Procedimiento de obtención de una pieza espumada , dispositivo para la puesta en práctica del mismo y pieza obtenida.
Procedimiento de obtención de una pieza espumada, dispositivo para la puesta en práctica del mismo y pieza obtenida,
basado en realizar una espumación de zonas de distintas características, superpuestas horizontalmente, para conseguir una única pieza mediante la espumación de un inserto (3) y una pieza base (4), en dos fases de espumación, efectuándose primeramente el espumado (3') del inserto (3) y tras el curado de éste se realiza el espumado (4'), de la pieza base (4) en el mismo molde (1) utilizando una tapa giratoria (2), una de cuyas caras (5) es copia de la forma que ha de tener el inserto (3), mientras que la cara opuesta (6) es copia de la forma que ha de tener la pieza base (4) de manera que el giro de la tapa (2) permite situar la cara (5) ó (6) para conseguir el inserto y posteriormente la pieza base.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200930134.
Solicitante: CENTRO TECNOLOGICO DE GRUPO COPO, S.L.U.
Nacionalidad solicitante: España.
Inventor/es: Gonzalez Perez,Arturo, LORENZO BUJAN,ARTURO, SOBRINO ALONSO,MARÍA, DARRIBA CABALEIRO,CANDIDO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A47C7/18 NECESIDADES CORRIENTES DE LA VIDA. › A47 MOBILIARIO; ARTICULOS O APARATOS DE USO DOMESTICO; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; ASPIRADORES EN GENERAL. › A47C SILLAS (asientos especialmente concebidos para los vehículos B60N 2/00 ); SOFAS; CAMAS (capitonado en general B68G). › A47C 7/00 Elementos, partes constitutivas o accesorios de sillas o taburetes (fijación al suelo A47B 91/08). › con un material espumoso incorporado a la parte rellenada (colchones de espuma A47C 27/14).
- B60N2/70 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60N ASIENTOS ESPECIALMENTE ADAPTADOS PARA VEHÍCULOS; ADAPTACIONES DE VEHICULOS PARA PASAJEROS NO PREVISTAS EN OTRO LUGAR. › B60N 2/00 Asientos especialmente adaptados a los vehículos; Instalación o montaje de asientos en vehículos (asientos para vehículos ferroviarios B61D 33/00; asientos para ciclos B62J 1/00; asientos para aeronaves B64D 11/06, B64D 25/04, B64D 25/10). › Muelles de tapizado.
Fragmento de la descripción:
Procedimiento de obtención de una pieza espumada, dispositivo para la puesta en práctica del mismo y pieza obtenida.
Objeto de la invención
La presente invención, según se expresa en el enunciado de esta memoria descriptiva, se refiere a un procedimiento de obtención de una pieza con bidureza en horizontal, basándose en la espumación en molde de dos materiales de distinta composición para conseguir una pieza única, utilizable por ejemplo para la formación de asientos para vehículos.
Es igualmente objeto de la invención el dispositivo para puesta en práctica del procedimiento, basándose en un único molde en el que tienen lugar ambas espumaciones, en fases diferentes.
Antecedentes de la invención
Como es sabido, los asientos en general están constituidos fundamentalmente por un núcleo de espuma (complementado o no con insertos) y una funda.
Concretamente, en el sector del automóvil cuando se desea modificar un asiento fabricado en espuma flexible, con objeto de aumentar el confort del mismo, se utilizan varios métodos, pudiendo citar como más usuales e importantes los siguientes:
1.- Inclusión dentro de la espuma, o añadidos a ella, unos elementos o piezas denominadas "insertos", los cuales proporcionan una variación de la dureza del asiento en zonas determinadas, concretamente las correspondientes a los "insertos".
2.- Espumación denominada "bimateria", basándose en que zonas concretas de la pieza base que va a constituir el asiento, se espuman con espumas de distintas características físicas.
Pues bien, la espumación "bimateria", únicamente permite la utilización en distintas fórmulas, en sentido vertical, lo que quiere decir que un asiento puede tener una zona central blanda y unos laterales y/o una zona delantera duras.
No obstante, cuando se desea influir con dos durezas sobre la misma zona, por ejemplo para tener la sensación de confort en un primer momento blando para posteriormente apoyarse en una espuma más dura, que se podría denominar "bidureza horizontal", es imprescindible recurrir a la inclusión o pegado de insertos, pudiendo ser éstos duros en una zona o blandos en la otra. Es decir, sobre la pieza base espumada con una densidad elevada o dura en el centro, se puede pegar posteriormente una capa de espuma con una dureza inferior.
La espumación de la "bimateria" por zonas, está muy controlada, ya que la espumación de las distintas zonas se realiza en distintos puntos teniendo muy controlada la invasión de una espuma con la otra o las mezclas de ambas espumas.
Para realizar la misma operación con la denominada "bidureza horizontal", es necesario espumar encima de una zona ya espumada, con lo que se obtendrá una mezcla de espumas, invasiones de éstas, etc., lo que impide conseguir dos durezas diferentes en sentido horizontal.
Espumar una zona horizontal, dejarla curar y volver a espumar encima en el mismo molde, resulta inviable puesto que la primera espumación crecería sin control y llegaría a ocupar, en altura, zonas incontroladas.
Cuando los insertos necesarios para la espumación tipo "bimateria horizontal" tienen formas complejas, la única forma de conseguirlos es mediante moldeo, necesitando dos moldes, uno para realizar la pieza base y otro para realizar el inserto, y en consecuencia la ocupación de dos lugares distintos en la misma línea de proceso en la que se pretende obtener una sola pieza. Es decir, se necesita un primer molde con la pieza base y un segundo molde con el inserto, teniendo que colocar posteriormente el inserto en el primer molde para espumar sobre éste.
En concreto, las únicas formas de realizar actualmente "bidureza horizontal" son: mediante pegado de un inserto a una pieza base espumada, o mediante la utilización de dos moldes, de manera que en el primer caso el tener que pegar no es lo más adecuado puesto que independientemente del gasto y tiempo que supone el proceso de pegado, hay que añadir el costo de obtener de forma independiente el inserto y la pieza base; mientras que en el segundo caso el costo se incrementa al tener que utilizar dos moldes diferentes.
Descripción de la invención
El procedimiento y dispositivo objeto de la invención permiten resolver los problemas planteados, ya que se basa en un proceso en el que se utiliza un único molde para conseguir la pieza con "bidureza horizontal".
En tal sentido el procedimiento de la invención consiste en espumar primeramente en un molde el inserto y tras su curado se realiza el espumado sobre el mismo molde de la pieza base, obteniéndose así la pieza pretendida utilizando un único molde en el que se efectúan ambas espumaciones, ocupando una sola plaza o lugar en la línea de producción.
Para permitir el espumado del inserto y de la pieza base en el mismo molde, se ha previsto el dispositivo que forma parte en sí mismo del objeto de la invención, dispositivo que consiste en utilizar una tapa giratoria sobre el molde, con la particularidad de que una de las caras de dicha tapa es copia del inserto a obtener, mientras que la otra cara es copia de la pieza base a obtener. De esta manera, en el proceso de obtención de la pieza con "bidureza horizontal", tras el espumado del inserto sobre el fondo del molde, la tapa se aplica con la cara que es copia de dicho inserto enfrentada al molde. Después de ese espumado se deja curar el inserto, girando a continuación la tapa hacia la posición en la que su cara copia de la pieza base queda enfrentada al molde, procediendo al espumado de la pieza base, aplicando la tapa sobre el molde en la segunda posición referida para conseguir, tras el período de curado pertinente, la pieza de "bidureza horizontal" pretendida.
Mediante el procedimiento y dispositivo descritos, las ventajas son evidentes, ya que se puede obtener una pieza de "bidureza horizontal" en un solo molde, con el consiguiente ahorro de un segundo molde requerido en los procesos convencionales, así como el ahorro de espacio, tiempo y de estructura que supone la eliminación de un molde en la línea de producción.
Breve descripción de los dibujos
Para complementar la descripción que seguidamente se va a realizar y con objeto de ayudar a una mejor comprensión de las características del invento, se acompañan a la presente memoria descriptiva un juego de dibujos en base a los cuales se comprenderán más fácilmente las innovaciones y ventajas del procedimiento y dispositivo objeto de la invención.
Figura 1.- Muestra una representación esquemática de la fase inicial de espumado del inserto en el fondo del molde, con la tapa levantada.
Figura 2.- Muestra una representación correspondiente a la fase de obtención del inserto tras el espumado del mismo en el molde, con la tapa en posición operativa.
Figura 3.- Muestra la fase correspondiente en la que la tapa ha sido levantada y girada para permitir el curado del inserto obtenido de acuerdo con las dos fases de las figuras precedentes.
Figura 4.- Muestra una representación correspondiente a la fase inicial de espumado de la pieza base sobre el inserto obtenido anteriormente, con la tapa levantada respecto del molde.
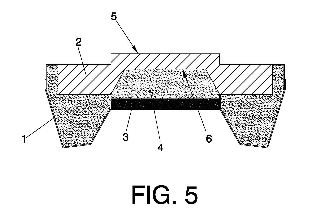
Figura 5.- Muestra una representación correspondiente a la fase final de espumado de la pieza base con la tapa en posición operativa para conseguir la pieza con "bidureza horizontal".
Descripción de la forma de realización preferida
Como se puede ver en las figuras comentadas, en la obtención de una pieza de "bidureza horizontal", según la invención, se utiliza un único molde 1 con una tapa giratoria 2, una de cuyas caras es copia de la forma o geometría del inserto 3, mientras que la otra cara de dicha tapa giratoria 2 es copia de la geometría de la pieza base 4, de manera que mediante el espumado del inserto 3 y posterior espumado de la pieza base 4 sobre aquél, se obtiene la pieza de "bidureza horizontal" que es pretende.
El proceso es como indican secuencialmente las figuras 1 a 5, viéndose en la figura 1ª el espumado 3' mediante el que se obtendrá el inserto 3, espumado que se efectúa sobre el fondo del molde 1 y con la tapa 2 en la posición elevada. En la figura 2ª se puede ver la tapa 2 situada con la cara 5 que es copia del inserto 3 a obtener, enfrentada a dicho fondo del molde 1. En la figura 3ª se muestra el inserto 3 ya obtenido y curado, con la tapa 2 girada para que la cara 6, que es copia de la pieza base 4 a obtener,...
Reivindicaciones:
1. Procedimiento de obtención de una pieza espumada que comprende un inserto espumado sobre una base espumada, ambos de dureza distinta, caracterizado porque se realiza en un solo molde e incluye las siguientes fases operativas:
- Espumación del inserto que va a determinar la parte o capa superior de la pieza.
- Curado del inserto espumado durante un tiempo establecido.
- Espumación sobre el inserto obtenido en las fases anteriores del material que va a constituir la pieza base.
- Curado de la pieza obtenida mediante el inserto y pieza base para conseguir la pieza final.
2. Procedimiento según reivindicación 1ª, caracterizado porque el material del inserto y el material de la pieza base son de distinta composición química y/o propiedades físicas.
3. Dispositivo para obtener una pieza espumada que comprende un inserto espumado (3) sobre una base espumada (4), ambos de dureza distinta caracterizado porque comprende un molde (1) que comprende una o varias tapas desplazables y/o giratorias (2), una de cuyas caras (5) es copia de la forma geométrica que ha de tener el inserto (3), mientras que la otra cara (6) es copia de la forma geométrica que ha de tener la pieza base (4); habiéndose previsto que tras la espumación (3') del inserto (3) se acople la tapa (2) para conseguir la forma pretendida de éste, desplazándose y/o girándo posteriormente esa tapa (2) para su acoplamiento tras la espumación (4') de la capa base (4), para obtener la forma pretendida de ésta, girándose posteriormente esa tapa (2) para su acoplamiento tras la espumación (4') de la pieza base (4), para obtener la forma pretendida de la correspondiente pieza final.
4. Pieza espumada, obtenida mediante el procedimiento y dispositivo de las reivindicaciones precedentes, caracterizada porque comprende dos capas o piezas, una superior denominada inserto (3) y otra inferior denominada pieza base (4), ambas espumadas y de dureza distinta.
5. Pieza espumada, según reivindicación 4ª, caracterizada porque además del inserto (3) y pieza base (4) que la constituyen, es susceptible de complementarse con unos laterales con una composición y características determinadas, para obtener una pieza con tridureza.
Patentes similares o relacionadas:
Asiento para bebés y niños pequeños con un dispositivo de amortiguación, del 13 de Mayo de 2020, de CURT WÜRSTL VERMÖGENSVERWALTUNGS-GMBH ; CO. KG: Asiento para bebés y niños pequeños, que presenta al menos una parte inferior del asiento y una parte dorsal del asiento, en el que están […]
Dispositivo de detección de ocupación para detectar el estado de ocupación de un asiento de automóvil, del 22 de Abril de 2020, de I.G. Bauerhin GmbH: Dispositivo de detección de ocupación para detectar el estado de ocupación de un asiento de automóvil con un núcleo de acolchado y con un sensor de […]
Asiento para vehículo, del 1 de Abril de 2020, de NEXTER SYSTEMS: Asiento para vehículo que comprende una base de asiento giratoria alrededor de un eje entre al menos tres posiciones angulares, […]
Red de rejilla multiaxial, del 4 de Marzo de 2020, de Sailmaker International S.p.A: Una red de rejilla multiaxial permeable que comprende una pluralidad de primeros y segundos hilos que están entrelazados y superpuestos […]
Conjunto táctil, del 21 de Agosto de 2019, de TEIJIN ARAMID B.V.: Conjunto táctil para un asiento de vehículo o para una cubierta que se puede colocar en un asiento de vehículo que comprende al menos un accionador táctil […]
Núcleo de material espumado para un acolchado de una parte de asiento o una parte de cama o de un respaldo de un mueble acolchado o de un asiento de vehículo, del 29 de Mayo de 2019, de OKE Group GmbH: Núcleo de material espumado para un acolchado de una parte de asiento o de una parte de cama o de un respaldo de un mueble acolchado o de un asiento […]
Elemento de asiento de espuma y proceso y molde para su producción, del 6 de Mayo de 2019, de Proprietect L.P: Elemento acolchado que comprende un sustrato de espuma que tiene dispuestas en su interior una primera superficie interna […]
Elemento de mando integrado en el acolchado, del 8 de Febrero de 2019, de GRAMMER AG: Asiento para un vehículo, en particular un vehículo sobre rieles, que comprende un dispositivo de retención que consta al menos de un perfil […]