PROCESO MEJORADO PARA LA FABRICACIÓN DE PIEZAS TRIMATERIA MEDIANTE MOLDE DE INYECCIÓN.
Proceso mejorado para la fabricación de piezas trimateria mediante molde de inyección,
piezas de materiales (A, B y C) termoplásticos que constan de un primer material (A) estructural, blando o semiblando, un segundo material (B) blando y un tercer material (C) exterior estético rígido, que comprende la utilización de un molde (1), con base (2) giratoria provista de huecos (3) dispuestos radial equidistantemente a 120°, y piezas superiores (4, 4' 4'') que se sitúan en cada una de las tres estaciones (5, 6 y 7) de inyectado del molde. El molde gira 120° tras cada inyección y las estaciones (5, 6 y 7) inyectan a la vez el primer material (A) en la primera (5), el segundo material (B) en la segunda (6) y el tercer material (C) en la tercera (7), extrayéndose la pieza terminada en esta última estación (7).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200901422.
Solicitante: EUROSTYLE AUTOMOTIVE AMURRIO, S.A.
Nacionalidad solicitante: España.
Inventor/es: GONZALEZ GARCIA, JESUS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › montados en una mesa girable.
- B29C45/16 B29C 45/00 […] › Fabricación de objetos multicapas o multicolores.
Fragmento de la descripción:
PROCESO MEJORADO PARA LA FABRICACiÓN DE PIEZAS TRIMATERIA MEDIANTE MOLDE DE INYECCiÓN 5
OBJETO DE LA INVENCiÓN
La invención, tal como expresa el enunciado, se refiere a un proceso mejorado para la fabricación de piezas trimateria mediante molde de inyección, aportando destacables ventajas que se consignarán en detalle más adelante, que suponen una mejorada alternativa a los sistemas y procesos de fabricación actualmente conocidos para el mismo fin.
Más en particular el objeto de la invención se centra en un proceso para la fabricación, mediante inyección en molde, de piezas compuestas por tres materiales termoplásticos distintos y que, por tanto, requieren de diferentes fases de inyección, el cual presenta la particularidad de permitir eliminar al menos una de dichas fases acortando, ventajosamente, los tiempos de espera para la obtención de las piezas acabadas, aspecto que repercute de manera importante en el coste de producción y, en consecuencia, en el coste final del producto.
Dichas piezas, aunque ello no supone una limitación, están preferentemente destinadas para ser aplicadas en la fabricación de automóviles, siendo por tanto, importantes los tiempos invertidos en la fabricación de las mismas ya que forman parte de cadenas de producción que suelen contar con un elevado número de unidades. Es por ello que el ahorro de tiempo en dichos procesos es un factor muy importante a tener en cuenta siendo incluso decisivo en ciertos casos.
CAMPO DE APLICACiÓN DE LA INVENCiÓN
El campo de aplicación de la presente invención se enmarca dentro del sector técnico de la industria dedicada a la fabricación de piezas mediante 5 inyección en molde, particularmente piezas trimateria, afectando especialmente al sector de la automoción y empresas vinculadas a él.
ANTECEDENTES DE LA INVENCiÓN
Como es sabido, la tecnología de inyección multicomponente engloba un amplio abanico de técnicas y se puede definir como la inyección de más de una materia o componente en un mismo molde y proceso, sin pasos adicionales fuera de la máquina, siendo, actualmente y en general, las técnicas más utilizadas las de multicolor y multimaterial, de dos o más materiales termoplásticos.
En general, los procesos convencionales de fabricación de piezas multimaterial, requieren una fase de inyección en molde por cada material, 20 respetando entre ellas el tiempo de secado necesario para que no se produzcan mezclas o resultados indeseados, siendo el objetivo de la presente invención permitir la fabricación de piezas de tres materiales distintos en sólo una fase de inyección en lugar de en tres fases, como sería con un proceso normal, consiguiendo una importante reducción en el cómputo global de tiempo empleado para la obtención de la pieza.
Cabe señalar, por otra parte, que por parte el solicitante se desconoce la existencia de ningún otro procedimiento similar al que aquí se preconiza o que cuente con unas características técnicas semejantes.
EXPLICACiÓN DE LA INVENCiÓN
Así, el proceso mejorado para la fabricación de piezas trimateria mediante molde de inyección que la presente invención propone se configura como una destacable novedad dentro de su campo de aplicación, estando los detalles caracterizadores que lo hacen posible y lo distinguen de otros procesos ya conocidos, exhaustivamente desarrollados a continuación y convenientemente recogidos en las reivindicaciones finales que acompañan a la presente memoria descriptiva.
En concreto, el proceso en cuestión se refiere a la fabricación de piezas trimateria en las que existe un primer material, que, por ejemplo es estructural y que puede ser rígido pero preferentemente es blando o semiblando, un segundo material, que es blando y, por ejemplo, es un material para proporcionar estanqueidad tal como una pestaña lateral de goma, y un tercer material que es rígido y quedando en la parte externa de la pieza siendo, por ejemplo de carácter estético.
El proceso propuesto se realiza en un molde de tres estaciones en el que no hay movimientos por macho, sino que el molde tiene capacidad de giro y cuenta con tres alojamientos dispuestos radialmente para fabricar las piezas actuando simultáneamente sobre cada uno de ellos en una única fase de inyección, pero en las tres estaciones a la vez, de forma que su ciclo de inyección es igual al que tendría la pieza si estuviera hecha de un único material.
Para ello el proceso consiste en una primera estación en la que, sobre uno de los huecos del molde se inyecta el primer material o material estructural, en una segunda estación, se inyecta el segundo material o material blando, y 30 en una tercera estación, se inyecta el tercer material o material exterior estético rígido. Dichas inyecciones se producen de forma simultánea en cada una de las descritas estaciones sobre una pieza distinta, al término de las cuales, el molde gira 1200 y repite la operación, inyectando el siguiente material en la pieza situada en el hueco contiguo, de forma que, tras cada giro de 1200 se van inyectando sucesivamente el primero, el segundo y el tercer material, sacándose la pieza terminada en esta última estación.
Con ello se consigue que en la segunda estación, mientras se inyecta el segundo material o material blando, que como se ha señalado consiste, por ejemplo, en una pestaña lateral de goma, haya tiempo para que el primer material inyectado o material estructural se enfríe, permitiendo la inyección del tercer material o material estético sin problemas de que pueda arrastrar al primer material o material estructural.
El descrito proceso mejorado para la fabricación de piezas tri materia mediante molde de inyección representa, pues, una innovación de. características estructurales y constitutivas desconocidas hasta ahora para ta~ fin, razones que unidas a su utilidad práctica, le dotan de fundamento suficiente para obtener el privilegio de exclusividad que se solicita.
DESCRIPCiÓN DE LOS DIBUJOS
Para una mejor interpretación de la invención se acompaña la presente memoria descriptiva de unos dibujos en los que se ilustra, a título de ejemplo no limitativo, una forma de realización del proceso mejorado para la fabricación de piezas trimateria mediante molde de inyección objeto de la invención, según los principios de las reivindicaciones.
En dichos dibujos:
Las Figuras número 1 a 3. Muestran tres vistas en sección del molde en su fase de inyección, en la que se observan separadamente cada una de las tres estaciones dispuestas radialmente en que se inyectan los tres distintos materiales.
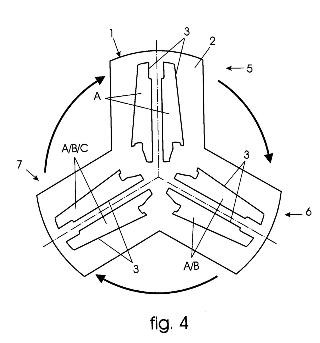
La figura número 4. Muestra una vista en planta del molde abierto, apreciando la disposición de los huecos a inyectar en cada una de las estaciones.
10 DESCRIPCiÓN DE UN EJEMPLO DE REALIZACiÓN DE LA INVENCiÓN
A la vista de las comentadas figuras y de acuerdo con la numeración adoptada, se puede observar como para la consecución del proceso 15 preconizado se parte de un molde (1) , formado por una pieza base (2) , con capacidad de giro provista de tres espacios con huecos (3) idénticos dispuestos radialmente de manera equidistante a 120°, y unas piezas superiores (4, 4' 4") que con huecos que varían de forma según la forma que adopte cada uno de los tres materiales (A, 8 Y C) termoplásticos que conformarán la pieza trimateria a fabricar, se sitúan en cada una de las tres estaciones (5, 6 Y 7) de inyectado previstas.
Por su parte, los citados materiales consisten en un primer material (A) o material estructural, preferentemente blando o semiblando, un segundo material (8) o material blando y un tercer material (C) o material exterior estético que es rígido. Dicho molde (1) , y más concretamente la pieza base (2) gira en cada fase de inyectado 120 ° situándose cada uno de los espacios con huecos (3) en cada una de las tres estaciones (5, 6 Y 7) de inyectado de cada uno de los tres materiales (A, 8 Y C) .
De este modo, el proceso comprende una primera estación (5) , mostrada en la figura 1, en la que, sobre uno de los huecos (3) del molde se acopla una parte superior (4) y se inyecta el primer material (A) o material estructural, en una segunda estación (6) , se acopla otra parte superior (4') del molde y se inyecta el segundo material o material blando, y en una tercera estación (7) se acopla una tercera parte superior del molde (4") y se inyecta el tercer material o material exterior estético rígido.
Dichas...
Reivindicaciones:
1. PROCESO MEJORADO PARA LA FABRICACiÓN DE PIEZAS TRIMATERIA MEDIANTE MOLDE DE INYECCiÓN, del tipo de piezas trimateria de 5 materiales (A, 8 YC) termoplásticos que, preferentemente destinadas para ser aplicadas en la fabricación de automóviles, constan de un primer material (A) o material estructural, preferentemente blando o semiblando, un segundo material (8) o material blando, tal como una pestaña lateral de goma y un tercer material (C) o material exterior estético que es rígido, caracterizado por el 10 hecho de comprender la utilización de un molde (1) , formado por una pieza base (2) , con capacidad de giro provista de tres espacios con huecos (3) idénticos dispuestos radialmente de manera equidistante a 120°, y unas piezas superiores (4, 4' 4") que, con huecos que varían de forma según la forma que adopte cada uno de los tres materiales (A, 8 Y C) termoplásticos que 15 conformarán la pieza, se sitúan en cada una de las tres estaciones (5, 6 Y7) de inyectado previstas en dicho molde, de forma que el molde gira 120° tras cada fase de inyección y cada una de las tres estaciones (5, 6 Y7) inyectan a la vez el primer material (A) en la primera estación (5) , el segundo material (8) en la segunda estación (6) y el tercer material (C) en la tercera estación (7) , extrayéndose la pieza terminada en esta última estación (7) .
2. PROCESO MEJORADO PARA LA FABRICACiÓN DE PIEZAS TRIMATERIA MEDIANTE MOLDE DE INYECCiÓN, según la reivindicación 1, caracterizado por el hecho de que en que en una primera estación (5) , en la que, sobre uno de los huecos (3) del molde se acopla la una parte superior (4) , se inyecta el primer material (A) , en una segunda estación (6) , se acopla otra parte superior (4') del molde y se inyecta el segundo material (8) y en una tercera estación (7) se acopla una tercera parte superior del molde (4") y se inyecta el tercer material (C) , produciéndose la inyección de los tres materiales de forma simultánea en cada una de las tres estaciones (5, 6 Y7) , al término de las cuales, la base (2) del molde gira 120° y se repite la operación.
Patentes similares o relacionadas:
Control de circuito cerrado de unidad de inyección auxiliar, del 29 de Abril de 2020, de MOLD-MASTERS LIMITED: Un procedimiento para controlar el comienzo de una inyección de una segunda corriente de fundición de un segundo material moldeable desde una unidad de inyección […]
Procedimiento para la producción de una pieza de plástico en el procedimiento de inyección de dos componentes, del 15 de Abril de 2020, de Z-WERKZEUGBAU-GMBH: Procedimiento para la producción de una pieza de plástico en el procedimiento de inyección de dos componentes con una herramienta de inyección de plástico […]
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente, del 8 de Abril de 2020, de B. BRAUN MELSUNGEN AG: Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
Gotero integral con una pila de salida alargada, del 1 de Abril de 2020, de Rivulis Plastro Ltd: Un gotero plano discreto que es adecuado para ser instalado integralmente dentro de una manguera, que comprende: un componente de cuerpo sustancialmente […]
Tapa moldeada por inyección, del 25 de Marzo de 2020, de Kuo, Tse Huang: Una tapa moldeada por inyección para usar con un recipiente que tiene una abertura superior que está definida por un borde, que comprende: un cuerpo de tapa , […]
Procedimiento para fabricar una pieza decorativa de plástico, del 25 de Marzo de 2020, de SAINT-GOBAIN GLASS FRANCE: Procedimiento para fabricar una pieza decorativa de plástico, donde a. se inserta una lámina polimérica en un útil para moldeo por inyección, […]
Máquina de moldeo y método para moldear una pieza, del 29 de Enero de 2020, de Extrude to Fill, Inc: Una máquina de moldeo , que comprende: una primera mitad de molde ; dos o más extrusoras en asociación con la primera mitad […]