Prensa de nip ancho para el tratamiento de una banda de material.
Prensa de nip ancho para el tratamiento de una banda de material (8) con al menos un contrarodillo (2) y comprendiendo al menos un dispositivo de prensado revestido de un envolvente flexible movible en rotación,
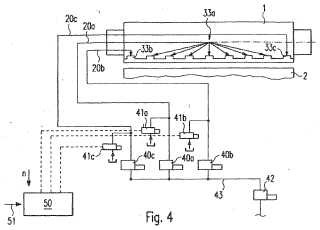
presentando el dispositivo de prensado una zapata de prensado (21) dispuesta en al menos un elemento de soporte y al menos una unidad de presión conectada con al menos un sistema hidráulico y con al menos un dispositivo de control de presión por medio de una tubería hidráulica (20a, 20b, 20c), la cual mueve la zapata de prensado en al menos un sentido especificado en relación al contrarodillo, caracterizada porque está previsto al menos un dispositivo de control adicional para la descarga rápida del dispositivo de prensado, con el cual es controlada al menos una unidad de válvulas (40a, 40b, 40c), que puede evacuar al menos una parte del fluido hidráulico del sistema hidráulico por medio de al menos un tubo de derivación y cuyo diámetro hidráulico es mayor que el diámetro hidráulico de la tubería hidráulica.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04030500.
Solicitante: HELFER, PETER.
Nacionalidad solicitante: Alemania.
Dirección: GRUBENSTRASSE 5 85221 DACHAU ALEMANIA.
Inventor/es: Helfer,Peter.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D21F3/02 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21F MAQUINAS DE FABRICAR PAPEL; METODOS DE PRODUCCION DEL PAPEL. › D21F 3/00 Sección de prensa de las máquinas de fabricar hojas continuas de papel. › Prensas húmedas.
- D21F3/06 D21F 3/00 […] › Medios para regular la presión.
PDF original: ES-2381187_T3.pdf
Fragmento de la descripción:
Prensa de nip ancho para el tratamiento de una banda de material La presente invención se refiere a una prensa de nip ancho, en particular una prensa de zapata para el tratamiento de una banda de material.
Las prensas de nip ancho y, en particular, las prensas de zapata son conocidas en el estado actual de la técnica (véase, por ejemplo, el documento US 4.530.371 A) . Las prensas de este tipo se usan, entre otros, para el desgote de bandas de papel y se componen, habitualmente, de al menos un dispositivo de prensado que presenta un sector predeterminado a través del cual es conducida la banda de papel. El desgote de la banda de papel depende, entre otros, de la fuerza de desgote del dispositivo de prensado, siendo esta determinada también por la configuración del dispositivo de prensa y los parámetros de trabajo, por ejemplo la fuerza de prensado. Para la operación se cierra la prensa abierta y, a continuación, se carga. Para detener el funcionamiento, en sentido inverso se descarga y, a continuación, se abre la prensa.
Para la carga y descarga o apertura y el cierre de la prensa es necesario un periodo relativamente largo para ajustar la prensa, entre otros, con el control de accionamiento. El periodo necesario bajo condiciones de proceso normales esconde, sin embargo, en situaciones críticas de la máquina papelera o de una sección de prensado, el riesgo de que debido al lento levantamiento o descarga de la banda de papel del dispositivo de prensado, se dañe e, incluso, se destruya el dispositivo de prensado con sus componentes, el contrarodillo o rodillo central y/o los revestimientos (fieltros, envolvente, transferbelt) .
Las situaciones críticas en una máquina papelera o una sección de prensado pueden presentarse, por ejemplo, porque la banda de material, debido a inconvenientes de producción y a que no puede ser conducida de la manera apropiada a través de la máquina papelera y se forman acumulaciones de papel que se deben al amontonamiento de material delante de la línea de contacto formada por el dispositivo de prensado y el contrarodillo, que provocan un daño parcial de los revestimientos y, eventualmente a continuación, una destrucción inmediata o postergada de los revestimientos.
En un caso de este tipo, debido a la pérdida del componente de revestimiento se produce el gran peligro de que en una operación inalterada de la sección de prensado se cargue de forma despareja el envolvente de un dispositivo de prensado y sea dañado o destruido a causa de acumulaciones de material. Los daños asociados pueden causar la destrucción de otros componentes del dispositivo de prensado, siendo imposible una intervención desde el exterior debido a la alta velocidad, y los sistemas de control conocidos de acuerdo con el estado actual de la técnica no sólo no circunscriben el daño sino que, incluso, eventualmente lo aumentan.
En las prensas de nip ancho, el proceso de apertura y cierre o el proceso de carga y descarga requieren un periodo relativamente largo hasta la carga completa de la prensa o su paso del estado cargado al estado abierto. Como ya se ha explicado, ello se debe, por un lado, a que la posición de los elementos de prensado debe ser ajustada mediante el control de accionamiento para, por ejemplo, garantizar en el proceso de producción una desaceleración uniforme. Otra causa es, entre otras, la derivación del fluido hidráulico por medio del sistema hidráulico de la prensa y su resistencia hidráulica relativamente elevada.
La presente invención se describe a base de una prensa de nip ancho, en particular una prensa de zapata para la sección de prensado de una máquina papelera; sin embargo, debe señalarse que una prensa de este tipo también puede usarse en otros campos de la fabricación de papel, por ejemplo para el satinado de papeles, o encontrar aplicación también en otras ramas industriales en el tratamiento de bandas de material extendidas La presente invención tiene el objetivo de mejorar los problemas conocidos en el actual estado de la técnica y perfeccionar, en particular, la apertura y cierre o la carga y descarga de una prensa de nip ancho.
El objetivo se consigue mediante un dispositivo según la reivindicación 1 y un procedimiento según la reivindicación 24. Las configuraciones preferentes y los perfeccionamientos de la invención son objeto de las reivindicaciones secundarias.
La prensa de nip ancho según la invención, en particular la prensa de zapata según la invención para el tratamiento de una banda de material, presenta al menos un contrarodillo y al menos un dispositivo de prensado abrazado por un envolvente flexible móvil. Dicho envolvente abraza, en lo esencial, la circunferencia del dispositivo de prensado y es cerrado en las caras frontales mediante cubiertas laterales respectivas.
El dispositivo de prensado mismo presenta al menos un elemento de soporte en el cual se encuentra dispuesta al menos una zapata de prensado que, por medio de una unidad de presión conectada con un sistema hidráulico, puede ser movida en al menos un sentido especificado, preferentemente en sentido ortogonal respecto del contrarodillo. Además, el dispositivo está caracterizado porque se ha previsto un dispositivo de control mediante el cual se controla al menos una unidad de válvulas que evacua el aceite hidráulico del sistema hidráulico a través de un tubo de derivación.
En este caso, se entiende como prensa de zapata un sistema de prensado que presenta al menos un contrarodillo y al menos un dispositivo de prensado. La fuerza de prensado entre los dos elementos no está limitada solamente a un sector estrecho, es decir lineal, de ambas superficies, sino que se aplica sobre una superficie especificada entre las dos superficies. Además, la distancia de las dos superficies respecto del sentido de rotación no es necesariamente constante, sino que puede variar, es decir estar ajustada en función de un perfil de prensado especificado.
Como sistema hidráulico se entienden en el sentido de la presente invención elementos constructivos o componentes por los que circula, al menos en parte, líquido hidráulico, por ejemplo válvulas, tuberías, vías de flujo, estranguladores y similares.
De acuerdo con una forma de realización particularmente preferente, la zapata de prensado, que se mueve y/o es cargada, en lo esencial, de manera ortogonal respecto del contrarodillo, se encuentra construida de elementos múltiples. Una multiciplidad de elementos de este tipo se consigue, por ejemplo, porque la zapata de prensado, al ser montada en el dispositivo de prensado, está construida de varios componentes individuales, particularmente en su anchura sobre la banda de material. Estos se compenetran uno en el otro de manera que se produce un tratamiento uniforme de la banda de material en toda su anchura, en particular sin cambios esencialmente repentinos de la fuerza de prensado.
También es en el sentido de la invención el uso de una zapata de prensado de un elemento, como se conoce hoy por el estado de la técnica.
De acuerdo con la presente invención, el fluido hidráulico que fluye, preferentemente, en el sistema hidráulico del dispositivo de prensado es un aceite hidráulico que presenta al menos una viscosidad especificada y una composición especificada. Los aceites de este tipo son, por ejemplo, aceites hidráulicos sintéticos que debido a sus propiedades lubricantes y viscosidad ponen a disposición tanto una carga suficiente para los rodillos de presión en la unidad de presión como una formación de película lubricante, ventajosa para el apoyo del envolvente, entre el contorno exterior de la zapata de prensado y el contorno interior del envolvente.
De acuerdo con otra forma de realización preferente de la presente invención, la zapata de prensado presenta una pluralidad de unidades de presión reunidos, preferentemente, en un número predefinido de grupos, asignados en cada caso a al menos un sector especificado de la zapata de prensado. De este modo, por ejemplo, un grupo que presenta al menos una unidad de presión puede estar asignado al borde del lado de accionamiento, al borde del lado de conducción y/o al sector medio de la zapata de prensado y, de esta manera, a la anchura de la banda de material. De acuerdo con otra forma de realización particularmente preferente, cada grupo con al menos un sistema hidráulico y con al menos un dispositivo de control puede ser controlado mediante al menos una unidad de válvulas.
También es en el sentido de la presente invención el hecho de reunir múltiples... [Seguir leyendo]
Reivindicaciones:
1. Prensa de nip ancho para el tratamiento de una banda de material (8) con al menos un contrarodillo (2) y comprendiendo al menos un dispositivo de prensado revestido de un envolvente flexible movible en rotación, presentando el dispositivo de prensado una zapata de prensado (21) dispuesta en al menos un elemento de soporte y al menos una unidad de presión conectada con al menos un sistema hidráulico y con al menos un dispositivo de control de presión por medio de una tubería hidráulica (20a, 20b, 20c) , la cual mueve la zapata de prensado en al menos un sentido especificado en relación al contrarodillo, caracterizada porque está previsto al menos un dispositivo de control adicional para la descarga rápida del dispositivo de prensado, con el cual es controlada al menos una unidad de válvulas (40a, 40b, 40c) , que puede evacuar al menos una parte del fluido hidráulico del sistema hidráulico por medio de al menos un tubo de derivación y cuyo diámetro hidráulico es mayor que el diámetro hidráulico de la tubería hidráulica.
2. Dispositivo según la reivindicación 1, caracterizado porque la zapata de prensado (21) se mueve y/o es cargado, en lo esencial, de forma ortogonal al contrarodillo (2) .
3. Dispositivo según al menos una de las reivindicaciones precedentes, caracterizado porque el fluido hidráulico es, preferentemente, un aceite hidráulico que presenta una viscosidad especificada.
4. Dispositivo según al menos una de las reivindicaciones precedentes, caracterizado porque la zapata de prensado
(21) presenta una pluralidad de unidades de presión (33a, 33b, 33c) reunidas en un número especificado de grupos, asignados en cada caso a al menos un sector especificado de la zapata de prensado.
5. Dispositivo según la reivindicación 4, caracterizado porque los grupos compuestos de al menos una unidad de presión (33a, 33b, 33c) pueden estar asignados al menos al borde del lado de accionamiento, al borde del lado de conducción y/o al sector medio de la zapata de prensado (21) .
6. Dispositivo según al menos una de las reivindicaciones 4 y 5, caracterizado porque cada grupo es controlado y/o regulado mediante al menos un sistema hidráulico.
7. Dispositivo según al menos una de las reivindicaciones 4 a 6, caracterizado porque múltiples grupos son controlados y/o regulados mediante al menos un sistema hidráulico.
8. Dispositivo según al menos una de las reivindicaciones precedentes 4 a 7, caracterizado porque un grupo y/o una pluralidad de grupos tiene/n asignado/s al menos una unidad de válvulas (41a, 41b, 41 c) .
9. Dispositivo según al menos una de las reivindicaciones precedentes, caracterizado porque la unidad de válvulas (40a, 40b, 40 c, 41a, 41b, 41 c, 42) presenta al menos una válvula de un grupo de válvulas que presenta válvulas de dos vías, válvulas de tres vías y/o válvulas de varias vías, válvulas electrónicas, válvulas mecánicas, válvulas neumáticas, electroválvulas, válvulas esféricas, combinaciones de las mismas y similares.
10. Dispositivo según al menos una de las reivindicaciones precedentes, caracterizado porque, para la desviación del líquido hidráulico, la unidad de válvulas (40a, 40b, 40c) está integrada en el dispositivo de control de presión de la unidad de presión (33a, 33b, 33c) .
11. Dispositivo según al menos una de las reivindicaciones precedentes, caracterizado porque la unidad de válvulas (40a, 40b, 40c) está dispuesta en la tubería hidráulica ( (20a, 20b, 20c) en el sentido de flujo después del dispositivo de control de presión y delante de la unidad de presión (33a, 33b, 33c) de la zapata de prensado (21) .
12. Dispositivo según al menos una de las reivindicaciones precedentes, caracterizado porque la unidad de válvulas (40a, 40b, 40 c) está dispuesta en la vía de flujo del fluido hidráulico a una distancia especificada, preferentemente, a ser posible, próxima a la unidad de presión (33a, 33b, 33c) de la zapata de prensado (21) .
13. Dispositivo según al menos una de las reivindicaciones precedentes, caracterizado porque el fluido hidráulico es evacuado del sistema hidráulico de la unidad de presión (33a, 33b, 33c) mediante una bomba.
14. Dispositivo según al menos una de las reivindicaciones precedentes, caracterizado porque la unidad de válvulas (40a, 40b, 40c) es controlada y/o regulada por medio de al menos un dispositivo de control electrónico en función de diferentes factores de control.
15. Dispositivo según al menos la reivindicación 14, caracterizado porque los factores de control son escogidos de un grupo de señales que presenta conmutadores mecánicos, electrónicos, manuales y/o automáticos como, por ejemplo, interruptores de emergencia para el levantamiento de la prensa, interruptores de emergencia de la prensa y/o una máquina papelera, sensores de vibraciones en la prensa y/o la máquina papelera, sensores de posición como, por ejemplo, los sensores de posición de los fieltros, sensores de presión como, por ejemplo, para la presión interior del envolvente, sensores ópticos, sensores de banda como, por ejemplo, sensores de paletas de bandas después de obreras de desbarbado, combinaciones de los mismos y similares.
16. Dispositivo según al menos una de las reivindicaciones precedentes, caracterizado porque mediante un
dispositivo de control se controlan también unidades de válvulas (40a, 40b, 40 c, 41a, 41b, 41 c, 42) de múltiples prensas, en particular prensas de zapata, de acuerdo con un algoritmo especificado.
17. Dispositivo según al menos una de las reivindicaciones precedentes, caracterizado porque múltiples dispositivos de control son controlados mediante al menos un dispositivo de control de orden superior, en particular mediante un control maestro.
18. Dispositivo según la reivindicación 17, caracterizado porque los dispositivos de control están conectados por medio de un sistema BUS, en particular un sistema BUS de anillo.
19. Dispositivo según al menos una de las reivindicaciones precedentes, caracterizado porque la separación y/o descarga de la zapata de prensado (21) del contrarodillo (2) se produce en un tiempo especificado entre 0, 001 s y 120 s, preferentemente entre 0, 01 y 60 s y particularmente preferente entre 0, 1 s y 20 s y, en particular, debajo de 10 s.
20. Dispositivo según al menos una de las reivindicaciones precedentes, caracterizado porque la presión remanente de la unidad de presión (33a, 33b, 33c) , después de la separación de la zapata de prensado (21) del contrarodillo (2) , se encuentra entre 0 bar y 100 bar, preferentemente entre 0 bar y 10 bar y particularmente preferente entre 0 bar y 1 bar.
21. Dispositivo según al menos una de las reivindicaciones precedentes, caracterizado porque la zapata de prensado (21) presenta, además de una unidad de presión hidráulica (33a, 33b, 33c) , al menos un dispositivo de reposición mecánico, en particular basado en fuerza de resorte.
22. Dispositivo según al menos una de las reivindicaciones precedentes, caracterizado porque la zapata de prensado (21) es de elementos múltiples.
23. Dispositivo según al menos una de las reivindicaciones 1 a 21, caracterizado porque la zapata de prensado (21) es de un elemento.
24. Procedimiento para la descarga rápida de una prensa de nip ancho para el tratamiento de una banda de material
(3) con los pasos:
- generación de señales para la descarga rápida de la prensa de nip ancho;
- apertura de al menos una unidad de válvulas (40a, 40b, 40c, 41a, 41b, 41c, 42) dispuesta en el sistema hidráulico del dispositivo de prensado, en particular de la unidad de presión (33a, 33b, 33c) ;
- desviación de al menos una parte del fluido hidráulico del sistema hidráulico de la prensa mediante una desviación cuyo diámetro hidráulico es mayor que el diámetro hidráulico de la tubería hidráulica del sistema hidráulico;
- descarga y/o levantamiento del dispositivo de prensado del contrarodillo (2) en un intervalo de tiempo predeterminado.
25. Procedimiento según la reivindicación 24, caracterizado porque la generación de señales se produce de forma manual o por medio de un sensor o una pluralidad de sensores conectados por medio de un dispositivo de control.
26. Dispositivo según al menos una de las reivindicaciones 24 y 25, caracterizado porque la descarga y/o el levantamiento del dispositivo de prensado se producen mediante un dispositivo según al menos una de las reivindicaciones 1 a 23.
27. Uso de un dispositivo según al menos una de las reivindicaciones 1 a 23 en una máquina papelera, en particular una sección de prensas de la máquina papelera, para levantar y/o descargar al menos un dispositivo de prensado, en particular durante situaciones de producción críticas de la máquina papelera.
Patentes similares o relacionadas:
Banda de prensa de transferencia o de zapata para una máquina de papel, uso de la banda de prensa de transferencia o de zapata en una máquina de papel, así como procedimiento para la fabricación de la misma, del 17 de Julio de 2019, de Heimbach GmbH: Banda de prensa de transferencia o de zapata, adecuada para su uso en una máquina de papel, con un lado de papel , destinado para el apoyo de una banda de papel o de […]
Tejido ultraresiliente, del 1 de Mayo de 2019, de ALBANY INTERNATIONAL CORP.: Un tejido industrial resiliente compresible, en el que el tejido incluye una estructura que tiene un espesor original, que comprende: una estructura […]
Sección de formador y método para producir papel, del 30 de Noviembre de 2018, de ICONè S.R.L: Una sección de formador para producir papel que comprende: una caja de entrada , un fieltro , un hilo , un rodillo de formación […]
Tejido industrial que incluye tiras de material enrolladas en espiral con refuerzo, del 23 de Noviembre de 2018, de ALBANY INTERNATIONAL CORP.: Un tejido industrial sin fin, una correa o una manga , que comprenden: una o más tiras enrolladas en espiral de material polimérico , en donde dichas una o […]
Tejido industrial que incluye tiras de material enrolladas en espiral con refuerzo, del 20 de Noviembre de 2018, de ALBANY INTERNATIONAL CORP.: Una correa sin fin o una manga para su uso en la producción de materiales no tejidos, comprendiendo dichas correa o manga : una o más tiras enrolladas […]
Rodillo prensador con zona de contacto extendida para máquina de fabricación de papel y procedimiento para la fabricación de papel tisú, del 17 de Mayo de 2017, de Valmet Aktiebolag: Rodillo prensador con zona de contacto extendida que comprende una camisa flexible que forma un bucle alrededor de al menos un cuerpo […]
Cinta de proceso y métodos para su fabricación, del 3 de Mayo de 2017, de ALBANY INTERNATIONAL CORP.: Una cinta de proceso que comprende una primera capa hecha de material polímero reforzado con fibra discontinua y una segunda capa hecha de material polímero que no […]
Aplicación de prensa de zapata para la producción de calidades de papel tisú, del 15 de Junio de 2016, de GapCon Tissue S.r.l: Una máquina de papel de tipo Crescent Former para la fabricación de papel tisú que comprende: una prensa de zapata de doble fieltro que utiliza un fieltro […]