PROCESO DE FABRICACIÓN DE LARGUERILLOS PARA LA ESTRUCTURA DE UNA AERONAVE Y PRODUCTO OBTENIDO.
Proceso de fabricación de larguerillos para la estructura de una aeronave y producto obtenido.
Se trata de obtener un larguerillo a partir de un par de semilarguerillos de configuración angular que se unen por sus almas estando en contacto entre sí unos semicuerpos laminares formados por una superposición de telas encintadas de fibra de carbono.
Se caracteriza porque antes de conformar los semilarguerillos, sobre unas áreas de un laminado plano (1) de fibra de carbono se encintan las diversas telas conformantes de los semicuerpos laminares de unión (2) para obtener después unas porciones laminares compuestas (3), a partir de las cuales se conforman los semilarguerillos (4) que se unirán por sus almas, a través de esos cuerpos laminares de unión (2), cuyas porciones terminales cubren también los radios (6) de ambos semilarguerillos (4), contactando el material de relleno con esas porciones terminales (9).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201030219.
Solicitante: AIRBUS OPERATIONS, S.L.
Nacionalidad solicitante: España.
Inventor/es: PEREZ PASTOR,AUGUSTO, MIGUEZ CHARINES,YOLANDA, SANCHEZ FERNANDEZ,JULIAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › Conformación por apilado (lay-up), es decir, aplicando fibras, bandas o grandes hojas en un molde, una plantilla o un núcleo; Conformación por pulverización, es decir, pulverizando las fibras sobre un molde, una plantilla o un núcleo.
- B29D99/00 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Materia no prevista en otros grupos de esta subclase.
- B64C1/06 B […] › B64 AERONAVES; AVIACION; ASTRONAUTICA. › B64C AEROPLANOS; HELICOPTEROS (vehículos de colchón de aire B60V). › B64C 1/00 Fuselajes; Características estructurales comunes a fuselajes, alas, superficies estabilizadoras o similares (características aerodinámicas comunes a fuselajes, alas, superficies estabilizadoras o similares B64C 23/00; instalaciones de la cabina de vuelo B64D). › Cuadernas; Larguerillos; Largueros.
Fragmento de la descripción:
son las siguientes:
Proceso de fabricación de larguerillos para la estructura de una aeronave y producto obtenido. Objeto de la invención
La presente invención, consiste en un proceso de fabricación de larguerillos para la estructura de una aeronave.
Es aplicable a larguerillos fabricados con material de fibra de carbono, de manera que el proceso consiste básicamente en formar los larguerillos a partir de un laminado plano de fibra de carbono, a partir del cual se obtienen pares de semilarguerillos de estructura angular para después unirlos por sus almas con interposición de unos semicuerpos laminares de unión materializados por una superposición de telas de fibra de carbono encintadas en el laminado plano antes de conformar los semilarguerillos, telas que constituyen los medios de unión de pares de semilarguerillos por sus almas para formar los larguerillos. Antecedentes de la invención
En la actualidad son conocidos los larguerillos para formar la estructura interna de las alas de una aeronave y otras partes de la misma, entre los que cabe destacar aquellos larguerillos fabricados con fibra de carbono, cuyo proceso de fabricación consiste en conformar semilarguerillos procedentes de un laminado plano, con curvatura y geometría correspondientes.
Los semilarguerillos conformados previamente con una estructura angular que forman el larguerillo completo, se unen por sus almas, incorporando en ocasiones unos semicuerpos laminares entre las almas formados por telas superpuestas de fibra de carbono también, que se encintan y cortan de forma independiente. Dichos semicuerpos laminares de unión se incorporan a uno de los semilarguerillos sobre la cara exterior del alma, antes de la unión con el otro semilarguerillo para formar el larguerillo completo, de manera que la dirección longitudinal curvada del alma de los larguerillos no coincidirá con la dirección longitudinal recta de los semicuerpos laminares de unión.
Así pues, este proceso de unión convencional presenta el inconveniente de que la dirección longitudinal curvada de 0º del alma de los larguerillos no coincide con la dirección longitudinal recta de 0º de los semicuerpos laminares de unión. Otro inconveniente es la necesidad de dispositivos auxiliares para la colocación de los semicuerpos laminares de unión. Descripción de la invención
Con el fin de alcanzar los objetivos y evitar los inconvenientes mencionados en los apartados anteriores, la invención propone un proceso de fabricación de larguerillos para la estructura de una aeronave que se caracteriza porque sobre una cara de un laminado plano de fibra de carbono se encintan unos semicuerpos laminares de unión formados por una superposición de telas de fibra de carbono también, para conformar con este conjunto cada uno de los semilarguerillos angulares y formar después los correspondientes larguerillos completos.
De esta manera, la dirección longitudinal curvada del alma de los semilarguerillos coincidirá con la dirección longitudinal de los semicuerpos laminares de unión, evitándose así la necesidad de dispositivos auxiliares para la colocación de los semicuerpos laminares de unión sobre el semilarguerillo conformado, mejorándose, además, la calidad de la zona de la unión.
La canalización centrada que se genera al unir los semilarguerillos en la zona del radio de los mismos, siempre ha de rellenarse con un material de resina u otros. Si los semicuerpos laminares se colocan una vez conformados los semilarguerillos se necesitarían dos rellenos (entre un semilarguerillo y el semicuerpo laminar y entre el semicuerpo laminar y el otro semilarguerillo) . Con el nuevo proceso sólo sería necesario un relleno.
- Al no cortarse los semicuerpos laminares de unión con la curvatura longitudinal del alma de los semilarguerillos como ocurre convencionalmente, no se cortan tampoco las capas o telas de tales semicuerpos laminares de unión a 0º.
- Al laminarse las distintas telas superpuestas de los semicuerpos laminares de unión sobre el propio laminado plano base del semilarguerillo, no son necesarios programas de encintado y corte independientes (semilarguerillos y semicuerpos laminares de unión) .
- No son necesarias bandejas de almacenamiento ni estaciones de espera para los semicuerpos laminares de unión.
- No es necesario ningún mecanismo para manipular los semicuerpos laminares de unión una vez cortados, ni para posicionarlos en el alma del semilarguerillo una vez conformados.
Por otro lado, dependiendo de los modelos de encintado de los semilarguerillos, podría ser conveniente que el laminado del conjunto de ambos semicuerpos laminares de unión fuera simétrico, cambiando el convencional laminado total del correspondiente cuerpo laminar de unión (0º/0º/0º/90º/0º/0º/0º) por dos semicuerpos laminares de unión de apilado (0º/0º/0º/90º) (0º/0º/0º/90º) . Cada uno de estos números se corresponde con una capa o tela de fibra de carbono de los semicuerpos laminares de unión, de manera que se superponen unas sobre otras en dirección longitudinal con la identificación de 0º o con una dirección perpendicular a la extensión longitudinal de las capas con la identificación de 90º.
Además, dependiendo de la forma en la que se quieran iniciar las telas de los semicuerpos laminares en la zona en la que cubren el radio de los semilarguerillos, en ocasiones habría que cubrir los semicuerpos laminares con alguna (normalmente 2) tela completa (cubriendo pie y alma del semilarguerillo) .
A continuación para facilitar una mejor comprensión de esta memoria descriptiva y formando parte integrante de la misma se acompañan unas figuras en las que con carácter ilustrativo y no limitativo se ha representado el objeto de la invención. Breve descripción de los dibujos
Figura 1. Representa una fase inicial del proceso de fabricación de larguerillos para una estructura de una aeronave y producto obtenido, objeto de la invención. Muestra básicamente un laminado plano de fibra de carbono, sobre una de cuyas caras se ha encintado una superposición de capas o telas constitutivas de unos semicuerpos laminares de unión para después obtener unas porciones laminares compuestas para conformar semilarguerillos de estructura angular que se unen por sus almas, estando los semicuerpos laminares en contacto directo.
Figura 2. Muestra una vista en sección de una de las porciones laminares compuestas correspondiente a un semilarguerillo, antes de su conformado.
3 ES 2364615A1 4
Figura 3. Muestra una vista similar a la anterior en la que se incorpora un mayor número de telas superpuestas constitutivas de los semicuerpos laminares de unión (decalados) .
Figura 4. Muestra una vista similar a la figura 2 en la que se incorpora un mayor número de telas superpuestas constitutivas de los semicuerpos laminares de unión (decalados) . Los semicuerpos laminares de unión aparecen cubiertos por un número de telas (normalmente dos) que cubren la totalidad de las porciones angulares compuestas.
Figura 5. Muestra una vista en perspectiva de un par de semilarguerillos con una estructura angular, cuyas almas incorporan exteriormente los respectivos cuerpos laminares de unión que cubren también los radios.
Figura 6. Muestra una vista en alzado de un semilarguerillo con la incorporación de su semicuerpo laminar de unión solidarizado al alma del larguerillo.
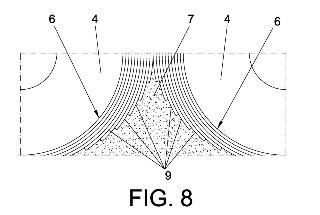
Figuras 7 y 8. Muestran unas vistas en perspectiva de un larguerillo totalmente conformado.
Figura 9. Muestra una vista frontal de un larguerillo totalmente conformado con los cuerpos laminares cubiertos por dos capas o telas completas. Descripción de la forma de realización preferida
Considerando la numeración adoptada en las figuras, el proceso de fabricación de larguerillos con semicuerpo laminar para la estructura de una aeronave comprende las siguientes fases o etapas:
-
Reivindicaciones:
1. Proceso de fabricación de larguerillos para la estructura de una aeronave, estando destinado para fabricar larguerillos obtenidos a partir de un par de semilarguerillos de estructura angular de fibra de carbono unidos solidariamente entre sí por dos almas contrapuestas mediante una superposición de telas de unión encintadas también de fibra de carbono, delimitando los radios de confluencia de los semilarguerillos una zona que se rellena mediante un material de relleno, caracterizado porque antes de conformar los semilarguerillos, sobre unas áreas de un laminado plano (1) de fibra de carbono se encintan las diversas telas de unión para obtener unas porciones laminares compuestas, a partir de las cuales se conforman después los semilarguerillos (4) que se unirán por sus almas contrapuestas a través de las diversas telas de unión citadas que cubren las almas de los semilarguerillos (4) y también al menos los radios (6) de ambos semilarguerillos (4) , delimitando tales radios (6) una única canalización centrada (10) que se ocupa mediante el material de relleno (7) que entrará en contacto y se unirá integramente con dichas telas de unión.
2. Proceso de fabricación de larguerillos para la estructura de una aeronave, según la reivindicación 1, caracterizado porque comprende las siguientes etapas:
- Una primera etapa en la que sobre unas áreas del laminado plano de fibra de carbono se encinta una superposición de telas conformantes de unos semicuerpos laminares de unión (2) ;
- una segunda etapa de corte para obtener porciones laminares compuestas (3) , una parte de las cuales integra la superposición de telas conformantes del respectivo semicuerpo laminar de unión (2) ;
- una tercera etapa en la que se conforman los semilarguerillos (5) a partir de las porciones laminares compuestas (3) y cuyo alma integra por su cara exterior las telas del semicuerpo laminar de unión respectivo (2) , que cubre también los radios (6) que unen el pie y alma de los pares de semilarguerillos (5) ;
- una cuarta etapa en la que pares de semilarguerillos (4) se solidarizan entre sí por sus almas contrapuestas que integran las telas de los semicuerpos laminares de unión (2) , solidarizándose éstos entre ellos;
- una quinta etapa en la que la canalización centrada (10) formada en la confluencia de los radios (6) se rellena de un material de relleno (7) que se integra y solidariza con unas porciones terminales (9) de los semicuerpos laminares de unión (2) que cubren esas zonas esquinadas redondeadas (6) , porciones terminales que presentan una configuración escalonada.
3. Proceso de fabricación de larguerillos para la estructura de una aeronave, según una cualquiera de las reivindicaciones anteriores, caracterizado porque las porciones terminales (9) de las telas encintadas de los cuerpos laminares de unión (2) presentan una configuración escalonada que se genera al conformar los semilarguerillos (4) .
4. Proceso de fabricación de larguerillos para la estructura de una aeronave, según una cualquiera de las reivindicaciones 1 ó 2, caracterizado porque las porciones terminales (9) de las telas encintadas de los cuerpos laminares de unión (2) presentan una configuración escalonada originada inicialmente cuando se encintan las telas sobre el laminado plano (1) .
5. Proceso de fabricación de larguerillos para la estructura de una aeronave, según la reivindicación 1, caracterizado porque unas porciones terminales (9) de las telas encintadas determinantes de unos cuerpos laminares de unión (2) presentan una configuración escalonada originada inicialmente cuando se encintan esos cuerpos laminares (2) sobre el laminado plano (1) , y tras el encintado de los cuerpos laminares (2) , sobre estos cuerpos laminares (2) y cuerpos planos
(11) de unas porciones laminares compuestas (3) , se encinta al menos una tela de cierre (12) para evitar, si es necesario, la posibilidad de que la configuración escalonada de las porciones terminales (9) originada durante el encintado de las telas de los cuerpos laminares de unión (2) aumente durante el conformado de los semilarguerillos (4) , cubriendo dicha tela de cierre
(12) también los pies de los semilarguerillos.
6. Producto obtenido, caracterizado porque comprende dos semilarguerillos de fibra de carbono con una estructura angular unidos integramente entre sí por sus almas con interposición de unas telas de unión de fibra de carbono, las cuales cubren también al menos, mediante unas porciones terminales (9) de algunas de las telas de unión, los radios (6) que unen el alma y pie de los semilarguerillos (4) según una configuración escalonada de tales porciones terminales (9) , delimitando dichos radios (6) una única canalización centrada (10) que se rellena mediante un material de relleno (7) que se une integramente con esas porciones terminales (9) .
Patentes similares o relacionadas:
Vehículo aéreo no tripulado, del 24 de Junio de 2020, de Guangzhou Xaircraft Technology Co., Ltd: Vehículo aéreo no tripulado , que comprende: un cuerpo del vehículo aéreo no tripulado, que comprende un fuselaje y un dispositivo de almacenamiento de artículos […]
Dispositivo hipersustentador, del 17 de Junio de 2020, de Asco Industries NV: Un dispositivo hipersustentador que comprende - un cuerpo en forma de superficie de sustentación que tiene un borde delantero (LE) […]
Estructura compuesta para una aeronave y procedimiento de fabricación de la misma, del 17 de Junio de 2020, de AIRBUS OPERATIONS, S.L: Estructura compuesta para una aeronave que comprende un panel de revestimiento y al menos un larguerillo unido al panel de revestimiento , teniendo el larguerillo […]
Sistemas y métodos para bastidores compuestos integrados de aeronave, del 10 de Junio de 2020, de THE BOEING COMPANY: Aeronave, que comprende: un fuselaje que comprende al menos una viga de bastidor compuesto de alma de altura variable en la que la viga de bastidor […]
Material de compuesto reforzado con fibra, del 6 de Mayo de 2020, de KABUSHIKI KAISHA TOYOTA JIDOSHOKKI: Un material de compuesto reforzado con fibra construido al impregnar una capa de paquete de fibras laminada formada al laminar una pluralidad de capas […]
Textiles compuestos, que incluyen filamentos extendidos, del 15 de Abril de 2020, de THE BOEING COMPANY: Un artículo que comprende un textil multidireccional de primeras estopas de fibra de refuerzo que se extienden en una primera dirección y segundas […]
Método para fabricar estructuras huecas de refuerzo que se cortan entre sí, del 15 de Abril de 2020, de Leonardo S.p.A: Método para fabricar paneles o aeroestructuras (P) asociados con una pluralidad de estructuras huecas de refuerzo en el que al menos dos de dichas estructuras […]
Intersección de larguero y bastidor de un fuselaje de un avión, del 1 de Abril de 2020, de THE BOEING COMPANY: Larguero para una carrocería de un vehículo móvil , comprendiendo el larguero: una primera ánima , alargada en una primera dirección […]