PROCEDIMIENTO DE OBTENCIÓN DE UNA PUERTA Y RESPECTIVO MARCO Y PUERTA OBTENIDA.
Procedimiento de obtención de una puerta y respectivo marco, y puerta obtenida.
El procedimiento de la invención está previsto para obtener en un molde de polietileno (1) una puerta (2) de poliéster y poliuretano, así como obtener en otro molde (10) de polietileno un marco (11) de poliéster, sobre el que ha de montar la puerta (2) mediante bisagras (18) embebidas en dicha puerta y formadas por dos piezas planas (19) vinculadas a un pasador común (20), a una de cuyas piezas (19) se fija la puerta (2) y la otra al marco (11), obteniéndose un montaje que posibilita la apertura a uno y otro lado de la puerta, resultando ésta compacta, resistente y ligera, no atacable por la humedad ni por los cambios bruscos de temperatura.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201030016.
Solicitante: GARCÍA PRIETO, JOSÉ MANUEL.
Nacionalidad solicitante: España.
Inventor/es: GARCÍA PRIETO,JOSÉ MANUEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C39/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad). › para la fabricación de objetos de longitud definida, es decir, de objetos separados.
- B29C39/12 B29C 39/00 […] › Fabricación de objetos multicapas o multicolores.
- E06B3/78 CONSTRUCCIONES FIJAS. › E06 PUERTAS, VENTANAS, POSTIGOS O CORTINAS METALICAS ENROLLABLES, EN GENERAL; ESCALERAS. › E06B CIERRES FIJOS O MOVILES PARA LA ABERTURA DE LOS EDIFICIOS, VEHICULOS, EMPALIZADAS O CERCADOS SIMILARES EN GENERAL, p. ej. PUERTAS, VENTANAS, CORTINAS, PORTICOS (persianas de cierre o similares A01G 9/22; cortinas A47H; capós o tapas para vehículos B62D 25/10; claraboyas, lumbreras E04B 7/18; sombrillas, toldos E04F 10/00). › E06B 3/00 Bastidores móviles de ventanas, batientes de puertas o elementos similares para cerrar huecos; Colocación de cierres fijos o móviles, p. ej. ventanas; Características de bastidores fijos, relativas al montaje de bastidores en los batientes (E06B 5/00 tiene prioridad; contraventanas o piezas análogas E06B 9/00; cristales C03; unión de hojas de vidrio por fusión C03B 23/203; unión vidrio a vidrio por procedimientos distintos a la fusión o unión de vidrios a otros materiales inorgánicos C03C 27/00). › paneles de materia plástica.
Fragmento de la descripción:
Procedimiento de obtención de una puerta y respectivo marco, y puerta obtenida.
OBJETO DE LA INVENCIÓN
La presente invención, según se expresa en el enunciado de esta memoria descriptiva, se refiere a un procedimiento de obtención de una puerta y respectivo marco, así como la puerta obtenida, incluyendo una serie de fases operativas que permiten obtener, por un lado, una puerta de poliuretano con capa exterior de poliéster, que resulta compacta, ligera, resistente y fácil de montar, y por otro lado obtener un marco para el montaje de la propia puerta.
Además del procedimiento de obtención de la puerta y del marco, de manera independiente, es también objeto de la invención conseguir una puerta con unas características estructurales tales que mejoran las prestaciones de las convencionales.
ANTECEDENTES DE LA INVENCIÓN
Son conocidas las clásicas puertas de madera con distintos diseños y calidades, pero con un denominador común consistente en que son atacables por la humedad produciéndose deformaciones de las mismas, así como atacables por polillas o carcomas, con los problemas para el hogar y para la propia puerta.
Por otro lado, debe tenerse en cuenta que las puertas de madera, y por supuesto las de chapa, resultan muy pesadas y por lo tanto difíciles de manipular. Esos problemas se tratan de resolver con la solución que se propone en la Patente de Invención P-200401519, en la que la puerta se materializa en poliuretano con capa exterior de poliéster y con unas bisagras especiales reversibles que permiten la apertura de la puerta en ambos sentidos. También se habla en esa Patente de Invención del correspondiente marco materializado en poliéster, obteniéndose tanto éste como la propia puerta en un molde.
No obstante, en esa P-200401519 no se describe la forma de obtener la puerta ni cómo son las bisagras reversibles que la misma incorpora, por lo que únicamente se pueden tener en cuenta las ventajas de ligereza y resistencia, pero no las que se pueden derivar de una posible forma de obtenerla, tales como facilidad de desmoldeo
o incluso sencillez en lo que al moldeado propiamente dicho se refiere.
DESCRIPCIÓN DE LA INVENCIÓN
El procedimiento objeto de la invención tiene por finalidad obtener, de forma sencilla y con facilidad de desmoldeo, una puerta de poliéster-poliuretano y el correspondiente marco de poliéster al que se inyectará posteriormente poliuretano una vez montado en el premarco correspondiente. El procedimiento propiamente dicho consiste en:
- Aplicar sobre la base y caras internas de un molde de polietileno, con la profundidad y diseño que va a tener la puerta, una capa de resina de poliéster.
- Aplicar sobre la superficie de resina de poliéster una capa de fibra de poliéster.
- Aplicar sobre la superficie de la fibra de poliéster una nueva capa de resina, para conseguir una compactación de la fibra y la resina y evitar la formación de burbujas.
- Situar sobre la cara del molde destinado al montaje de las bisagras, unas láminas metálicas que quedan fundidas en el poliéster, así como la disposición de una plantilla para obtener el hueco o encaje para montaje de la correspondiente cerradura de la puerta a obtener.
- Cerrado del molde y posterior introducción del mismo en una prensa basculante hasta la maduración del poliéster.
- Inyectado, a través de orificios establecidos al efecto en la cara superior del molde, de poliuretano y esperar el secado de dicho producto.
- Retirada del mol de respecto de la prensa y apertura de dicho molde.
- Desmoldeo de la puerta obtenida en el interior del molde.
El molde estará materializado en polietileno, aunque puede estar constituido en cualquier otro material de fácil desmoldeo, comprendiendo en cualquier caso una base constituida por una plancha preferentemente de polietileno sobre la que se dibuja o graba el diseño que se desea vaya a tener la puerta, base que comprende cuatro caras laterales cuya anchura corresponderá al grosor de la puerta que se pretende obtener. Dicha base se complementa con una tapa de cierre vinculada mediante abisagramiento sobre uno de los laterales de la propia base, y cuya tapa permanecerá cerrada durante el período de curado del poliuretano inyectado, para conseguir al final un cuerpo de puerta monopieza y compacto.
Por otro lado, cabe destacar que las capas de resina y de fibra de poliéster se aplican preferentemente mediante rodillo.
En cuanto a la utilización de una prensa basculante en la que se introduce el molde para inyección del poliuretano, se debe a que dicha prensa y por lo tanto el molde ha de bascular unos 80 ° aproximadamente, para que la expansión del poliuretano se realice de forma compacta en su recorrido ascendente hacia la parte superior que es por donde se inyecta el poliuretano, y evitar con ello que se formen bolsas de aire en el interior.
En cuanto al proceso de fabricación del correspondiente marco, es como sigue:
- Aplicar sobre un molde abierto de polietileno, una capa de resina de poliéster.
- Aplicar sobre la superficie de dicha capa de resina de poliéster, una capa de fibra de poliéster.
- Aplicar sobre la superficie de dicha capa de fibra de poliéster una nueva capa de resina de poliéster, para conseguir una compactación de la fibra y la resina y evitar la formación de burbujas.
- Situar unas láminas metálicas sobre las zonas destinadas a la fijación de las bisagras.
- Cerrado del molde y esperar un período de tiempo de secado de las capas de poliéster.
- Desmoldeo del marco obtenido.
El molde de polietileno puede estar constituido en otro material de fácil desmoldeo, comprendiendo en cualquier caso una base constituida por una plancha, preferentemente de polietileno, con un escalón longitudinal. Sobre los laterales de esa planchan van articuladas sendas placas flexibles del mismo material que la plancha base, placas que pueden situarse desplegadas coplanariamente con la plancha base estableciendo la posición de apertura del molde, o situarse perpendicularmente a dicha plancha base para establecer el cierre del molde.
El borde superior, es decir el borde longitudinal opuesto al de abisagramiento de cada una de dichas placas laterales, presenta fijado con carácter desmontable un ala en "L" invertida, la cual establecerá el grueso total de los materiales utilizados, con la particularidad de que la retirada de dicha ala en “L”, tras la aplicación y secado de las capas de poliéster, facilitará precisamente la operación de desmoldeo, para obtener un marco monopieza y resistente, listo para su utilización.
Esas alas en "L" invertidas van dispuestas de forma perpendicular a las placas sobre las que van fijadas y orientadas hacia el interior.
La puerta y el marco obtenido de la forma descrita, son directamente montables, de forma sencilla y rápida, por personas no cualificadas, sin más que inyectar poliuretano y rellenar la cavidad que determina el propio marco en su montaje y fijación sobre el premarco, mientras que la puerta recibirá la fijación previa de las bisagras que a su vez se fijarán al marco con posterioridad.
Aunque a lo largo de la descripción se ha hecho referencia concreta al polietileno para el molde, al poliuretano para la puerta y a la resina y fibra de poliéster como capa de acabado se podrían utilizar otros materiales similares siempre que cumplan los mismos fines y las mismas prestaciones.
En cuanto a las bisagras, que quedarán dispuestas para trabajar en línea, presentarán el mismo ancho que el grueso de la puerta.
Estructuralmente cada bisagra está formada por dos piezas planas e independientes que se relacionan entre sí mediante un pasador o eje común, una de cuyas piezas irá fijada, sin embutirse, en el canto de la puerta dotada de las láminas metálicas, sobre las que roscarán tornillos pasantes por orificios avellanados establecidos al efecto en la respectiva pieza plana de la bisagra, fijándose posteriormente de igual manera la otra pieza al marco.
La constitución de las bisagras permiten un fácil montaje de las mismas, al no ir encastradas,...
Reivindicaciones:
1. -Procedimiento de obtención de una puerta y respectivo marco, que partiendo de la utilización de un molde (1) en el que se aplican por separado poliéster y poliuretano u otros materiales similares, para obtener un cuerpo de puerta (2) , y un molde (10) sobre el que se aplica poliéster u otro material similar, para obtener el correspondiente marco (11) en el que ha de montar la puerta (2) , se caracteriza porque la obtención de la propia puerta (2) comprende las siguientes fases operativas:
- aplicación sobre la superficie interna del molde (1) , en situación abierta, una capa de resina de poliéster; -aplicación sobre la superficie de la capa de resina de poliéster, una capa de fibra de poliéster; -aplicación sobre la superficie de la capa de fibra de poliéster, una nueva capa de resina de poliéster; -disposición sobre la parte destinada a la fijación de las correspondientes bisagras, una o más láminas
metálicas que quedan embebidas en el poliéster; -disposición de una plantilla mediante la que se establecerá el cajeado o hueco (9) para la correspondiente cerradura de la puerta (2) ; -cerrado del molde (1) e introducción del mismo en una prensa basculante, esperando un período de
tiempo para el curado de las capas de poliéster; -inyección de poliuretano en el interior del molde (1) ; -apertura del molde (1) , previa espera de curado del poliuretano, y correspondiente desmoldeo del cuerpo
compacto constitutivo de la propia puerta (2) , apta para su montaje;
habiéndose previsto que en la obtención del marco se establezcan las siguientes fases operativas:
- aplicación sobre la superficie interna del molde (10) en situación abierta, una capa de resina de poliéster; -aplicación sobre la superficie de la capa de resina de poliéster, una capa de fibra de poliéster; -aplicación sobre la superficie de la capa de fibra de poliéster, una segunda capa de resina de poliéster; -disposición de unas láminas metálicas en las zonas destinadas a fijar las bisagras; -cerrado del molde (10) esperando un período de tiempo de curado de las capas de poliéster; -desmoldeo del cuerpo constitutivo del marco (11) , apto para su montaje.
2. -Procedimiento de obtención de una puerta y respectivo marco, según reivindicación 1, caracterizado porque las capas de resina y de fibra de poliéster se aplican mediante rodillo.
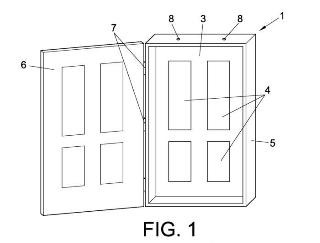
3. -Procedimiento de obtención de una puerta y respectivo marco según reivindicación 1, caracterizado porque el molde (1) para la obtención de la puerta (2) está constituido mediante una plancha base (3) de polietileno, dotada de los motivos y/o grabados (4) correspondientes al diseño de la puerta (2) que se desea obtener, comprendiendo dicha plancha base (3) unas caras laterales (5) cuya anchura corresponde al grosor de la puerta (2) a obtener; con la particularidad de que sobre uno de los laterales de tal plancha base (3) va abisagrada la correspondiente puerta (6) de cierre del molde (1) , mientras que el lateral considerado como superior está afectado de orificios (8) para la inyección de poliuretano.
4. -Procedimiento de obtención de una puerta y respectivo marco según reivindicación 1 caracterizado porque el molde (10 ) para la obtención del marco (11) , comprende una plancha base (12) de polietileno con un escalón longitudinal (13) y dos placas de polietileno (15) abisagradas sobre los laterales de dicha plancha base (12) , con facultad de ocupar una posición desplegada y coplanaria con respecto a dicha plancha base (12) , estableciendo la situación de apertura del molde (10) , ó una posición de perpendicularidad respecto de ésta, estableciendo la situación de cierre de dicho molde (10) ; con la particularidad de que sobre el borde libre y opuesto al de abisagramiento (14) con las placas laterales (15) va fijado, con carácter desmontable un ala en "L” (16) de polietileno, cuya retirada tras el curado de las capas de poliéster permite el desmoldeo del propio cuerpo constitutivo del marco (11) .
5. Puerta de poliéster-polietileno, obtenible mediante el procedimiento descrito en una cualquiera de las reivindicaciones precedentes.
Patentes similares o relacionadas:
Masajeador, y método de producción y dispositivo de producción del mismo, del 25 de Marzo de 2020, de Tenga Co., Ltd: Un aparato de masaje, que comprende: un motor ; una pieza vibratoria configurada para ser accionada por el motor ; una caja configurada […]
Artículo masticable para mascotas moldeado por inyección, del 11 de Diciembre de 2019, de T.F.H. PUBLICATIONS, INC.: Un procedimiento de moldeo por inyección para formar un artículo masticable para mascotas, comprendiendo el procedimiento de moldeo por inyección: proporcionar un molde […]
Procedimiento de unión, del 20 de Marzo de 2019, de Advanced Insulation Limited: Procedimiento para unir conjuntamente dos materiales, comprendiendo el procedimiento el tratamiento con plasma de una superficie externa de un primer material, la aplicación […]
Proceso en un solo paso para la formación de un producto en la forma de película de capas múltiples, producto y aparato, del 7 de Marzo de 2019, de JOHNSON & JOHNSON CONSUMER INC: Un proceso para formar un producto de película de forma multicapa que comprende los pasos de: a. colocar una máscara que tiene una superficie de suministro […]
 Aparato de gas respirable con humidificador, del 6 de Enero de 2016, de ResMed Ltd: Un aparato para el tratamiento de apnea obstructiva del sueño que comprende:
un generador de flujo para crear un suministro de gas respirable a presión para su administración […]
Aparato de gas respirable con humidificador, del 6 de Enero de 2016, de ResMed Ltd: Un aparato para el tratamiento de apnea obstructiva del sueño que comprende:
un generador de flujo para crear un suministro de gas respirable a presión para su administración […]
Lanchas motoras de tres capas moldeadas rotacionalmente, del 26 de Noviembre de 2014, de TOTAL RESEARCH & TECHNOLOGY FELUY: Uso de una composición de resina que comprende del 80 al 98% en peso, en base al peso de la composición de resina, de polietileno producido con metaloceno, del […]
 PROCEDIMIENTO PARA LA OBTENCIÓN DE OBJETOS O ELEMENTOS ACOLCHADOS APLICABLES A PLATOS DE DUCHA Y CUARTOS DE BAÑO, del 26 de Octubre de 2012, de HIDRONATUR, S.L. (100.0%): Procedimiento para la obtención de objetos o elementos acolchados aplicables a platos de ducha y cuartos de baño , que consiste en crear, particularmente, […]
PROCEDIMIENTO PARA LA OBTENCIÓN DE OBJETOS O ELEMENTOS ACOLCHADOS APLICABLES A PLATOS DE DUCHA Y CUARTOS DE BAÑO, del 26 de Octubre de 2012, de HIDRONATUR, S.L. (100.0%): Procedimiento para la obtención de objetos o elementos acolchados aplicables a platos de ducha y cuartos de baño , que consiste en crear, particularmente, […]
 PROCEDIMIENTO DE SOBREMOLDEO, del 16 de Octubre de 2012, de ALUDEC, S.A: Procedimiento de sobremoldeo que comprende los pasos de: a) proporcionar un inserto que incluye al menos un orificio pasante; b) posicionar […]
PROCEDIMIENTO DE SOBREMOLDEO, del 16 de Octubre de 2012, de ALUDEC, S.A: Procedimiento de sobremoldeo que comprende los pasos de: a) proporcionar un inserto que incluye al menos un orificio pasante; b) posicionar […]