PROCEDIMIENTO Y DISPOSITIVO PARA EL ENDURECIMIENTO DE MACHOS Y MOLDES DE COLADA INORGANICOS.
Procedimiento para el endurecimiento de machos y moldes de colada realizados a partir de sustancias de molde que contienen arena con sistema aglutinante inorgánico,
en el cual el macho o el molde es sometido, en una herramienta moldeadora de machos o caja de machos, mediante la conducción a través del mismo de una corriente de aire caliente, a una temperatura predeterminada para el endurecimiento del macho o del molde, caracterizado porque la conducción de una corriente de aire caliente a través del macho o del molde en la caja de machos tiene lugar en dos etapas, gracias a que en un primer ciclo de endurecimiento se hace pasar una corriente de aire caliente con presión predeterminada, temperatura predeterminada y tiempo predeterminado y, en un segundo denominado ciclo de tratamiento posterior para relajar el macho que se encuentra en la caja de macho o el molde, otra corriente de aire caliente con presión predeterminada, temperatura predeterminada y tiempo predeterminado
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07005348.
Solicitante: LUBER GMBH.
Nacionalidad solicitante: Suiza.
Dirección: BAHNHOFSTRASSE 26/28,9602 BAZENHEID.
Inventor/es: BOVEN,WILHELM.
Fecha de Publicación: .
Fecha Solicitud PCT: 15 de Marzo de 2007.
Fecha Concesión Europea: 23 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B22C9/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas). › Tratamiento de moldes o machos, p. ej. secado, endurecimiento.
Clasificación PCT:
- B22C13/12 B22C […] › B22C 13/00 Máquinas de moldeo para fabricar moldes o machos de forma particular. › para machos.
- B22C15/23 B22C […] › B22C 15/00 Máquinas de moldeo para hacer moldes o machos caracterizadas por su mecanismo de compactación; Sus órganos auxiliares. › Compactación por presión de gas o por vacío.
- B22C9/12 B22C 9/00 […] › Tratamiento de moldes o machos, p. ej. secado, endurecimiento.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Descripción:
Procedimiento y dispositivo para el endurecimiento de machos y moldes de colada inorgánicos.
La presente invención se refiere a un procedimiento para el endurecimiento de machos y moldes de colada realizados a partir de sustancias de molde que contienen arena con un sistema aglutinante inorgánico, en el cual el macho o el molde es sometido, en una herramienta moldeadora de machos (caja de machos), mediante la conducción a través del mismo de una corriente de aire caliente, a una temperatura predeterminada para el endurecimiento del macho o respectivamente el molde.
Un procedimiento de este tipo se conoce gracias al documento DE 101 44 391. Mediante el documento EP-A1- 1 375 031, es conocido además el hecho de hacer pasar a través, una tras otra, dos corrientes de gas a través de un macho de molde. La primera corriente de gas consta, sin embargo, de un gas catalizador, de manera que la segunda corriente de gas, formada por aire a presión caliente limpio, sirve como aire de lavado para limpiar el macho de molde.
La presente invención se plantea el problema de crear un procedimiento y un dispositivo para el endurecimiento de machos y moldes de colada realizados a partir de sustancias de molde que contienen arena con sistema aglutinante orgánico, en el cual el macho o el molde son endurecidos en la herramienta moldeadora de machos (caja de machos), bajo la acción de la temperatura predeterminada, de forma rápida y eficiente, con un olor neutro y libre de emisiones.
Esta optimización tiene lugar según la invención sobre la base de las características de la reivindicación 1. Para la realización de este procedimiento se propone además según la invención un dispositivo con las características de la reivindicación 4.
Las formas de realización ventajosas de la invención son el objetivo de las reivindicaciones subordinadas y se explican a continuación con mayor detalle a partir del dibujo.
Una forma de realización a título de ejemplo del objetivo de la invención se explica a continuación con mayor detalle, a partir del dibujo, el cual muestra en un diagrama de bloques el dispositivo según la invención para el endurecimiento de machos y moldes de colada.
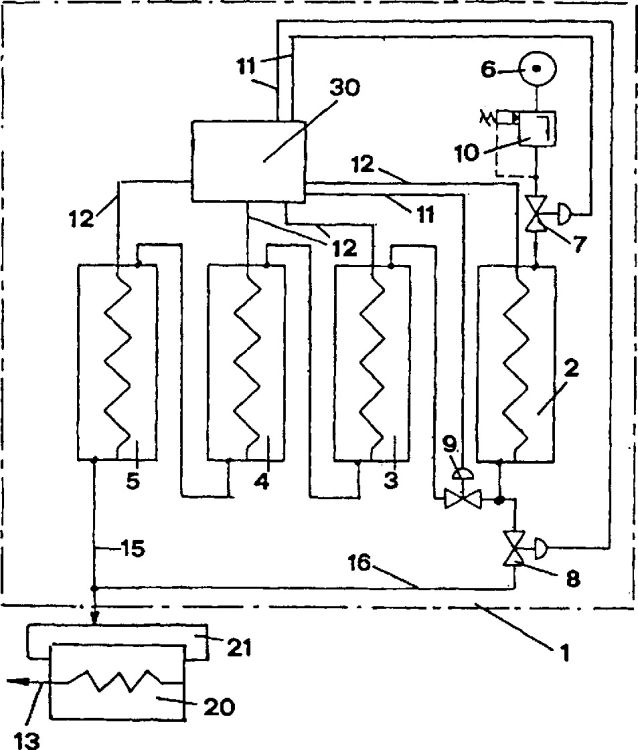
El dispositivo para el endurecimiento de machos o moldes de colada mostrado, que se puede conectar a una herramienta moldeadora de machos (caja de machos) 20, en su caso a través de una denominada placa de absorción de gas 21, realizado a partir de sustancias de molde con sistema aglutinante inorgánico, comprende un aparato de aire caliente a presión 1, conectado antes de la caja de machos 20, para la generación de corriente de aire caliente, que se puede hacer pasar a través del macho o del molde en la caja de machos 20 con una presión predeterminada, una temperatura predeterminada y un tiempo prede- terminado.
La caja de machos 20 está estructurada para ello de tal manera que está garantizada una buena circulación a través de ella con aire a presión caliente con el fin de alcanzar duraciones del ciclo lo más pequeñas posibles. La caja de machos 20 se puede conectar además, de una forma no mostrada, a una moldeadora neumática de machos.
El aparato de aire caliente 1 presenta una calefacción de paso continuo de etapa previa 2 (con un intervalo de temperatura de por ejemplo hasta aproximadamente 80ºC) así como otras calefacciones de paso continuo 3, 4 y 5, en este caso tres conectadas corriente abajo a modo de cascada (con un intervalo de temperatura de por ejemplo hasta aproximadamente 250ºC) para un calentamiento óptimo de la corriente de aire caliente determinada para el endurecimiento de macho en un primer ciclo de trabajo con presión predeterminada, temperatura predeterminada y un tiempo predeterminado.
El aire a presión necesario para ello es suministrado mediante una conducción de aire a presión 6, a través de medios de válvula 7 de la calefacción de paso continuo de etapa previa 2. El aire a presión procedente de la conducción de aire a presión con una presión de por o menos 5,0 bar es regulado, en un regulador de presión 10, mediante una válvula proporcional, con el aumento de presión deseado, en un tiempo de rampa predeterminado, hasta la presión final necesaria.
Para el endurecimiento del macho en el primer ciclo de endurecimiento se abren ahora la válvula 7 mencionada por el lado de entrada de la calefacción de paso continuos de etapa previa 2 así como una válvula 9 en la conducción de presión situada entre la calefacción de paso continuo 2 y las calefacciones de paso continuo 3, 4 y 5 conectadas corriente abajo, de manera que el aire a presión que circula a través con la temperatura final predeterminada llega, a través de la conducción de presión 15, a la caja de machos 20 y circula a través de ella.
Al mismo tiempo, se cierra otra válvula 8 en la conducción de presión 16 directa por el lado de salida de la calefacción de paso continuo de etapa previa 2 y la caja de machos 20.
Tras la finalización del primer ciclo de endurecimiento se cierran, preferentemente, en primer lugar las dos válvulas 7 y 9 mencionadas.
Para un ciclo de tratamiento posterior para relajar el macho que se encuentra en la caja de machos 20 se hace pasar entonces otra corriente de aire caliente con presión predeterminada, aproximadamente al final del ciclo de endurecimiento, con temperatura predeterminada reducida y tiempo predeterminado a través de la caja de machos 20, para lo cual son abiertas la válvula 7 por el lado de entrada de la calefacción de paso continuo de etapa previa 2 así como la válvula 8 por el lado de salida de la calefacción de paso continuo de etapa previa 2 y el aire caliente a presión llega, con una temperatura predeterminada por la calefacción de paso continuo de etapa previa 2, a través de la conducción de presión 16 y el regulador 10, directamente a la caja de machos 20. Tras la finalización del ciclo de tratamiento posterior se cierran las válvulas 7 y 8.
Para alcanzar un endurecimiento óptimo de los machos está equipada cada calefacción de paso continuo 2, 3, 4 y 5 con una regulación de temperatura electrónica propia (no mostrada) en una instalación de control 30 electrónica programable. El control tiene lugar al mismo tiempo mediante unas conducciones de control 12 adecuadas. La calefacción de la caja de machos 20, por el contrario, es controlada por la moldeadora neumática de machos (no mostrada) a través de la conducción 13. Además, las válvulas mencionadas 7, 8 y 9 están conectadas, para su conmutación a través de conducciones de presión 11, asimismo con la instalación de control 30 electrónica.
Mediante la utilización exclusiva de sistemas de medio aglutinante inorgánicos se liberan, con las medidas según la invención, durante la fabricación de machos, únicamente emisiones extraordinariamente pequeñas. El procedimiento según la invención y el dispositivo según la invención son adecuados tanto para la fabricación individual de machos y moldes como también, en particular, para la fabricación en serie, consiguiéndose propiedades óptimas para los machos y los moldes.
Además, la arena vieja se puede utilizar, tras la expulsión de machos, casi por completo sin una regeneración compleja. Dado que al mismo tiempo, de forma similar al procedimiento "Cold-Box" entre otros, no es necesaria regeneración térmica alguna, la misma solicitante desarrolló una instalación de regeneración correspondiente y la presentó para ser patentada en la misma fecha en que se depositó la presente solicitud de patente. Una instalación de regeneración de este tipo para sustancias de molde que contienen arena con sistema aglutinante inorgánico tiene, frente a las instalaciones de regeneración térmicas convencionales, costes de inversión menores y necesidades de espacio menores.
Evidentemente son posibles variantes de formas de realización en el marco de esta invención, sin apartarse, por ello, de la idea de la invención. Por ejemplo, la regulación de la corriente de aire caliente puede tener lugar, en lugar de con las dos válvulas de dos vías 8 y 9, para el ciclo de endurecimiento y el ciclo de tratamiento posterior también mediante una válvula de tres vías. Además, puede estar dispuesta una válvula adicional entre la caja de machos 20, la conducción de presión 15 por el lado de salida de la última calefacción de paso continuo 5 y la conducción de presión 16, que se puede controlar con la válvula 8, con el fin de impedir, durante el funcionamiento correspondiente, corrientes de reflujo en la conducción de presión 16 ó 15. Además, los medios aglutinantes inorgánicos utilizados en este caso y el medio de arena de machos pueden ser variables.
Reivindicaciones:
1. Procedimiento para el endurecimiento de machos y moldes de colada realizados a partir de sustancias de molde que contienen arena con sistema aglutinante inorgánico, en el cual el macho o el molde es sometido, en una herramienta moldeadora de machos o caja de machos, mediante la conducción a través del mismo de una corriente de aire caliente, a una temperatura predeterminada para el endurecimiento del macho o del molde, caracterizado porque la conducción de una corriente de aire caliente a través del macho o del molde en la caja de machos tiene lugar en dos etapas, gracias a que en un primer ciclo de endurecimiento se hace pasar una corriente de aire caliente con presión predeterminada, temperatura predeterminada y tiempo predeterminado y, en un segundo denominado ciclo de tratamiento posterior para relajar el macho que se encuentra en la caja de macho o el molde, otra corriente de aire caliente con presión predeterminada, temperatura predeterminada y tiempo predeterminado.
2. Procedimiento según la reivindicación 1, caracterizado porque la corriente de aire caliente es precalentada en una primera etapa de calentamiento y en una segunda etapa de calentamiento es calentada hasta la temperatura final predeterminada para el ciclo de endurecimiento, así como la corriente de aire caliente es suministrada, para el ciclo de procesamiento posterior, con desconexión de la segunda etapa de calefacción, directamente desde la primera etapa de calentamiento a la caja de machos.
3. Procedimiento según las reivindicaciones 1 y 2, caracterizado porque la corriente de aire caliente de la primera etapa de calefacción comprende un intervalo de temperatura de hasta aproximadamente 80ºC y la corriente de aire caliente de la segunda etapa de calentamiento un intervalo de temperatura de hasta aproximadamente 250ºC.
4. Dispositivo para la realización del procedimiento según la reivindicación 1, para el endurecimiento de machos y moldes de colada de sustancias de molde que contienen arena con un sistema aglutinante inorgánico, en el que el macho o el molde son sometidos en una herramienta moldeadora de machos (20) a una temperatura predeterminada para el endurecimiento de machos o de moldes, con un aparato de aire caliente a presión (1), que se puede conectar antes de la caja de machos (20), para la generación de una corriente de aire caliente que se puede hacer pasar a través del macho o del molde en la caja de machos (20) con presión predeterminada, temperatura predeterminada y tiempo predeterminado, caracterizado porque el aparato de aire caliente a presión (1) presenta una calefacción de paso continuo de etapa previa (2) así como otras calefacciones de paso continuo (3, 4 y 5), conectadas corriente abajo, pudiendo suministrarse el aire a presión, mediante una conducción de aire a presión (6), a través de unos medios de válvula (7), con un regulador de presión (10) conectado corriente arriba con una válvula proporcional, a la calefacción de paso continuo de etapa previa (2), cuya salida está, de forma conmutable mediante unos medios de válvula (8 y 9), en conexión de circulación con las calefacciones de paso continuo (3, 4 y 5) conectadas corriente abajo para un ciclo de endurecimiento o directamente con la caja de machos (20) para un ciclo de tratamiento posterior.
5. Dispositivo según la reivindicación 4, caracterizado porque cada calefacción de paso continuo (2, 3, 4 y 5) comprende una regulación de temperatura electrónica de una instalación de control (30) electrónica programable, con cuya instalación de control (30) están conectadas las válvulas (7, 8 y 9).
Patentes similares o relacionadas:
Molde de fundición y procedimiento de fabricación, del 13 de Mayo de 2020, de SCHUNK KOHLENSTOFFTECHNIK GMBH: Procedimiento de fabricación de un molde de fundición para la fundición de metales, en particular de una coquilla de colada continua, en el que el molde de fundición se […]
Máquina y método de fabricación de machos de arena, del 22 de Abril de 2020, de LORAMENDI, S. COOP: Máquina de fabricación de machos de arena que comprende una caja de machos , un dispositivo de soplado adaptado para introducir en la caja de machos una mezcla de […]
MÉTODO E INSTALACIÓN PARA LA FABRICACIÓN DE MACHOS DE ARENA, del 19 de Diciembre de 2019, de LORAMENDI, S. COOP: El método comprende una etapa de generación para generar machos con la forma deseada en un espacio interior delimitado por una caja de trabajo , […]
Proceso para fabricar núcleos conformados de fundición y para colar metales, del 5 de Junio de 2019, de ARKEMA FRANCE: Proceso para preparar una forma para fundición mediante el proceso de caja fría, que comprende las siguientes etapas: a) formar una mezcla para fundición con un aglutinante […]
Uso de combinaciones de amina para núcleos conformados de fundición y metales de fundición, del 22 de Mayo de 2019, de ARKEMA FRANCE: Uso de una combinación de al menos dos aminas terciarias como catalizador para curar una composición de resina compuesta.
MÁQUINA Y MÉTODO DE FABRICACIÓN DE MACHOS DE ARENA, del 28 de Junio de 2018, de LORAMENDI, S. COOP: Máquina de fabricación de machos de arena que comprende una caja de machos ,un dispositivo de soplado para introducir una mezcla de arena con un aglutinante inorgánico en la […]
PROCESO PARA LA CONFORMACIÓN DE ÁNODOS DE COBRE, del 7 de Diciembre de 2016, de ASESORIAS Y SERVICIOS INNOVAXXION SPA: Proceso para la conformación de ánodos de cobre. La presente invención se refiere a un proceso para la conformación de ánodos de cobre en una rueda de […]
Mezclas de material moldeable que contienen sulfato de bario así como procedimiento para la fabricación de moldes de fundición / núcleos, procedimiento para la fundición de aluminio y molde o núcleo que por consiguiente pueden fabricarse, del 12 de Octubre de 2016, de ASK Chemicals GmbH: Mezcla de material moldeable para la fabricación de moldes de fundición para el procesamiento de metal, que comprende al menos: * un material […]