Procedimiento para producir componentes de pañales a partir de material en tira.
Un procedimiento para producir componentes de pañales (3) a partir de material en tira (5,
8), comprendiendo el procedimiento las etapas de:
alimentar el material en tira (5, 8) de manera continua, mediante unos medios de transporte (6), a lo largo de un camino recto (P) que se extiende a través de una serie de estaciones de trabajo (9, 16, 21) sincronizadas entre sí; y sujetar mediante succión, a lo largo del camino (P), el material en tira (5, 8) a los medios de transporte 10 (6), de manera que todos los puntos del material en tira (5, 8) se desplazan a la misma velocidad;
caracterizándose el procedimiento porque:
el material en tira (5, 8) se alimenta, mediante los medios de transporte (6) y mientras se sujeta por succión a los medios de transporte (6), a través de una estación de aplicación (9) para recibir partes (4) de material adhesivo, que están separadas a lo largo del material en tira (5, 8) una distancia determinada; de una estación de formación (16), en la que el material en tira (5, 8) se corta en forma de dichos componentes (3), y de una estación de corte (21), que corta el material en tira (5, 8) en componentes independientes (3), de manera que todos los puntos a lo largo de cada material en tira (5, 8) se someten a la misma tensión a lo largo delcamino (P), de manera que el material en tira (5, 8) no se estira ni afloja entre una estación de trabajo (9, 16, 21) y otra y los medios de transporte (6) son medios de transporte por cinta (17, 20) y alimentan el material en tira (5, 8) entre la estación de aplicación (9) y la estación de formación (16) con un primer transportador de cinta por succión (17) y entre la estación de formación (16) y la estación de corte (21) con un segundo transportador de cinta por succión (20).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2008/000148.
Solicitante: GDM S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA BATTINDARNO, 91 40133 BOLOGNA ITALIA.
Inventor/es: PIANTONI, MATTEO, PERNEBORN, ROBERT, AIOLFI,LUCA, PEREGO,ALBERTO, LEHTO,Marcus, NORDER,Anders.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61F13/15 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Compresas absorbentes, p. ej. paños higiénicos, torundas o tampones para aplicación externa o interna al cuerpo (receptáculos catameniales no absorbentes A61F 5/44 ); Medios para mantenerlos en su sitio o para fijarlos; Aplicadores de tampones.
PDF original: ES-2378115_T3.pdf
Fragmento de la descripción:
Procedimiento para producir componentes de pañales a partir de material en tira
5 CAMPO TÉCNICO
La presente invención se refiere a un procedimiento para producir elementos de pañales a partir de material en tira.
ANTECEDENTES DE LA INVENCIÓN
En la industria de los pañales, los pañales se hacen con una tira continua de piezas en bruto de pañales planos no acabados, se aplican a la tira componentes de acabado, normalmente de material elástico, y la tira se corta en diagonal en una sucesión de pañales planos acabados.
Más específicamente, uno de los componentes de acabado comprende paneles laterales que tienen una parte de material adhesivo o de tipo Velcro® y que se aplican a los laterales de cada pieza en bruto de pañales para, en uso, conectar los extremos del pañal en una cinta anular.
Los paneles laterales, a los que la siguiente descripción se refiere únicamente a modo de ejemplo, normalmente están formados de una tira continua de material elástico que se alimenta a lo largo de un camino, que se extiende a través de una serie de estaciones de trabajo, con medios de transporte normalmente definidos por rodillos transportadores, alrededor de los que la tira se enrolla parcialmente.
Si bien efectivo y muy usado en máquinas de fabricación de pañales, el procedimiento anterior tiene varios inconvenientes, debido a la forma irregular del camino, a la tracción ejercida en la tira por los rodillos transportadores y al esfuerzo al que se someta la tira en las estaciones de trabajo, lo que tiene como resultado una tensión creciente y decreciente de la tira según se desplaza a lo largo del camino y, dada la elasticidad del material en tira, un deslizamiento incontrolado e inevitable del material.
Debido a que las estaciones de trabajo están sincronizadas entre sí y a que la tira se debe mantener en una posición predeterminada, según se desplaza a lo largo del caminio, para garantizar que está posicionada correctamente al entrar en cada estación de trabajo, se prevén, a lo largo del camino, sensores de posición y estaciones de compensación conectadas a los sensores para corregir las variaciones de la tensión del material y, de ese modo, impedir que la tira se desvíe de la posición correcta.
Obviamente, los sensores y las estaciones de compensación complican la máquina desde el punto de vista mecánico, reduciendo, de ese modo, la fiabilidad y aumentando ampliamente el coste y el tamaño global de la máquina.
Si bien en menor grado, el problema anterior también se encuentra cuando se usa material en tira que no es exactamente elástico y que visiblemente se puede estirar, pero, no obstante, tiene cierto grado de elasticidad inherente.
US6440239B1 divulga un procedimiento para hacer artículos absorbentes con piezas de cintura y dobladillos de 45 pierna independientes.
US2006004333A1 divulga un artículo absorbente, que tiene un gráfico interior, y un procedimiento para fabricar dicho artículo.
50 US5779689A1 divulga pañales con zonas de extremo y entrepierna elastificadas y un procedimiento y un aparato para la fabricación continua de los mismos.
DESCRIPCIÓN DE LA INVENCIÓN
55 Un objetivo de la presente invención es proporcionar un procedimiento para producir componentes de pañales a partir de material en tira, que es económico y fácil de poner en práctica y que prevé la eliminación de los inconvenientes que se han mencionado anteriormente.
De acuerdo con la presente invención, se proporciona un procedimiento para producir componentes de pañales a partir de material en tira, según se reivindica en la reivindicación 1 y, preferentemente, en una cualquiera de las reivindicaciones siguientes que dependen directa o indirectamente de la reivindicación 1.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
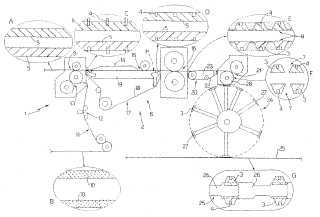
A continuación, se describirá, a modo de ejemplo, un ejemplo de realización no limitativo de la presente invención haciendo referencia al dibujo adjunto, que muestra una vista lateral esquemática de una máquina para fabricar pañales que pone en práctica el procedimiento de acuerdo con la presente invención.
10 MEJOR MODO DE LLEVAR A CABO LA INVENCIÓN
En el dibujo adjunto, el número 1 indica, en su totalidad, una máquina para fabricar pañales que comprende una unidad (2) para producir componentes (3) a partir de material elástico en tira. Se pretende que el término "elástico" signifique tanto material en tira que visiblemente se puede estirar, es decir, a simple vista, como material en tira que visiblemente no se puede estirar, pero, no obstante, tiene cierto grado de elasticidad intrínseca.
En el ejemplo que se muestra, los componentes (3) están definidos por paneles elásticos, que tienen respectivas bandas (4) de material adhesivo, pegamento o Velcro®, y están situados, en el pañal acabado, en cualquier lateral de un extremo longitudinal trasero (en el dibujo) y/o un extremo longitudinal delantero (no se muestra) del pañal para, en uso, conectar los extremos del pañal en una cinta anular elástica.
Como se muestra en el dibujo, el material elástico en tira, a partir del que están formados los componentes (3) , se alimenta a una unidad (2) en forma de dos tiras continuas paralelas (5) (detalle A) y se alimenta con medios de transporte (6) a lo largo de un camino recto P que se extiende a través de una serie de estaciones de trabajo para obtener una línea respectiva (7) de componentes alienados (3) de cada tira (5) .
Más específicamente, en su entrada, la unidad (2) comprende una estación de aplicación (9) para aplicar bandas (4) a las tiras (5) y que, a su vez, comprende dos rodillos contrarrotativos situados en laterales opuestos del camino P, con sus respectivos ejes en diagonal al camino P y que, entre ellos, definen un conducto para el paso de las tiras (5) . Uno de los dos rodillos es un rodillo de succión y deposita las bandas previamente engomadas (4) sucesivamente, con una separación determinada, a lo largo de un borde de cada tira (5) , de manera que las bandas (4) sobresalen transversalmente de cada tira (5) en el lateral opuesto a la otra tira (5) (como se muestra en el detalle C) .
Las bandas (4) están formadas de dos tiras (10) de material adhesivo o de tipo Velcro® (detalle B) que se alimentan, paralelas entre sí y por medio de una línea de alimentación (11) , a través de una estación de engomado (12) y de una estación de corte (13) en la que una cuchilla, que coopera con el rodillo de succión de la estación de aplicación (9) , corta las dos tiras (10) en diagonal para formar series respectivas de bandas individuales (4) en el rodillo de succión.
Una estación de plegado (14) , para plegar las bandas (4) , está situada hacia abajo de la estación de aplicación (9) en la dirección de desplazamiento de las tiras (5) a lo largo del caminio P y comprende dos dispositivos de plegado helicoidales fijos situados en laterales opuestos de la totalidad, definida por las dos tiras (5) , y que, según pasan las tiras (5) , interceptan las bandas (4) para plegar cada banda (4) en una U sobre una superficie superior de la tira 45 correspondiente (5) .
La posición plegada hacia abajo de las bandas (4) se estabiliza en una estación de control de presión (15) que comprende un rodillo de presión posicionado a través del camino P para presionar las bandas (4) en tiras correspondientes (5) , según se desplazan las tiras (5) por debajo del rodillo (detalle D) .
50 En una estación de formación (16) , hacia abajo de la estación de presión (15) a lo largo del camino P, las tiras (5) se alimentan a través de un dispositivo de corte y se cortan en formas sustancialmente trapezoidales para formar tiras continuas respectivas 8 de componentes (3) , teniendo, cada una, una banda respectiva (4) situada en el centro de la base menor respectiva (detalle E) .
55 Las tiras (5) se alimentan entre la estación de aplicación (9) y la estación de formación (16) con un transportador de cinta (17) , que forma parte de los medios de transporte (6) y que comprende una cinta sin fin (18) permeable al aire y enrollada parcialmente alrededor de una serie de poleas que definen, en la cinta, una sección de trabajo recta que se desplaza a una velocidad lineal v y que coincide con la parte correspondiente de camino P entre la estación de aplicación (9) y la estación de formación (16) .
El transportador... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para producir componentes de pañales (3) a partir de material en tira (5, 8) , comprendiendo el procedimiento las etapas de:
alimentar el material en tira (5, 8) de manera continua, mediante unos medios de transporte (6) , a lo largo de un camino recto (P) que se extiende a través de una serie de estaciones de trabajo (9, 16, 21) sincronizadas entre sí; y sujetar mediante succión, a lo largo del camino (P) , el material en tira (5, 8) a los medios de transporte 10 (6) , de manera que todos los puntos del material en tira (5, 8) se desplazan a la misma velocidad;
caracterizándose el procedimiento porque:
el material en tira (5, 8) se alimenta, mediante los medios de transporte (6) y mientras se sujeta por succión a los medios de transporte (6) , a través de una estación de aplicación (9) para recibir partes (4) de material adhesivo, que están separadas a lo largo del material en tira (5, 8) una distancia determinada; de una estación de formación (16) , en la que el material en tira (5, 8) se corta en forma de dichos componentes (3) , y de una estación de corte (21) , que corta el material en tira (5, 8) en componentes independientes (3) , de manera que todos los puntos a lo largo de cada material en tira (5, 8) se someten a la misma tensión a lo largo delcamino (P) , de manera que el material en tira (5, 8) no se estira ni afloja entre una estación de trabajo (9, 16, 21) y otra y los medios de transporte (6) son medios de transporte por cinta (17, 20) y alimentan el material en tira (5, 8) entre la estación de aplicación (9) y la estación de formación (16) con un primer transportador de cinta por succión (17) y entre la estación de formación (16) y la estación de corte (21) con un segundo transportador de cinta por succión (20) .
2. Un procedimiento de acuerdo con la reivindicación 1, en el que el material en tira (5, 8) está sujeto a los medios de transporte (6) , de manera que todos los puntos del material en tira (5, 8) se desplazan a la misma 30 velocidad lineal que los medios de transportador de cinta (17, 20) .
3. Un procedimiento de acuerdo con la reivindicación 2, en el que los medios de transportador de cinta (17, 20) están sincronizados con las estaciones de trabajo (9, 16, 21) .
4. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que el material en tira (5, 8) se alimenta a dicho camino (P) en forma de dos tiras continuas en paralelo (5) .
Patentes similares o relacionadas:
Artículo absorbente con núcleo absorbente plegado de capa múltiple, del 15 de Julio de 2020, de ATTENDS HEALTHCARE PRODUCTS, INC: Un núcleo absorbente que comprende un laminado absorbente de capa múltiple plegado longitudinalmente de al menos tres capas, […]
Método y aparato de aplicación de lengüetas transversales, del 15 de Julio de 2020, de CURT G. JOA, INC.: Un método que comprende las etapas de: proporcionar una pluralidad de lengüetas (211a) a una primera posición de transferencia, desplazándose las lengüetas en una […]
Núcleo absorbente sin pulpa y método de formación del núcleo, del 17 de Junio de 2020, de CURT G. JOA, INC.: Un método para formar un núcleo absorbente, comprendiendo el método: proporcionar una primera capa de material ; acoplar hilos elásticos bajo tensión […]
Método de fabricación de sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, del 27 de Mayo de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para producir sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, en donde se aplica un elemento de fijación […]
Procedimiento para la medición de artículos higiénicos absorbentes, del 27 de Mayo de 2020, de TEWS Elektronik GmbH & Co. KG: Procedimiento para la medición de artículos higiénicos absorbentes, en el que los cuerpos absorbentes, separados entre sí, se colocan sobre una banda continua, detectándose […]
MÉTODO DE FIJACIÓN DE COMPRESAS DESECHABLES Y PROTEGESLIPS, del 23 de Abril de 2020, de TOMAS TEIXIDOR, Marta: Método de fijación de compresas desechables y protegeslips mediante el cual la compresa no tiene adhesivo en toda su parte trasera si no sólo en una franja mucho más reducida […]
Producto higiénico, del 22 de Abril de 2020, de Calla Lily Personal Care Ltd: Un producto higiénico para una vagina humana, que comprende un tapón absorbente que se usa internamente y una almohadilla absorbente que se usa externamente […]
Aparato de protección, del 15 de Abril de 2020, de Prosys International Ltd: Aparato para proteger un catéter del contacto con el agua que cae del cabezal de ducha de una ducha, el aparato comprende: un primer componente […]