Método de inspección de recipientes y dispositivo de inspección de recipientes.
Un método de inspección de recipientes para inspeccionar la calidad de un recipiente sellado finalmenteconfigurado (14) obtenido conformando un material laminado de envasado (1) a manera de banda,
que tiene líneasde plegado predeterminadas, para darle la configuración de un tubo, superponiendo ambos extremos del material deenvasado (1) para formar un solapamiento, sellando longitudinalmente el material de envasado (1) en la direcciónlongitudinal para formar una zona de sellado longitudinal (26) en el solapamiento, cargando alimento en el materialde envasado configurado como un tubo, prensando el material de envasado (1) en cada intervalo predeterminado enla dirección de cruce para sellar el material de envasado (1) mediante sellado transversal a fin de formar una zonade sellado transversal (23), cortando por el medio de la zona de sellado transversal (23) para obtener una formaciónpreliminar (12) a manera de almohada y sellando unas solapas (24, 25) formadas por plegado a lo largo de laslíneas de plegado contra la pared lateral (22) del recipiente y/o contra una cara inferior (22b) del recipiente, cuyométodo comprende:
girar las solapas (24, 25) selladas contra la pared del recipiente alrededor de un lado de arista (25a, 24a), en dondelas solapas se comunican íntegramente con la pared (22) del recipiente, para despegar las solapas (24, 25) de lapared (22) del recipiente;
retornar a una configuración de la formación preliminar (12) a manera de almohada;
cortar la pared (22) del recipiente y expulsar el alimento cargado para preparar un cuerpo muestreado (71);
medir la capacidad electrostática y el factor de pérdida en dicha zona de sellado del cuerpo muestreado parainspeccionar la calidad del sellado;
medir una anchura de solapamiento en el cuerpo muestreado inspeccionado en sellado y una falta de planicidad enla superficie externa del borde de la zona de sellado transversal en el interior del recipiente mediante una unidad(64) de procesamiento de imágenes para inspeccionar la anchura del solapamiento y la falta de planicidad porprocesamiento de imágenes;
disponer un primer electrodo a cierta distancia de dicha zona de sellado del cuerpo muestreado (71);
disponer un segundo electrodo de modo que haga contacto con el cuerpo muestreado (71); einspeccionar daños en la zona de sellado basándose en una corriente de realimentación que circula por el segundoelectrodo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2003/013230.
Solicitante: TETRA LAVAL HOLDINGS & FINANCE S.A..
Nacionalidad solicitante: Suiza.
Dirección: AVENUE GENÉRAL-GUISAN 70 1009 PULLY SUIZA.
Inventor/es: OTSUKA, YUZO, KINOSHITA,Shigehiro, ISHIDA,Toshiro, MORIYA,Toshio.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/82 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › Ensayo de las juntas.
- B65B57/00 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18).
- B65B57/02 B65B […] › B65B 57/00 Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18). › sensibles a la ausencia, presencia, a la alimentación anormal o a la mala presentación del producto de fijación o de embalaje de receptáculos o de paquetes.
- G01N21/90 FISICA. › G01 METROLOGIA; ENSAYOS. › G01N INVESTIGACION O ANALISIS DE MATERIALES POR DETERMINACION DE SUS PROPIEDADES QUIMICAS O FISICAS (procedimientos de medida, de investigación o de análisis diferentes de los ensayos inmunológicos, en los que intervienen enzimas o microorganismos C12M, C12Q). › G01N 21/00 Investigación o análisis de los materiales por la utilización de medios ópticos, es decir, utilizando rayos infrarrojos, visibles o ultravioletas (G01N 3/00 - G01N 19/00 tienen prioridad). › en un recipiente o en su contenido (G01N 21/91 tiene prioridad).
- G01N27/22 G01N […] › G01N 27/00 Investigación o análisis de materiales mediante el empleo de medios eléctricos, electroquímicos o magnéticos (G01N 3/00 - G01N 25/00 tienen prioridad; medida o ensayo de variables eléctricas o magnéticas o de las propiedades eléctricas o magnéticas de los materiales G01R). › investigando la capacidad.
- G01N33/00 G01N […] › Investigación o análisis de materiales por métodos específicos no cubiertos por los grupos G01N 1/00 - G01N 31/00.
PDF original: ES-2385036_T3.pdf
Fragmento de la descripción:
Método de inspección de recipientes y dispositivo de inspección de recipientes.
Campo técnico
La invención se refiere a un método de inspección de recipientes y a un dispositivo de inspección de recipientes para inspeccionar la calidad de un recipiente hecho de papel y similares, lleno de un alimento líquido, tal como zumo y leche.
Antecedentes técnicos En algunos sistema de envasado y llenado de recipientes hechos de papel, llenos de un alimento líquido tal como zumo y leche, se obtienen las formas finales de los recipientes conformando materiales laminados de envasado a manera de banda, que tienen líneas de plegado predeterminadas, para darles la configuración de un tubo, superponiendo ambos extremos del material de envasado y formando un solapamiento, sellándolo longitudinalmente en la dirección longitudinal del tubo por medio del solapamiento, cargando alimento en el material de envasado tubular, prensando el material de envasado tubular en los intervalos predeterminados para sellar el material por medio de un sellado transversal en dirección transversal, cortando en el centro de la zona de sellado transversal para obtener una formación preliminar a manera de almohada y sellando unas solapas que contienen la zona de sellado transversal formada por plegado a lo largo de las líneas de plegado contra la pared lateral del recipiente y la cara del fondo del recipiente.
El documento JP 59-154641 U revela un método de cortar y abrir recipientes para su inspección.
El documento JP 08-301241 A revela un método de inspeccionar sellados en bolsas de retorta utilizando sensores de capacidad electrostática que se fijan en posición para mantener la parte de adhesión por calor de modo que esté posicionada enfrente del miembro metálico opuesto de la parte de medición.
El documento JP 2002-189021 revela un método de inspeccionar partes de recipientes por medio de un par de electrodos mediante la aplicación de una tensión de inspección.
La figura 1 muestra un esbozo de un ejemplo de una máquina de envasado y llenado para el recipiente hecho de papel. La máquina de llenado mostrada en este ejemplo desenrolla una banda de material de envasado 1 que tiene una capa de material termoplástico sobre las capas interior y exterior, enrollada en forma de rollo, la transfiere a la máquina de llenado por medio de rodillos, pega una cinta 2 a modo de tira a un extremo de la banda de material de envasado por un aplicador 3 de cinta a modo de tira, pasa la banda de material de envasado en un baño de estilización 4 y la esteriliza, retira el agente esterilizante con una cuchilla de aire 5, conforma el material de envasado tubular con un rodillo de conformación 6, forma un solapamiento superponiendo ambos extremos del material de envasado, sella longitudinalmente el solapamiento en la dirección longitudinal del tubo con un elemento de sellado longitudinal 8 para formar una zona de sellado longitudinal, carga alimento líquido en el tubo desde un tubo de llenado 7, empareda este tubo con una mordaza de sellado 10 y una mordaza opuestamente ubicada 11 mientras envía este tubo hacia abajo en una longitud equivalente a un recipiente de envasado, forma dos zonas de sellado transversales por sellado transversal en la dirección de cruce, al mismo tiempo produce continuamente una formación preliminar 12 a manera de almohada, corta por el medio de la zona de sellado de la formación preliminar conectada a manera de almohada con una cuchilla o similar para separar la formación preliminar individual 13 a manera de almohada, dobla unas solapas sobre las partes superior e inferior de la formación preliminar separada a manera de almohada en un plegador final 15 para formar un recipiente de envasado y llenado 14 finalmente conformado.
La figura 2 muestra un aspecto en el que la formación preliminar 13 a manera de almohada es plegada en el plegador final 15. La formación preliminar 13 a manera de almohada es sellada por dos zonas de sellado transversales (líneas transversales) 23 y una zona de sellado longitudinal 26. La formación preliminar 13 a manera de almohada tiene unas paredes laterales 22, 22b y 22a definidas por las líneas de plegado (véase la figura 2 (a) ) . Como se muestra en la figura 2 (b) , el cuerpo principal de la formación preliminar a manera de almohada se conforma como un sólido rectangular a lo largo de las líneas de plegado. En el borde se conforman la zona de sellado transversal 23 y las solapas 24, 25 de manera que se alcen verticalmente desde la pared del recipiente. La zona de sellado transversal 23 se alza verticalmente desde la cara inferior 22b hasta la cara superior 22a. Las solapas 24 y 25 se comunican de manera enteriza con la pared del recipiente a través de lados de arista 25a y 24a. A continuación, como se muestra en la figura 2 (c) , después de que se pliegue la zona de sellado transversal 23, se giran las solapas alrededor del lado de arista tomado como centro, se pliega una solapa lateral superior 24 del recipiente hacia la pared lateral 22 y se pliega la solapa lateral inferior 25 del recipiente hacia la cara inferior 22b. La figura 3 muestra vistas en perspectiva de la silueta de un recipiente sólido rectangular hecho de papel para llenado con alimento líquido (figura 3 (a) ) de acuerdo con el aspecto plegado mostrado en la figura 2 y un recipiente hecho de papel para llenado con alimento líquido (figura 3 (b) ) , cuyo centro del cuerpo principal es una columna octangular de acuerdo con un aspecto similar. Los recipientes 14 tienen una zona de sellado transversal plegada 23, unas paredes 22 y 22a del recipiente y una zona de sellado longitudinal 26 que corre hasta la cara inferior desde la pared superior 22a a través de la pared del recipiente en la parte trasera, y está provisto de la solapa 24 plegada a través del lado de arista 24a. Cada recipiente, tiene un agujero de sellado 33 para la penetración de una paja, una espita 32 y una lengüeta 31 de arranque del sellado.
Se tiene que realizar un sellado suficiente en dicha zona de sellado para impedir que el alimento líquido contenido en el recipiente se escape y quede expuesto al aire externo. Sin embargo, si la temperatura y la presión sobre el sellado transversal son inapropiadas, el material plástico fundido en el material laminado de envasado puede penetrar en el recipiente en el que se carga el contenido. La sustancia en fusión contacta directamente con los alimentos líquidos contenidos y se vuelve frágil por enfriamiento brusco, y el material laminado puede desprenderse del lugar sobresaliente. Para el sellado, es necesario obtener un sellado transversal cuya sustancia fundida no penetre en el recipiente. Además, para la formación se pueden concentrar esfuerzos en la porción formada o en la porción plegada, produciendo así daños, tales como picaduras y grietas. Y, además, se pueden causar daños de sellado defectuoso. Los recipientes de alimento líquido comercializados por la máquina de envasado y llenado son muestreados después regular e individualmente por el operador de la máquina para fines de inspección, y el recipiente muestreado, cuya solapa es despegada, es deformado hasta una forma semejante a una almohada desde una forma sólida rectangular, y luego es inspeccionado en cuanto a resistencia del sellado, presencia o ausencia de picaduras y anchura de solapamiento adicional del sellado longitudinal en dependencia del procedimiento empírico del operador.
Exposición de la invención El procedimiento anterior individual y empírico del operador es una inspección que combina una inspección de despegado manual, una inspección de picaduras por teñido con tinta y un ensayo de continuidad y similares, además de la inspección visual por parte del operador. Sin embargo, la inspección de calidad depende en gran medida de factores empíricos que sobrecargan en amplio grado al operador y que causan también probablemente errores humanos tales como omisiones de registro y errores de escritura. Debido a que la inspección por un procedimiento empírico se basa en la estimación subjetiva del operador, los resultados pueden variar con la persona individual y es difícil almacenar estadísticamente los datos objetivos. Esta invención está destinada a proporcionar un método de inspección de recipientes y un dispositivo de inspección de recipientes que no sean un método de inspección de la calidad de recipientes por un procedimiento individual y empírico del operador, no estén influenciado por la pericia del operador y puedan eliminar errores humanos tales como omisiones de registro y errores de escritura, no se basen en la estimación subjetiva del operador y sus resultados... [Seguir leyendo]
Reivindicaciones:
1. Un método de inspección de recipientes para inspeccionar la calidad de un recipiente sellado finalmente configurado (14) obtenido conformando un material laminado de envasado (1) a manera de banda, que tiene líneas de plegado predeterminadas, para darle la configuración de un tubo, superponiendo ambos extremos del material de envasado (1) para formar un solapamiento, sellando longitudinalmente el material de envasado (1) en la dirección longitudinal para formar una zona de sellado longitudinal (26) en el solapamiento, cargando alimento en el material de envasado configurado como un tubo, prensando el material de envasado (1) en cada intervalo predeterminado en la dirección de cruce para sellar el material de envasado (1) mediante sellado transversal a fin de formar una zona de sellado transversal (23) , cortando por el medio de la zona de sellado transversal (23) para obtener una formación preliminar (12) a manera de almohada y sellando unas solapas (24, 25) formadas por plegado a lo largo de las líneas de plegado contra la pared lateral (22) del recipiente y/o contra una cara inferior (22b) del recipiente, cuyo método comprende:
girar las solapas (24, 25) selladas contra la pared del recipiente alrededor de un lado de arista (25a, 24a) , en donde las solapas se comunican íntegramente con la pared (22) del recipiente, para despegar las solapas (24, 25) de la pared (22) del recipiente;
retornar a una configuración de la formación preliminar (12) a manera de almohada;
cortar la pared (22) del recipiente y expulsar el alimento cargado para preparar un cuerpo muestreado (71) ;
medir la capacidad electrostática y el factor de pérdida en dicha zona de sellado del cuerpo muestreado para inspeccionar la calidad del sellado;
medir una anchura de solapamiento en el cuerpo muestreado inspeccionado en sellado y una falta de planicidad en la superficie externa del borde de la zona de sellado transversal en el interior del recipiente mediante una unidad (64) de procesamiento de imágenes para inspeccionar la anchura del solapamiento y la falta de planicidad por procesamiento de imágenes;
disponer un primer electrodo a cierta distancia de dicha zona de sellado del cuerpo muestreado (71) ;
disponer un segundo electrodo de modo que haga contacto con el cuerpo muestreado (71) ; e inspeccionar daños en la zona de sellado basándose en una corriente de realimentación que circula por el segundo electrodo.
2. El método de inspección de recipientes según la reivindicación 1, que comprende procesar los resultados de inspección de dicha inspección de calidad del sellado, dicha inspección por procesamiento de imágenes y dicha inspección de daños en la zona de sellado, almacenar dichos resultados y entregarlos.
3. Un dispositivo de inspección de recipientes para inspeccionar un recipiente sellado finalmente configurado (14) obtenido conformando un material laminado de envasado (1) a manera de banda, que tiene líneas de plegado predeterminadas, para darle la configuración de un tubo, superponiendo ambos extremos del material de envasado
(1) para formar un solapamiento, sellando longitudinalmente el material de envasado (1) en la dirección longitudinal para formar una zona de sellado longitudinal (26) en el solapamiento, cargando alimento en el material de envasado configurado como un tubo, prensando el material de envasado (1) en cada intervalo predeterminado en la dirección de cruce para sellar el material de envasado (1) mediante el sellado transversal a fin de formar una zona de sellado transversal (23) , cortando por el medio de la zona de sellado transversal (23) para obtener una formación preliminar
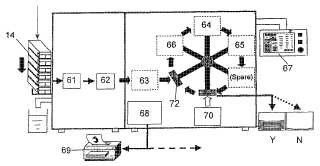
(12) a manera de almohada y sellando unas solapas (24, 25) formadas por plegado a lo largo de las líneas de plegado contra la pared lateral (22) del recipiente y/o contra una cara inferior (22b) del recipiente, cuyo dispositivo comprende: una unidad de procesamiento previo (61) para girar las solapas (24, 25) selladas contra la pared (22) del recipiente alrededor de un lado de arista (25a, 24a) , en donde las solapas (24, 25) se comunican íntegramente con la pared (22) del recipiente, para despegar las solapas de la pared (22) del recipiente, y para retornar a una configuración de la formación preliminar (12) a manera de almohada;
una unidad (62) de preparación de cuerpos muestreados para cortar la pared (22) del recipiente de manera que sobresalga del alimento cargado a fin de preparar el cuerpo muestreado (71) ;
una unidad de calidad de sellado para medir la capacidad electrostática y el factor de pérdida en dicha zona de sellado del cuerpo muestreado (71) a fin de inspeccionar la calidad del sellado;
una unidad (64) de procesamiento de imágenes para medir una anchura de solapamiento en el cuerpo muestreado inspeccionado en sellado y una falta de planicidad en la superficie externa del borde de la zona de sellado transversal en el interior del recipiente a fin de inspeccionar la anchura de solapamiento y la falta de planicidad por procesamiento de imágenes;
una unidad (65) de inspección de daños del sellado para disponer un primer electrodo a cierta distancia de dicha zona de sellado del cuerpo muestreado (71) , disponer un segundo electrodo de modo que haga contacto con dicho cuerpo muestreado (71) e inspeccionar daños en la zona de sellado basándose en una corriente de realimentación que circula por el segundo electrodo.
4. El dispositivo de inspección de recipientes según la reivindicación 3, que comprende una unidad de clasificación y control para controlar dicha unidad de calidad del sellado, dicha unidad (64) de procesamiento de imágenes y dicha unidad (65) de inspección de daños del sellado, recibir un resultado de estimación de acuerdo con una señal de mando y clasificar dicho cuerpo muestreado (71) de acuerdo con la aceptabilidad del resultado de estimación.
FIG. 10
Patentes similares o relacionadas:
 Dispositivo de análisis de la composición del contenido de un recipiente por medición de absorción, del 24 de Junio de 2020, de MANNESCHI,ALESSANDRO: Dispositivo de análisis de la composición del contenido de un recipiente, que comprende unos medios de análisis espectral del contenido del recipiente […]
Dispositivo de análisis de la composición del contenido de un recipiente por medición de absorción, del 24 de Junio de 2020, de MANNESCHI,ALESSANDRO: Dispositivo de análisis de la composición del contenido de un recipiente, que comprende unos medios de análisis espectral del contenido del recipiente […]
Dispositivo de inspección, instalación de fabricación con dispositivo de inspección y procedimiento de inspección para recipientes, del 10 de Junio de 2020, de Mühlbauer GmbH & Co. KG: Dispositivo de inspección para examinar recipientes dispuestos de manera fija sobre una máquina de procesamiento , que comprende una cámara […]
Herramienta de control de detección por láser de longitud de onda múltiple, del 13 de Mayo de 2020, de EMHART GLASS S.A.: Un dispositivo de inspección de envases de vidrio para inspeccionar una zona de acabado de un envase de vidrio, que comprende: un rotador configurado para […]
Inspección óptica de recipientes, del 6 de Mayo de 2020, de OWENS-BROCKWAY GLASS CONTAINER INC.: Un aparato para inspeccionar una boca (M) de un recipiente (C) que tiene una base (B) con una picada (P) opuesta a la boca del recipiente, incluyendo dicho aparato: […]
Aparato de impresión de latas, del 29 de Abril de 2020, de I. Mer Co., Ltd: Aparato de impresión de latas que comprende: una impresora principal que tiene múltiples cilindros de placa para la impresión de diferentes colores y la […]
Procedimiento y dispositivo de observación y de análisis de singularidades ópticas llevadas por recipientes de vidrio, del 22 de Abril de 2020, de TIAMA: Procedimiento de observación y de análisis de singularidades ópticas , que desvían la luz, llevadas en la superficie o en la pared de un recipiente […]
Dispositivo y procedimiento para inspeccionar recipientes, del 8 de Abril de 2020, de Syntegon Technology GmbH: Dispositivo para inspeccionar recipientes , que comprende al menos un módulo de inspección para inspeccionar recipientes , al […]
Procedimiento, dispositivo y línea de inspección para visualizar la planitud de una superficie de anillo de recipiente, del 1 de Abril de 2020, de TIAMA: Procedimiento de visualización de la planitud de una superficie de anillo real de un recipiente , teniendo la superficie de anillo una geometría teórica plana […]