PROCESO DE FABRICACION DE PUENTES DE SEÑALIZACION POR MOLDEO TERMOCONFORMADO.
Proceso de fabricación de puentes de señalización por moldeo termoconformado.
Consiste en moldear en una sola pieza toda la geometría del puente de señalización (14), habiendo previamente serigrafiado las zonas de distinto colorido (luces de prioridad azules, luces de detección rojas, luces de vehículo parado en ámbar, cartel en fondo blanco, etc.).
También se dejan sin serigrafiar otras zonas o ventanas para que quede el plástico transparente.
Para delimitar y ubicar correctamente y de forma muy ajustada estas zonas de distinto colorido y/o zonas en blanco o transparentes, se moldea primeramente una plancha patrón (13) serigrafiada con una rejilla pautada para comprobar así por estimación directa las deformaciones observadas debido a contracciones y dilataciones del material.
Acorde con esta estimación de deformaciones se serigrafían las nuevas planchas (15) en las zonas y coloridos adecuados y después se moldea por vacío.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200900130.
Solicitante: FEDERAL SIGNAL VAMA, S.A..
Nacionalidad solicitante: España.
Inventor/es: BASTUS TORRENS,JOSE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C51/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › utilizando una diferencia de presión.
- B29C51/46 B29C 51/00 […] › Medida, control o regulación.
Fragmento de la descripción:
Proceso de fabricación de puentes de señalización por moldeo termoconformado. Objeto de la invención
La presente invención, según lo expresa el enunciado de esta memoria descriptiva, se refiere a un proceso de fabricación de puentes de señalización por moldeo termoconformado, con el que se consigue obtener en una sola pieza la envolvente de material plástico que constituye un puente de señalización, cualquiera que sea su geometría.
Es un objeto de la invención el moldear en una sola pieza la totalidad del puente de iluminación, dotándole en las zonas correspondientes al menos con la iluminación interior, de los colores correspondientes a los tipos de luces reglamentarias, tales como luces de prioridad azules, luces de detención rojas, luces de vehículo parado en ámbar, carteles en fondo blanco, etc. Antecedentes de la invención
En la actualidad los diferentes modelos de puentes de señalización que se fabrican, tienen la particularidad de que los colores distintos que conforman la geometría total del puente de señalización representan piezas de inyección obtenidas de forma independiente y que hay que ensamblar posteriormente para formar el conjunto.
Esta construcción tradicional conlleva una complejidad en el montaje y el correspondiente encarecimiento del producto. Descripción de la invención
En líneas generales, el proceso de fabricación de puentes de señalización por moldeo termoconformado, objeto de la presente invención, ha sido ideado con la finalidad de obtener el puente de señalización en una sola pieza, serigrafiando sobre una plancha plana de policarbonato u otro material plástico adecuado, con tinta del color adecuado las zonas correspondientes a las distintas luces, o dejando una ventana sin serigrafiar para que quede el plástico transparente.
El serigrafiado en cada zona coloreada se determina en base a la forma final que se obtiene para cada geometría de diseño del puente de señalización, al calentar previamente la plancha y moldearse por vacío para que quede bien adaptada a la forma del molde utilizado.
Una de las características más importantes y difíciles, es perfilar exactamente las zonas para que las ventanas y zonas de colores se correspondan lo más exactamente posible con la situación de las fuentes de luz, cartel, etc.
Este proceso de ajuste está basado, para cada modelo de puente de señalización a fabricar, en la deformación obtenida en el proceso de moldeo por vacío sobre una plancha patrón serigrafiada con una rejilla pautada, comprobando así fácilmente la deformación que experimenta dicha rejilla y realizando una estimación de dichas contracciones y dilataciones, serigrafiando con los colores adecuados (transparente, azul, rojo, etc.) la superficie correspondiente de la plancha plana para que al final del moldeo todo ajuste.
De acuerdo con lo anterior el proceso de fabricación sería el siguiente:
- Moldear primero una plancha patrón serigrafiada con una rejilla pautada, para obtener el puente de señalización,
- analizar la deformación de la rejilla y modificar la serigrafía de acuerdo a la deformación observada debido a las contracciones y dilataciones del material,
- serigrafiar una plancha plana de material plástico con tintas de los colores adecuados en las zonas correspondientes a las distintas luces que incluya, o dejar una ventana o ventanas si serigrafiar para que quede el plástico transparente,
- calentar la plancha,
- moldear por vacío dicha plancha caliente para su perfecta adaptación al molde,
- desmoldear y recortar el material sobrante.
Para facilitar la comprensión de las características de la invención y formando parte integrante de esta memoria descriptiva, se acompañan unas hojas de planos en cuyas figuras, con carácter ilustrativo y no limitativo se ha representado lo siguiente. Breve descripción de los dibujos
Figuras 1 a 3. Son respectivas vistas en perspectiva de tres modelos de puentes de señalización fabricados actualmente y formados por distintas piezas que se ensamblan posteriormente entre sí.
Figura 4. Es una vista en perspectiva de una plancha patrón que lleva serigrafiada una rejilla pautada utilizada en el proceso de fabricación acorde con la invención.
Figura 5. Es una vista en perspectiva de la misma plancha de la figura 4 una vez calentada y moldeada por vacío para adaptarse al molde, observándose la deformación experimentada por la rejilla.
Figura 6. Es una vista similar a la figura 5, desde otro ángulo.
Figura 7. Es una vista similar a la figura 4, de la plancha o placa de policarbonato a serigrafiar y moldear acorde con la invención.
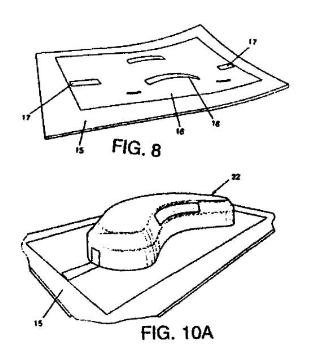
Figura 8. Es una vista similar a la figura 7, de la misma plancha incluyendo las distintas zonas serigrafiadas o con las ventanas sin serigrafiar, según un ejemplo de realización de la invención.
Figura 9. Es una vista similar a la figura 8, pero de otro ejemplo distinto.
Figuras 10A, 10B y 10C. Son distintas vistas en perspectiva de una pieza obtenida acorde con la invención, con las distintas zonas serigrafiadas.
Figuras 11A, 11B y 11C. Son diferentes vistas en perspectiva, una vez eliminados los recortes sobrantes de la plancha.
Figura 12. Es una vista en perspectiva de un puente de señalización terminado y montado en un vehículo policial. Descripción de la forma de realización preferida
Haciendo referencia a la numeración adoptada en las figuras, podemos ver cómo el proceso de fabricación de puentes de señalización por moldeo termoconformado, que la invención propone, consiste en moldear en una sola pieza toda la geometría del puente de señalización, con las zonas de distinto colorido (luces de prioridad azules, luces de detección rojas, luces de vehículo parado en ámbar, cartel en fondo blanco, etc.) , serigrafiando las zonas correspondientes para delimitar lo más exactamente posible la superficie de cada zona y su contorno.
En la fabricación actual (ver figuras 1 a 3) los distintos colores se obtienen por moldeo independiente
de diferentes piezas que después se ensamblan. En la figura 1 se puede ver un puente de señalización (1) convencional formado por distintas piezas ensambladas, donde además de las luces azules principales (2) existen otras dos luces ámbar (3) hacia atrás y una luz blanca (4) a cada lado. En la figura 2 se observa otro puente de señalización (5) con luces blancas (4) a los lados, otras azules (6) en los extremos y unas zonas
(7) transparentes, todas ellas en el interior de distintas secciones ensambladas posteriormente. En la figura 3 se representa otro puente de señalización (8) con dos niveles de luces, el nivel superior dedicado a las luces prioritarias azules (9) y el cartel (10) en fondo blanco, mientras que en el nivel inferior existe una cubierta transparente para luces de varios colores, la central
(11) y extremas (12) . Acorde con la invención, el proceso de fabricación se realiza de la siguiente forma:
Partiendo de una plancha patrón (13) (figura 4) serigrafiada con una rejilla pautada, se obtiene por moldeo en vacío la forma geométrica del puente de señalización (14) (ver figuras 5 y 6) . Así se observan las superficies o áreas que han de tener los distintos colores y ventanas sin color y su extensión respecto de la rejilla, haciendo una estimación de contracciones y dilataciones del material. Ahora ya se está en condiciones de reflejar o transportar las líneas que delimitan cada una de estas zonas a una nueva plancha
(15) (ver figura 7) ó placa de policarbonato en la que se serigrafían las zonas (16, 17, 18) estimadas con los colores pertinentes (figura 8) . En la figura 9 se observa otro ejemplo de serigrafiado diferente, con zonas (19, 20) y (21) de distintos tratamientos de coloración.
En las figuras 10A, 10B y 10C, se observa un puente de señalización (22) en una sola pieza y por tanto obtenido con el proceso de fabricación propuesto por la invención, con las zonas serigrafiadas ajustadas a la geometría de cada zona de color.
En las figuras 11A a 11C se observa en distintas vistas el mismo puente de señalización de las figuras...
Reivindicaciones:
1. Proceso de fabricación de puentes de señalización por moldeo termoconformado, ideado con la finalidad de obtener la carcasa envolvente en una sola pieza y con los diferentes colores localizados al menos en las zonas correspondientes con la iluminación interior y tipos de luces reglamentarias, caracterizado porque consiste en:
- moldear una plancha patrón (13) serigrafiada con una rejilla pautada, con la forma deseada del puente de señalización (14) ,
- analizar la deformación de la rejilla y modificar la serigrafía de acuerdo con la deformación observada por las contracciones y dilataciones
del material,
- serigrafiar una plancha (15) plana de material plástico, con tinta del color adecuado a las zonas correspondientes a las distintas luces que incluya o dejar una ventana sin serigrafiar para que quede el plástico transparente, siendo estas zonas las estimadas tras el moldeo de la plancha patrón (13) ,
- calentar dicha plancha (15) ,
- moldear por vacío dicha plancha (15) para su perfecta adaptación al molde,
- desmoldear y recortar el material sobrante de la plancha (15) .
Patentes similares o relacionadas:
Aparato de conformación, del 10 de Diciembre de 2014, de SARONG SOCIETA'PER AZIONI: Aparato para producir objetos conformando una lámina de material termoconformable, que comprende primeros medios de conformación dotados de medios […]
 HERRAMIENTA DE MOLDEO PARA LA EMBUTICION PROFUNDA DE UN RECIPIENTE A PARTIR DE UNA LAMINA DE PLASTICO TERMOPLASTICO CALENTADA, del 14 de Octubre de 2010, de ILLIG MASCHINENBAU GMBH & CO. KG: Herramienta de moldeo para la embutición profunda de un recipiente a partir de una lámina de plástico termoplástico con una parte superior, un bloque de enfriamiento, un pisador […]
HERRAMIENTA DE MOLDEO PARA LA EMBUTICION PROFUNDA DE UN RECIPIENTE A PARTIR DE UNA LAMINA DE PLASTICO TERMOPLASTICO CALENTADA, del 14 de Octubre de 2010, de ILLIG MASCHINENBAU GMBH & CO. KG: Herramienta de moldeo para la embutición profunda de un recipiente a partir de una lámina de plástico termoplástico con una parte superior, un bloque de enfriamiento, un pisador […]
METODO Y APARATO PARA TERMOCONFORMACION DE ENVASES EN BLISTER, CON LA PELICULA CALENTADA LOCALMENTE POR PUNZONES., del 1 de Diciembre de 2005, de MUTUAL CORPORATION: Un método de termoconformación para conformar alvéolos sobre una película en máquinas de envasar en blister proporcionando un sistema de termoconformación que incluyen […]
METODO Y APARATO PARA LA FORMACION DE BOLSAS DE PTP., del 1 de Septiembre de 1994, de SHIONOGI SEIYAKU KABUSHIKI KAISHA: SE DESCRIBE UN METODO PARA LA FORMACION DE BOLSAS DE PTP EN UNA LAMINA QUE REQUIERE CUIDADO EN SU MANIPULACION. SUPONE EL CALENTAMIENTO PREPARATORIO LOCAL DE LAS ZONAS DE BOLSA […]
PROCESO PARA MANUFACTURA DE PRODUCTO DE MATERIAL DE CUBIERTA., del 1 de Julio de 1994, de ATOMA INTERNATIONAL INC.: UN PROCESO PARA MANUFATURA DE PRODUCTO DE MATERIAL DE CUBIERTA MOLDEADO SE PROVEE, EN DONDE SE SITUA MATERIAL SOBRE UN MOLDE Y SE RETIENE POR MEDIOS DE SUJECCION […]
PROCEDIMIENTO PARA CONFORMACION DE PLASTICOS, ESPECIALMENTE MATERIAL COMPUESTOS DUROPLASTICOS Y DISPOSITIVO PARA LLEVAR A CABO EL PROCEDIMIENTO, del 1 de Mayo de 1992, de POLYTEX PLASTIC SA: EL MATERIAL A CONFORMAR, POR EJEMPLO UN PREPREG ENDURECIBLE POR LUZ, SE TENSA EN LA PARTE INFERIOR DE LA FORMA QUE DEJA DE PASAR EL AIRE, SE TRATA CON AIRE A PRESION […]
MEJORAS EN LA FABRICACION DE CUERPOS HUECOS DE MATERIAL SINTETICO, del 1 de Mayo de 1987, de VON KLOPPAMANN,E MAGNUS: PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS HUECOS DE MATERIAL SINTETICO. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA ADECUADAMENTE UNA […]
Máquina de cierre de bandejas, del 11 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de cierre de bandejas con un dispositivo de control , una estación de sellado , que comprende una parte superior de la herramienta […]