PROCEDIMIENTO DE FABRICACIÓN DE PIEZAS DE ESPUMA DE POLIURETANO CON RECUBRIMIENTO TEXTIL Y MOLDE PARA SU OBTENCIÓN.
Procedimiento de fabricación de piezas de espuma de poliuretano con recubrimiento textil y molde para su obtención.
El procedimiento es del tipo de los que las piezas de poliuretano con recubrimiento textil se fabrican mediante un molde abierto.
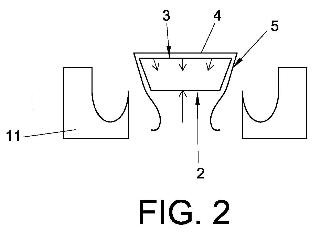
Se caracteriza porque en una fase inicial, previamente al vertido del poliuretano líquido dentro del molde abierto, una porción principal (4) del cuerpo laminar textil (5) cubre una superficie frontal (3) del fondo del molde abierto (1), superficie frontal (3) incorporada en una parte móvil (2) del molde abierto (1), estando tal parte móvil (2) en esta fase inicial desplazada con respecto al resto del molde abierto (1).
En cambio, en una fase posterior, la parte móvil (2) se moviliza para situarse en una posición definitiva en concordancia con el resto del molde abierto (1) para proceder después al vertido del poliuretano líquido, estando situado el resto del cuerpo laminar textil (5) por fuera del espacio interior del molde abierto (1).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201030580.
Solicitante: CENTRO TECNOLOGICO DE GRUPO COPO, S.L.U.
Nacionalidad solicitante: España.
Inventor/es: PUYOL CARBONELL,JAIME, TOMAS TAPIA,JOSE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C44/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › siendo la parte preformada un revestimiento.
- B29C44/58 B29C 44/00 […] › Moldes.
Fragmento de la descripción:
Procedimiento de fabricación de piezas de espuma de poliuretano con recubrimiento textil y molde para su obtención.
Objeto de la invención
La presente invención, según se expresa en el enunciado de esta memoria descriptiva, se refiere a un procedimiento de fabricación de piezas de espuma de poliuretano con recubrimiento textil y molde para su obtención.
En principio se trata de un molde abierto en cuyo interior se vierte poliuretano líquido en el fondo de tal molde, habiendo colocado previamente en una parte de tal fondo un cuerpo laminar textil, cerrando después el molde con una tapa, creándose un espacio cerrado donde aumentará el volumen del material de poliuretano a medida que va curando ocupando totalmente todo ese espacio interior del molde.
A continuación se abre el molde retirando la tapa para extraer la pieza fabricada con la inclusión del cuerpo laminar textil unida al material de poliuretano por una parte superficial del mismo prevista previamente.
Partiendo de esta premisa, el objeto de la invención es un nuevo procedimiento en el que una porción principal del cuerpo laminar textil se adosa contra una superficie frontal de una parte móvil del molde, quedando el resto de ese cuerpo laminar textil por fuera del espacio interior del molde.
Antecedentes de la invención
En la actualidad, para la fabricación de cojines en el sector de la automoción, es sobradamente conocida la espumación sobre molde abierto de espuma de poliuretano, cerrando posteriormente el mismo para la conformación y adaptación geométricas de la espuma a la configuración interior del molde. El molde normalmente de aluminio, se compone de un fondo y sus correspondientes tapa o tapas, que configuran en conjunto la geometría que se quiere alcanzar, estando todo el conjunto normalmente calefactado.
El proceso, es el siguiente.
Con el molde abierto, se vierte poliuretano líquido en el fondo del mismo, de manera que al reaccionar el poliuretano en contacto con el aire y apoyado con la temperatura del molde, tal material de poliuretano comienza a crecer, aumentando su volumen, cerrándose la tapa o tapas del molde, con lo cual el poliuretano se va adaptando a la geometría interior del molde. Pasado un tiempo el poliuretano cura y se solidifica, pudiendo a continuación una vez abierto el molde, retirar la pieza fabricada. Esta pieza así obtenida es posteriormente recubierta con una funda textil.
Otro de los procesos, que actualmente se conoce, es la espumación de poliuretano directamente sobre la funda de textil, obteniendo así un conjunto compuesto por pieza de poliuretano conformada y adherida a la funda textil. Este proceso es comúnmente conocido como "espumación in situ".
Este proceso de fabricación sería el siguiente.
En primer lugar, sobre el fondo de un molde de aluminio preferentemente, se coloca y adapta la funda textil, mediante aspiración por vacío, para a continuación verter el poliuretano líquido sobre el textil. A continuación se cierran las tapas necesarias y el poliuretano crece y se adapta tomando la geometría del molde y a su vez uniéndose fijamente al material textil colocado en las paredes del molde. El resultado es una pieza de espuma de poliuretano con la funda textil adherida al mismo.
En la situación actual, cuando el requerimiento es una pieza que en zonas concretas se adhiera a la funda, para aprovechar las ventajas del proceso conocido como "espumación in situ" y en el resto de la pieza no se desee que la funda se adhiera a la misma, aprovechando las ventajas de la espumación tradicional, se utilizan normalmente barreras que pueden ser de un film plástico, el cual evita que la espuma en estas zonas se adhiera a la funda, obteniendo así una pieza que en alguna de sus zonas esté adherida a la funda y en otras no. Este proceso solo es factible en las instalaciones y moldes de "espumación in situ".
Descripción de la invención
La invención consiste en un procedimiento de fabricación de piezas de espuma de poliuretano con recubrimiento textil y molde para su obtención.
El procedimiento pretende obtener una pieza de espuma de poliuretano, una parte de la cual requiere estar unida a un cuerpo laminar textil, sin intercalar barreras entre la pieza de espuma a obtener y algunas partes del cuerpo laminar textil, de manera que la nueva invención permite aprovechar las instalaciones y ventajas que suponen las formulaciones tradicionales.
El utillaje del molde abierto desarrollado se adapta a las instalaciones de espumación actuales, sin que estas tengan que ser modificadas y pudiendo convivir en la fabricación con moldes de espumación tradicional.
Para cumplir este requisito, la novedad presentada, consiste en que partiendo de un molde de espumación tradicional, éste se modifica para poder realizar en algunas zonas del mismo una "espumación in situ", sin que estas afecten al normal funcionamiento de la instalación.
Para acometer estas funciones, la zona donde se piensa espumar encima de la funda, debe de ser independiente del resto, por lo menos en funcionalidad, durante una serie de pasos en el proceso; para luego acoplarse al resto del molde y formar con el mismo una unidad. A su vez, esta zona del molde debe de tener algún sistema para fijar y adaptar un cuerpo laminar textil determinante de una funda a la correspondiente superficie, como por ejemplo, un sistema de aspiración mediante vacío. Al espumar encima de una parte sola de la funda, el resto de la misma tiene que ser protegida, bien sea como se hace actualmente, mediante plástico, pero que solo es válido en moldes de espumación "in situ", recogiendo el resto de funda que no se tiene que espumar en un sitio seguro, para espumar el resto de la pieza.
Para cumplir todos estos requisitos, se ha desarrollado un molde abierto, cuya zona donde se espuma la funda, tiene movimiento, bien sea con desplazamiento lineal o desplazamiento angular, para poder separarla del resto del molde. Esta zona está dotada de doble pared y unos pequeños orificios en la superficie, para poder realizar la aspiración mediante vacío. El movimiento tiene como objetivo el poder resguardar debajo de la misma las partes de la funda que no se van a sobreespumar. Una vez que estas zonas estén bien resguardadas, se fija la zona a espumar mediante el vacío y se acopla al resto del molde, quedando formado un molde normal, con una zona cubierta por la funda.
Así pues, según lo descrito, las fases de procedimiento son básicamente las siguientes:
- Movimiento de la zona con aspiración, hasta separarla del conjunto del molde.
- Colocación de la funda sobre esta zona, resguardando debajo de ésta las zonas que no se quieran sobreespumar.
- Aplicar vacíos sobre la zona de forma que la funda quede fijada a la misma.
- Acoplamiento de la zona que se ha movido al resto del molde, dejando protegidas las zonas de la funda, que no se quieran sobreespumar.
- Espumación a molde abierto por encima de la zona con funda, así como en el resto del molde.
- Cierre de las tapas del molde.
- Curado de la pieza a molde cerrado.
- Apertura de las tapas del molde.
- Movimiento o apertura de la zona con aspiración hasta dejar libre el resto de la funda del molde.
- Retirada de la pieza fabricada con este utillaje.
El resultado final es que se obtiene un cuerpo de poliuretano con zonas de la funda textil parcialmente no adheridas, pero cuya formulación de la espuma es de tipo tradicional y se puede fabricar en las instalaciones de moldes y formulaciones tradicionales, sin que éstas tengan que ser modificadas.
A continuación para facilitar una mejor comprensión de esta memoria descriptiva y formando parte integrante de la misma, se acompañan unas figuras en las que con carácter ilustrativo y no limitativo se ha representado el objeto de la invención.
Breve descripción de los dibujos
Figura 1.- Muestra una vista esquemática de una fase inicial del procedimiento de fabricación de piezas de espuma de poliuretano con recubrimiento textil, objeto de la invención. También es objeto de la invención el molde abierto para su obtención.
Figuras 2 y 3.- Muestran fases intermedias del procedimiento de fabricación.
Figura 4.- Muestra...
Reivindicaciones:
1. Procedimiento de fabricación de piezas de espuma de poliuretano con recubrimiento textil, siendo el procedimiento de los que las piezas de poliuretano con recubrimiento textil se fabrican mediante un molde abierto, en cuyo espacio interior se vierte poliuretano líquido habiendo colocado previamente un cuerpo laminar textil (5) que se unirá por una porción principal (4) del mismo sobre una zona de adherencia (9) de la superficie externa del cuerpo de espuma de poliuretano (8); caracterizado porque en una fase inicial, previamente al vertido del poliuretano líquido en el interior del molde abierto (1-1'), la porción principal (4) del cuerpo laminar textil (5) cubre solamente una superficie frontal (3) del fondo del molde abierto (1-1'), superficie frontal (3) incorporada en una parte móvil (2) del móvil abierto (1-1'), estando tal parte móvil (2) en esta fase inicial desplazada con respecto al resto del molde abierto (1-1'), mientras que en una fase posterior, la parte móvil (2) se moviliza para situarla en su posición definitiva en concordancia con el resto del molde abierto (1-1') para proceder después al vertido del poliuretano líquido, estando situado el resto del cuerpo laminar textil (5) por fuera del espacio interior del molde abierto (1-1').
2. Procedimiento de fabricación de piezas de espuma de poliuretano con recubrimiento textil, según la reivindicación 1, caracterizado porque la parte exterior del cuerpo laminar textil (5) se aloja en un espacio perimetral (10) alrededor de la parte móvil (2) del molde abierto (1-1').
3. Procedimiento de fabricación de piezas de espuma de poliuretano con recubrimiento textil, según una cualquiera de las reivindicaciones anteriores, caracterizado porque la porción principal (4) del cuerpo laminar textil (5) sobre la superficie frontal (3) de la parte móvil (2) del molde abierto(1-1') se asegura mediante vacío.
4. Molde para obtención de piezas de espuma de poliuretano con recubrimiento textil, que comprende una estructura de molde abierto que se cierra mediante al menos una tapa después de haber vertido en su interior poliuretano líquido, habiendo colocado previamente un cuerpo laminar textil (5); caracterizado porque incluye una parte móvil (2) independiente del resto del molde abierto (1-1'), parte móvil (2) que puede adoptar una posición desplazada con respecto al conjunto del molde abierto (1-1') y una posición acorde con el resto del molde abierto (1-1') en la que se procede al vertido del material de poliuretano líquido, incluyendo tal parte móvil (2) al menos una superficie frontal (3) que forma parte del fondo del molde abierto (1-1') y sobre la cual asienta una porción principal (4) del cuerpo laminar textil (5).
5. Molde para obtención de piezas de espuma de poliuretano con recubrimiento textil, según la reivindicación 4, caracterizado porque la parte móvil (2) del molde abierto (1-1') tiene movilidad lineal.
6. Molde para obtención de piezas de espuma de poliuretano con recubrimiento textil, según la reivindicación 4, caracterizado porque la parte móvil (2) del molde abierto (1-1') tiene movilidad angular.
7. Molde para obtención de piezas de espuma de poliuretano con recubrimiento textil, según una cualquiera de las reivindicaciones 4 a 6, caracterizado porque la parte móvil (2) del molde abierto (1-1') incorpora un sistema de aspiración por vacío para sujetar la porción principal (4) del cuerpo laminar textil (5).
8. Molde para obtención de piezas de espuma de poliuretano con recubrimiento textil, según una cualquiera de las reivindicaciones 4 a 7, caracterizado porque incorpora un espacio perimetral (10) alrededor de los laterales de la parte móvil (2) para alojar la parte del cuerpo laminar textil (5) dispuesta por fuera del espacio interior del molde abierto (1-1').
9. Molde para obtención de piezas de espuma de poliuretano con recubrimiento textil, según una cualquiera de las reivindicaciones 4 a 8, caracterizado porque el molde abierto (1) incorpora una base formada por una única pieza perimetral (11) que rodea a la parte móvil (2), pieza perimetral (11) que junto con la pieza móvil (2) incluyen la superficie interna del molde abierto (1).
10. Molde para obtención de piezas de espuma de poliuretano con recubrimiento textil, según una cualquiera de las reivindicaciones 4 a 8, caracterizado porque el molde abierto (1') incorpora una base formada por una pieza perimetral (11') que rodea a la parte móvil (2) y un marco postizo (12) que limita superiormente el espacio interior del molde abierto (1').
11. Molde para obtención de piezas de espuma de poliuretano con recubrimiento textil, según la reivindicación 10, caracterizado porque el marco postizo (12) es un elemento independiente con movilidad lineal.
12. Molde para obtención de piezas de espuma de poliuretano con recubrimiento textil, según la reivindicación 10, caracterizado porque el marco postizo (12) es un elemento independiente con movilidad angular.
Patentes similares o relacionadas:
Bloque de aislamiento, del 27 de Mayo de 2020, de Finnfoam Oy: Una placa de aislamiento de polímero expandido que comprende primera y segunda superficies paralelas grandes y primer y segundo bordes laterales largos […]
Aparato y procedimiento para la producción de embriones de espuma expandida, del 18 de Marzo de 2020, de DIAB INTERNATIONAL AB: Un procedimiento para producir un embrión espumable que tiene un volumen Vfinal usando moldeo por inyección, que comprende las etapas de: - proporcionar […]
Método de fabricación de un panel sándwich, del 19 de Febrero de 2020, de FITS HOLDING BV: Método de fabricación de un panel sándwich que comprende las etapas de: a) una etapa de montaje de proporcionar un conjunto en forma de placa de una primera […]
Elemento de amortiguación o elemento de refuerzo con mecanismo de fijación, del 6 de Noviembre de 2019, de SIKA TECHNOLOGY AG: Un elemento de amortiguación o elemento de refuerzo , que comprende: un apoyo configurado para estar dispuesto en una cavidad ; y […]
Proceso para moldear artículos de plástico, del 6 de Noviembre de 2019, de Upcycle Holdings Limited: Un proceso para moldear un artículo de plástico utilizando una máquina que comprende una pareja de moldes , cada uno de los cuales […]
Método de fabricación de un panel sándwich que tiene una configuración asimétrica en dirección de grosor, del 24 de Abril de 2019, de FITS HOLDING BV: Método de fabricación de un panel sándwich que tiene una configuración asimétrica en la dirección de grosor que comprende las etapas de: a) una etapa de montaje de proporcionar […]
Procedimiento de realización de una pantalla de protección acústica para motor de vehículo automóvil y pantalla obtenida por un procedimiento de este tipo, del 3 de Abril de 2019, de TREVES Products, Services & Innovation: Procedimiento de realización de una pantalla de protección acústica para motor de vehículo automóvil, comprendiendo dicho procedimiento las […]
Molde para moldeo de espuma en molde de resina con base de poliolefina, método para fabricar artículo moldeado de espumación en molde, y artículo moldeado de espumación en molde, del 6 de Marzo de 2019, de KANEKA CORPORATION: Un molde para moldeo de espuma en molde de resina con base de poliolefina, el molde se configura para moldear un miembro de inserto integralmente con un cuerpo […]