
DISPOSITIVO DE MONTAJE PARA MUELAS, del 16 de Mayo de 1985, de ABRASIVOS DE ESPAÑA, S.A.: 1. Dispositivo de montaje para muelas, del tipo que comprende un cabezal portamuelas dotado de vástagos de cabeza ensanchada impulsados elásticamente hacia […]
DISPOSITIVO PORTAMUELAS., del 16 de Junio de 1983, de ABRASIVOS DE ESPAÑA, S.A. DUDE MARTIN,RICARDO: Dispositivo portamuelas, del tipo que comprende un anillo elástico montado alrededor del cuerpo central de soporte, dotado de garras susceptibles de cerrarse alrededor de un […]
DISPOSITIVO PORTAMUELAS, del 16 de Marzo de 1981, de ABRASIVOS DE ESPAÑA, S.A. DUDE MARTIN,RICARDO: 1. Dispositivo portamuelas, del tipo que comprende un soporte fijado al mandril, con jugos de entrantes y salientes complementarios con otros previstos en un […]
Procedimiento y máquina rectificadora para rectificar piezas de trabajo que presenten ranuras, del 21 de Agosto de 2019, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para rectificar piezas de trabajo que presenten unas ranuras con un perfilado de una muela abrasiva , configurado de forma correspondiente a la sección […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Procedimiento y rectificadora para el rectificado de piezas de trabajo con forma de barra, del 21 de Junio de 2013, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para el rectificado de piezas de trabajo con forma de barra que presentan un corte transversalno redondo, formado por líneas […]
Procedimiento y rectificadora para el rectificado de piezas de trabajo con forma de barra, del 21 de Junio de 2013, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para el rectificado de piezas de trabajo con forma de barra que presentan un corte transversalno redondo, formado por líneas […]