PROCEDIMIENTO DE SOBREMOLDEO.
Procedimiento de sobremoldeo que comprende los pasos de: a) proporcionar un inserto que incluye al menos un orificio pasante;
b) posicionar dicho inserto en una matriz que tiene al menos un canal de alimentación que conduce al extremo de dicho orificio, como para crear un espacio cerrado excepto por dicho orificio; c) introducir por dicho canal de alimentación una masa fluida endurecible hasta formar en dicho canal de alimentación un rebosamiento; d) dejar endurecer dicha masa fluida endurecible, con dicho rebosamiento, hasta ser una masa endurecida, sin tratar dicho rebosamiento endurecido de manera que se reduzca su área hasta ser menor que el área de dicho orificio; y e) retirar de dicha matriz el conjunto de inserto y masa endurecida, sin tratar dicho rebosamiento endurecido de manera que se reduzca su área hasta ser menor que el área de dicho orificio.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201130393.
Solicitante: ALUDEC, S.A.
Nacionalidad solicitante: España.
Inventor/es: ANTA VILLAR,Domingo, GÓMEZ PASCUAL,Jorge.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C39/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad). › incorporando partes o capas preformadas, p. ej. moldeo alrededor de elementos insertos o de objetos a recubrir.
- B29C39/12 B29C 39/00 […] › Fabricación de objetos multicapas o multicolores.
Fragmento de la descripción:
CAMPO DE LA INVENCIÓN
La presente invención se refiere a un procedimiento de sobremoldeo.
Más concretamente, la presente invención se refiere a un procedimiento de sobremoldeo alrededor de insertos permanentes, para producir elementos que en posición de uso incluyen al menos dos zonas visibles de características superficiales (color, tono, brillo,
tacto, etc.) distintas que forman conjuntamente un frente sustancialmente continuo, es decir, que dichas zonas visibles están yuxtapuestas.ANTECEDENTES DE LA INVENCIÓN
Es conocido producir elementos que en posición de uso incluyen al menos dos zonas visibles de características superficiales distintas que forman conjuntamente un frente sustancialmente continuo.
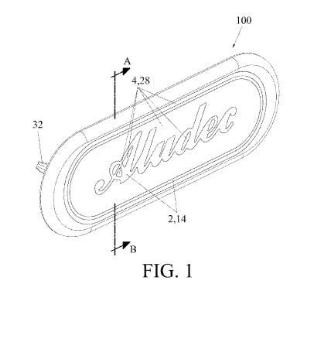
Una actividad concreta muy frecuente de este tipo es la producción de emblemas que en posición de uso incluyen un frente sustancialmente continuo compuesto por dos zonas visibles de colores distintos, por ejemplo una primera zona visible de un color, que representa una forma que dota de carácter distintivo al emblema, y una segunda zona visible de un color distinto, que rodea dicha primera zona visible para resaltarla. En este
ejemplo, dicha primera zona visible puede tener una forma tal que genere una multitud de áreas cerradas, de manera que dicha segunda zona visible no será continua sino que estará dividida en tantas áreas como áreas cerradas forme dicha primera zona visible.
A la hora de industrializar tales emblemas, una opción ampliamente utilizada es la aplicación de las
artes gráficas para imprimir tinta o pintura de un color por serigrafía o por tampografía sobre un sustrato de otro color, como para crear dicha primera (o segunda) zona visible con dicha tinta o pintura y crear dichasegunda (o primera) zona visible con la parte visible del sustrato que queda libre de tinta o pintura.
Sin embargo, cuando se trata de emblemas destinados a estar sustancialmente a la intemperie o expuestos en gran medida a los fenómenos meteorológicos, tales como por ejemplo los emblemas de los vehículos automóviles, la aplicación de las artes gráficas puede producir emblemas que no garantizan los requisitos de durabilidad exigibles. Es conocido que las tintas y pinturas presentan problemas de adherencia que provocan ampollamientos o desprendimientos en la vida útil del emblema y/o problemas de resistencia a la luz que provocan decoloración o degradación y/o problemas de resistencia al gravillonaje. Si además el sustrato está compuesto sustancialmente de metal, por ejemplo aluminio, los problemas mencionados anteriormente se combinan con problemas de corrosión del metal (fundamentalmente corrosión filiforme) .
En cualquier caso, dicha solución de artes gráficas
es utilizada ampliamente, como ya se ha dicho, dadas las dificultades de producir por otros medios emblemas de este tipo. Por ejemplo, mediante sobremoldeo, se puede moldear una primera pieza que presenta una región en relieve que forma una primera zona visible y después se puede moldear (por separado para su posterior aplicación a dicha primera pieza o directamente sobre dicha primera pieza) una segunda pieza que presenta vacíos en correspondencia con dicho relieve. En este caso, sin embargo, se presentan problemas no solo de durabilidad, provocados por limitaciones de la unión por adherencia de ambas piezas entre sí, sino también de producción, provocados por la necesidad de aplicar dicha segunda pieza en posibles recovecos creados por dicha primera pieza, sobre todo cuando dicha primera zona visible crea áreas cerradas pequeñas que deben ser rellenadas para completar dicha segunda zona visible, en cuyo caso dicha segunda pieza estará formada realmente por diversas partes separadas que se deben adherir individualmente a dicha primera pieza.
SUMARIO DE LA INVENCIÓN
El objeto de la invención es pues proporcionar un procedimiento de sobremoldeo alrededor de insertos permanentes, para producir elementos que en posición de uso incluyen al menos dos zonas visibles de características superficiales distintas que forman conjuntamente un frente sustancialmente continuo, que sea sencillo y económico de implantar, incluso si al menos una de dichas zonas está formada en realidad por partes separadas, siendo el procedimiento aún así susceptible de producir elementos de alta durabilidad.
En el contexto de la presente memoria descriptiva,
el término "inserto permanente" identifica una pieza que se usa en un procedimiento de sobremoldeo, que se inserta en una matriz de sobremoldeo para crear la forma deseada conjuntamente con dicha matriz pero que es independiente de dicha matriz, y que tras el procedimiento de sobremoldeo no se retira de la pieza acabada, formando pues parte integrante de dicha pieza acabada.
Más particularmente, el objeto de la invención es un procedimiento de sobremoldeo alrededor de insertos permanentes, para producir elementos que en posición de uso incluyen una primera zona visible y al menos una
segunda zona visible, formando conjuntamente dichas zonas visibles un frente sustancialmente continuo, que comprende los pasos de:a) proporcionar un inserto que incluye:
a. 1) una primera región superficial, definida por un relieve, que se corresponde con dicha primera zona visible, una segunda región superficial, contigua a dicha primera región superficial y que se solapa esencialmente a dicha segunda zona visible, y una tercera región superficial,
a. 2) al menos un orificio pasante que va desde dicha segunda región superficial hasta dicha tercera región superficial;
b) posicionar dicho inserto en una matriz que tiene al menos un canal de alimentación que conduce al extremo
de dicho orificio en dicha tercera región superficial, de tal manera que dicha matriz hace cierre alrededor de dicha primera región superficial y entre dicha segunda región superficial y dicha matriz se crea un espacio cerrado excepto por dicho orificio,
e) introducir por dicho canal de alimentación al menos una masa fluida endurecible de tal manera que dicha
masa fluida endurecible llena dicho espacio y rebosa hasta formar en dicho canal de alimentación un rebosamiento cuyo área es mayor que el área de dicho orificio;d) dejar endurecer dicha masa fluida endurecible, con dicho rebosamiento, hasta ser una masa endurecida, de manera que dicho rebosamiento endurecido ancla mecánicamente dicha masa endurecida a dicho inserto, sin tratar dicho rebosamiento endurecido de manera que se reduzca su área hasta ser menor que el área de dicho orificio; y
e) retirar de dicha matriz el conjunto de inserto y masa endurecida, que constituye dicho elemento, sin tratar dicho rebosamiento endurecido de manera que se reduzca su área hasta ser menor que el área de dicho orificio.
Preferiblemente, la introducción de dicha masa fluida endurecible se realiza mediante inyección. También preferiblemente, dicho canal de alimentación discurre, al menos parcialmente, contiguo a dicho inserto, o incluso está formado al menos parcialmente por dicho inserto.
Si el inserto incluye más de un orificio pasante entre dicha segunda región superficial y dicha tercera región superficial, por cada uno de ellos se puede introducir una masa fluida endurecible diferente, por lo que en el elemento se producirán el mismo número de segundas zonas visibles que de masas fluidas endurecibles diferentes. En este caso, es preferible dejar endurecer al menos parcialmente una masa fluida endurecible introducida antes de introducir otra masa fluida endurecible.
Igualmente, si el inserto incluye más de un orificio pasante entre dicha segunda región superficial y dicha tercera región superficial, la introducción de dicha masa fluida endurecible se puede llevar a cabo de tal manera que dicho...
Reivindicaciones:
al menos una masa fluida endurecible (20) de tal manera que dicha masa fluida endurecible (20) llena dicho espacio y rebosa hasta formar en dicho canal (30) de alimentación un rebosamiento (24) cuyo área es mayor que el área de dicho orificio (22) ;
d) dejar endurecer dicha masa fluida endurecible
(20) , con dicho rebosamiento (24) , hasta ser una masa endurecida (28) , de manera que dicho rebosamiento (24) endurecido ancla mecánicamente dicha masa endurecida (28) a dicho inserto (10) , sin tratar dicho rebosamiento (24) endurecido de manera que se reduzca su área hasta ser menor que el área de dicho orificio (22) ; y
e) retirar de dicha matriz (26) el conjunto de inserto (10) y masa endurecida (28) , que constituye dicho elemento (100) , sin tratar dicho rebosamiento (24) endurecido de manera que se reduzca su área hasta ser menor que el área de dicho orificio (22) .
2. Procedimiento de sobremoldeo de acuerdo con la reivindicación 1, caracterizado además porque en el paso e) dicha masa fluida endurecible (20) se introduce por inyección por dicho canal (30) de alimentación.
3. Procedimiento de sobremoldeo de acuerdo con una cualquiera de las reivindicaciones 1 o 2, caracterizado además porque en el paso b) dicho inserto (10) se posiciona en una matriz ( 2 6) en la que dicho canal ( 3 O) de alimentación discurre, al menos parcialmente, contiguo a dicho inserto ( 1 O) y1º en la que dicho canal ( 3 O) de alimentación está formado, al menos parcialmente, por dicho inserto (10) .
4. Procedimiento de sobremoldeo de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado además porque, incluyendo dicho inserto
(10) una pluralidad de orificios pasantes (22) entre dicha segunda región superficial (16) y dicha tercera región superficial (18) , en el paso e) se introducen al menos dos masas fluidas endurecibles (20) diferentes entre sí, introduciéndose cada masa fluida endurecible
diferente por un orificio (22) diferente.
4. Procedimiento de sobremoldeo de acuerdo con la reivindicación 3, caracterizado además porque dichas masas fluidas endurecibles (20) diferentes entre sí se
introducen secuencialmente.
5. Procedimiento de sobremoldeo de acuerdo con la reivindicación 3, caracterizado además porque dichas masas fluidas endurecibles (20) diferentes entre sí se
2 O introducen secuencialmente y cada una de dichas masas fluidas endurecibles (20) diferentes se deja endurecer antes de inyectar la siguiente de dichas masas fluidas endurecibles (20) diferentes.
2.
6. Procedimiento de sobremoldeo de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado además porque, incluyendo dicho inserto
(10) una pluralidad de orificios pasantes (22) entre dicha segunda región superficial (16) y dicha tercera
región superficial (18) , en el paso e) dicha masa fluida endurecible (2 O) se introduce por dicho canal (3 O) de
alimentación de tal manera que dicha masa fluida endurecible ( 2 o) llena dicho espacio y rebosa hasta
formar en dicho canal (30) de alimentación un rebosamiento (24) cuyo área es mayor que el área de dicho orificio (22) , extendiéndose de manera continua dicho rebosamiento (24) entre al menos dos orificios (22)
7. Procedimiento de sobremoldeo de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado además porque, incluyendo dicha primera zona visible (2) áreas cerradas que forman parte de dicha segunda zona visible (4) , en el paso a) se proporciona un inserto (10) que incluye al menos un orificio pasante
(22) entre dicha segunda región superficial (16) y dicha tercera región superficial (18) en correspondencia con cada una de dichas áreas cerradas.
8. Procedimiento de sobremoldeo de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado además porque en el paso a) se proporciona un inserto (10) que está formado por una pluralidad de piezas yuxtapuestas entre sí.
9. Procedimiento de sobremoldeo de acuerdo con una cualquiera de las reivindicaciones 1 a 7, caracterizado además porque en el paso a) se proporciona un inserto
(10) que está formado por una pluralidad de piezas yuxtapuestas y solidarizadas entre sí.
1O. Procedimiento de sobremoldeo de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado además porque en el paso a.1) dicha primera región superficial (14) está definida por dicho relieve
(12) , que se corresponde con dicha primera zona visible
(2) , de manera que dicha primera zona visible (2) de
dicho elemento (100) coincide con la cima plana de dicho relieve (12) , de manera que dicha primera zona visible
(2) de dicho elemento (100) y dicha segunda zona visible
(4) de dicho elemento (100) forman conjuntamente un 5 frente sustancialmente continuo, pero con un desnivel.
11. Procedimiento de sobremoldeo de acuerdo con una cualquiera de las reivindicaciones 1 a 9, caracterizado además porque en el paso a.1) dicha primera 10 región superficial (14) está definida por dicho relieve (12) , que se corresponde con dicha primera zona visible (2) , de manera que dicha primera zona visible (2) de dicho elemento (100) coincide con la cima plana de dicho relieve (12) y parte de la falda de dicho relieve (12) ,
15 de manera que dicha primera zona visible (2) de dicho elemento (100) y dicha segunda zona visible (4) de dicho elemento (100) forman conjuntamente un frente sustancialmente continuo, con un desnivel.
Patentes similares o relacionadas:
Conjunto de contención de sellador, del 10 de Junio de 2020, de THE BOEING COMPANY: Procedimiento para incrustar elementos de sujeción en sellador en el que los elementos de sujeción se utilizan para sujetar un revestimiento […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]
Masajeador, y método de producción y dispositivo de producción del mismo, del 25 de Marzo de 2020, de Tenga Co., Ltd: Un aparato de masaje, que comprende: un motor ; una pieza vibratoria configurada para ser accionada por el motor ; una caja configurada […]
Método para fabricar una tapa posterior, tapa posterior y dispositivo electrónico que tiene la misma, del 12 de Febrero de 2020, de Guangdong OPPO Mobile Telecommunications Corp., Ltd: Un método para fabricar una tapa posterior , que comprende, proporcionar una carcasa , que tiene un contorno de rectángulo redondeado, […]
Prenda de ropa textil con al menos una zona de protección contra arañazos ocupada con elementos protectores y procedimiento para su producción, del 19 de Agosto de 2019, de X-TECHNOLOGY SWISS GMBH: Prenda de ropa textil con al menos una zona de protección contra arañazos ocupada con elementos protectores , […]
Proceso de moldeo, del 24 de Julio de 2019, de Pixsweet B.V: Un método de formación de un artículo moldeado , comprendiendo dicho método las etapas siguientes: (a) proporcionar un formador de molde que comprende una escotadura […]
Procedimiento de producción de un bastidor de piezas de trabajo para uso industrial y bastidor obtenido, del 24 de Julio de 2019, de GRILLO,FRANCESCO: Procedimiento de producción de un bastidor de piezas de trabajo para uso industrial, que comprende las etapas de: - proporcionar un molde que tiene una cavidad […]
Procedimiento para preparar micropartículas que tienen un bajo volumen de disolvente residual, del 3 de Julio de 2019, de Evonik Corporation: Un procedimiento para preparar micropartículas de bajo nivel de disolvente residual, que comprende: (a) proporcionar una fase dispersada que comprende un excipiente polimérico […]