Método para el secado del recubrimiento de moldes en moldes y/o núcleos de fundición.
Método para el secado del recubrimiento de moldes con un disolvente a base de agua en moldes y/o núcleos de fundición,
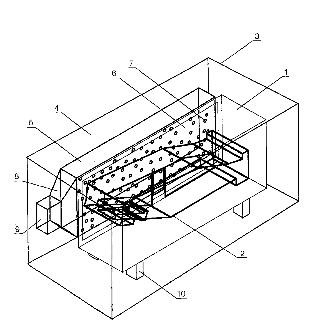
utilizando un dispositivo que presenta al menos un recinto de secado así como un medio para el insuflado de gas de secado en el recinto de secado, donde en al menos una pared de limitación (4) del recinto de secado (3) está dispuesta una caja de tobera (5) con una alimentación de gas (8) dispuesta lateralmente, estando dispuestas en la pared lateral (6), de la caja de tobera (5), opuesta al recinto de secado (3) unas toberas, caracterizado por el hecho de que el gas de secado de las toberas (7) sale con una velocidad de flujo de entre 20m/seg. y 30m/seg., preferiblemente de entre 25m/seg. y 29 m/seg., de que por cada tobera (7) se realiza un flujo de volumen en gas de secado de entre 170 m3/h y 260m3/h y que el gas de secado posee una temperatura de entre 50ºC y 90°C, preferiblemente de entre 70°C y 80° C.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2008/001198.
Solicitante: AVA ANHALTINISCHE VERFAHRENS- UND ANLAGENTECHNIK G.
Nacionalidad solicitante: Alemania.
Dirección: MITTAGSTRASSE 16P 39124 MAGDEBURG ALEMANIA.
Inventor/es: WINTER, MANFRED, HENNEBERG,MARKUS, IHLOW,MATTHIAS, DEGENER,GERD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22C9/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas). › Tratamiento de moldes o machos, p. ej. secado, endurecimiento.
Fragmento de la descripción:
Método para el secado del recubrimiento de moldes en moldes y/o núcleos de fundición.
La invención se refiere a un método para el secado del recubrimiento de moldes en moldes y/o núcleos de fundición, particularmente en moldes y/o núcleos de fundición de gran volumen con desniveles sobre la superficie del molde o núcleo de fundición de hasta 1600 mm.
Para mejorar la calidad de la superficie de piezas fundidas así como para evitar defectos de fundición es necesario tratar la superficie de moldes y/o núcleos de fundición con un recubrimiento de moldes antes del proceso de fundición. Estos recubrimientos de moldes consisten en una sustancia sólida contenida en un disolvente. Disolventes a base de alcohol y/o otras sustancias ligeramente volátiles, en la mayoría de los casos ligeramente inflamables, son muy difundidos. Una tecnología habitual para el secado del recubrimiento de moldes en disolventes de este tipo, particularmente en moldes y/o núcleos de fundición de gran volumen, es el quemado abierto del disolvente después del tratamiento de la superficie y del transcurso de un tiempo de permanencia apropiado. Esta tecnología ofrece además la ventaja de que el calor producido durante la quemadura se introduce en el molde de fundición o en el núcleo de molde de fundición y por lo tanto se ayuda a un endurecimiento o secado posterior del molde o de los núcleos de fundición.
No obstante, los recubrimientos de moldes con disolventes a base de alcohol y/o otras sustancias ligeramente volátiles, en la mayoría de los casos ligeramente inflamables, presentan considerables desventajas. Así, el escape rápido de los componentes ligeramente volátiles del recubrimiento de moldes aplicado sobre la superficie de moldes de fundición puede dar lugar a la formación de grietas en la capa de recubrimiento de moldes. Además, el almacenamiento y la elaboración de estos recubrimientos de moldes requieren un cuidado particular, debido a la inflamabilidad del disolvente. Además, la elaboración de disolventes ligeramente volátiles supone riesgos para la salud del personal. A esto se añade que la tecnología habitual del quemado abierto del disolvente para el secado del recubrimiento de moldes representa una considerable contaminación del medioambiente, que cada vez se acepta menos en el proceso de producción.
Son usados por lo tanto últimamente cada vez más recubrimientos de moldes con un disolvente a base de agua. El secado, es decir la distancia del disolvente agua después del tratamiento de la superficie del molde de fundición y/o del núcleo y el transcurso de un tiempo de permanencia apropiado, está relacionado sin embargo con considerables gastos de energía y/o tiempo en estos recubrimientos de moldes.
Una posibilidad consiste en un almacenamiento suficientemente largo de los moldes y/o núcleos de fundición tratados con recubrimiento de moldes al aire ambiental, hasta que se haya logrado una humedad final prefijada. Esta posibilidad sin embargo no es practicable, debido a los tiempos de secado considerables de aprox. 12 horas en la mayoría de los procesos de producción.
En la práctica son utilizados consecuentemente unos hornos de aire circulante para el secado de recubrimientos de moldes con agua como disolvente. Una desventaja esencial del secado de recubrimientos de moldes en superficies de moldes y/o de núcleos de fundición en el horno de aire circulante consiste en un gasto de energía considerable relacionado igualmente con tiempos de secado prolongados. Esta desventaja por lo tanto se debe particularmente a que una gran parte de la energía térmica del aire circulante provoca un calentamiento de los moldes de fundición inclusive de la caja de moldeo y/o de los núcleos de fundición. Sólo una parte en comparación más escasa de la energía térmica del aire circulante provoca la evaporación del disolvente agua. En esta tecnología es problemático también el secado de moldes y núcleos de fundición de gran volumen con desniveles considerables en la superficie del molde o núcleo de fundición.
La invención está basada por consiguiente en el problema de secar de manera efectiva y económica los recubrimientos de moldes en moldes y/o núcleos de fundición, particularmente recubrimientos de moldes con un disolvente a base de agua, en moldes y/o núcleos de fundición de gran volumen con desniveles considerables en la superficie del molde o núcleo de fundición. A este fin, la tarea consiste en lograr en un tiempo de secado corto y con poca energía un secado bueno y uniforme del recubrimiento de moldes en toda la superficie del molde o núcleo de fundición, también con moldes y núcleos de fundición de gran volumen con desniveles considerables sobre la superficie del molde o núcleo de fundición.
Esta tarea es solucionada según la invención con un método con las características de la reivindicación 1.
El carácter de la invención consiste en la disposición de al menos una caja de tobera en al menos una pared de limitación de preferiblemente un recinto de secado en forma de paralelepípedo, estando dispuestas en la pared lateral de la caja de tobera opuesta al recinto de secado con una distancia entre 100 mm y 1500 mm, preferiblemente entre 150 mm y 900 mm, unas toberas la una respecto a la otra, que poseen una superficie de sección transversal para la salida de gas de secado entre 2000 mm2 y 5000 mm2, preferiblemente entre 2300 mm2 y 3000 mm2, y de la disposición de medios de posicionado en el recinto de secado, que permiten un posicionado de la superficie de un molde de fundición y/o un núcleo de molde de fundición, tratada con recubrimiento de moldes, a una distancia entre 150 mm y 1900 mm, preferiblemente entre 300 mm y 1200 mm, de la pared lateral de la caja de tobera opuesta al recinto de secado.
El carácter de la invención consiste además en que el gas de secado sale de las toberas con una velocidad de corriente entre 20 m/seg y 30 m/seg, preferiblemente entre 25 m/seg y 29 m/seg, que se efectúa un flujo de volumen en gas de secado de entre 170 m3/h y 260 m3/h y que el gas de secado tiene una temperatura de entre 50ºC y 90ºC, preferiblemente de entre 70ºC y 80ºC.
Se ha demostrado que con un método arriba descrito pueden ser secados de manera muy efectiva los recubrimientos de moldes, aplicados sobre la superficie del molde o núcleo de fundición de hasta 1600 mm, en superficies de moldes y/o núcleos de fundición con desniveles, con un disolvente a base de agua, completamente, es decir con un gasto de energía comparativamente escaso, dentro de un tiempo comparativamente corto, sin que surja un soplado de los recubrimientos de moldes en secciones de superficies posicionadas próximo a las toberas y sin que se seque el recubrimiento de moldes solamente de forma incompleta en secciones de superficies más profundas, es decir lejos de las toberas. Esta efectividad de la invención está motivada particularmente en que con el método según la invención una parte considerable de la energía del gas de secado provoca directamente la evaporación del disolvente agua y se produce de manera solamente muy limitada un calentamiento del molde de fundición o del núcleo de molde de fundición.
En este caso pueden estar dispuestas toberas de libre desviación rígidas sencillas en una pared lateral plana de la caja de tobera, es decir al mismo nivel paralelamente a una pared de limitación del recinto de secado. La alineación de las toberas se efectúa preferiblemente de manera que el chorro de gas de secado de una tobera esté orientado perpendicularmente al plano de disposición, es decir, hacia la pared lateral que forma la pared de limitación del recinto de secado de la caja de tobera. Las áreas posicionadas paralelamente a la pared de limitación del recinto de secado de la superficie de un molde de fundición y/o uno o varios núcleos de molde de fundición, tratada con recubrimiento de moldes, son sometidas a un chorreado rebotado, mientras que las áreas de superficie posicionadas en un ángulo de casi 90º son sometidas a un gas de secado según el principio de una placa cargada.
Puede ser oportuno en moldes y/o núcleos de fundición configurados de forma especialmente complicada en superficies considerablemente estructuradas, alinear grupos individuales de toberas o todas las toberas de manera que la dirección del chorro de gas de secado de la(s) tobera(s) desvíe de la vertical al plano de disposición de las toberas. En este caso, las desviaciones del chorro de gas de secado hasta un ángulo...
Reivindicaciones:
1. Método para el secado del recubrimiento de moldes con un disolvente a base de agua en moldes y/o núcleos de fundición, utilizando un dispositivo que presenta al menos un recinto de secado así como un medio para el insuflado de gas de secado en el recinto de secado, donde en al menos una pared de limitación (4) del recinto de secado (3) está dispuesta una caja de tobera (5) con una alimentación de gas (8) dispuesta lateralmente, estando dispuestas en la pared lateral (6), de la caja de tobera (5), opuesta al recinto de secado (3) a una distancia de entre 100 mm y 1500 mm, preferiblemente de entre 150 mm y 900 mm, unas toberas (7) la una de la otra, con una superficie de sección transversal para la salida de gas de secado de entre 2000 mm2 y 5000 mm2, preferiblemente de entre 2300 mm2 y 3000 mm2 y donde en el recinto de secado (3) están presentes unos medios de posicionado (10), mediante los cuales la superficie de los moldes de fundición (2) y/o del núcleo de molde de fundición, tratada con recubrimiento de moldes, pueda ser posicionada a una distancia de entre 150 mm y 1900 mm, preferiblemente de entre 300 mm y 1200 mm, hacia la pared lateral (6) de la caja de tobera (5) opuesta al recinto de secado (3), caracterizado por el hecho de que el gas de secado de las toberas (7) sale con una velocidad de flujo de entre 20 m/seg. y 30 m/seg., preferiblemente de entre 25 m/seg. y 29 m/seg., de que por cada tobera (7) se realiza un flujo de volumen en gas de secado de entre 170 m3/h y 260 m3/h y que el gas de secado posee una temperatura de entre 50ºC y 90ºC, preferiblemente de entre 70ºC y 80ºC.
Patentes similares o relacionadas:
Molde de fundición y procedimiento de fabricación, del 13 de Mayo de 2020, de SCHUNK KOHLENSTOFFTECHNIK GMBH: Procedimiento de fabricación de un molde de fundición para la fundición de metales, en particular de una coquilla de colada continua, en el que el molde de fundición se […]
Máquina y método de fabricación de machos de arena, del 22 de Abril de 2020, de LORAMENDI, S. COOP: Máquina de fabricación de machos de arena que comprende una caja de machos , un dispositivo de soplado adaptado para introducir en la caja de machos una mezcla de […]
MÉTODO E INSTALACIÓN PARA LA FABRICACIÓN DE MACHOS DE ARENA, del 19 de Diciembre de 2019, de LORAMENDI, S. COOP: El método comprende una etapa de generación para generar machos con la forma deseada en un espacio interior delimitado por una caja de trabajo , […]
Proceso para fabricar núcleos conformados de fundición y para colar metales, del 5 de Junio de 2019, de ARKEMA FRANCE: Proceso para preparar una forma para fundición mediante el proceso de caja fría, que comprende las siguientes etapas: a) formar una mezcla para fundición con un aglutinante […]
Uso de combinaciones de amina para núcleos conformados de fundición y metales de fundición, del 22 de Mayo de 2019, de ARKEMA FRANCE: Uso de una combinación de al menos dos aminas terciarias como catalizador para curar una composición de resina compuesta.
MÁQUINA Y MÉTODO DE FABRICACIÓN DE MACHOS DE ARENA, del 28 de Junio de 2018, de LORAMENDI, S. COOP: Máquina de fabricación de machos de arena que comprende una caja de machos ,un dispositivo de soplado para introducir una mezcla de arena con un aglutinante inorgánico en la […]
PROCESO PARA LA CONFORMACIÓN DE ÁNODOS DE COBRE, del 7 de Diciembre de 2016, de ASESORIAS Y SERVICIOS INNOVAXXION SPA: Proceso para la conformación de ánodos de cobre. La presente invención se refiere a un proceso para la conformación de ánodos de cobre en una rueda de […]
Mezclas de material moldeable que contienen sulfato de bario así como procedimiento para la fabricación de moldes de fundición / núcleos, procedimiento para la fundición de aluminio y molde o núcleo que por consiguiente pueden fabricarse, del 12 de Octubre de 2016, de ASK Chemicals GmbH: Mezcla de material moldeable para la fabricación de moldes de fundición para el procesamiento de metal, que comprende al menos: * un material […]