MÉTODO DE FABRICACIÓN DE UN TUBO RECEPTOR DE ENERGÍA SOLAR Y TUBO ASÍ FABRICADO.
Método de fabricación de un tubo receptor de energía solar y tubo así fabricado de los que comprenden un tubo exterior de vidrio,
uno interior absorbedor de metal por el que circula el fluido caloportador y una zona intermedia en la que se realiza el vacío que comprende las siguientes etapas:
i. Fabricación de los tubos metálicos.
ii. Fabricación de los tubos de vidrio: un tubo de vidrio central de mayor longitud y dos tubos de vidrio para los extremos de menor longitud.
iii. Proceso de fabricación de los Anillos ASTM F-15 o elementos de transición vidriometal.
iv. Proceso de soldadura de los anillos ASTM F-15 a los tubos.
v. Proceso de fabricación de los conjuntos de dispositivos compensadores de expansión o bellows.
vi. Ensamblaje de los productos obtenidos en las operaciones anteriores.
vii. Realización del vacío y anodizado de soldaduras.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200901950.
Solicitante: ABENGOA SOLAR NEW TECHNOLOGIES, S.A.
Nacionalidad solicitante: España.
Inventor/es: MARTINEZ SANZ,NOELIA, BOMBIN ORTEGA,PABLO JOSE, PELAEZ FOMBELLIDA,JAVIER, Rico Sánchez,José Angel, PEREZ ULLIBARRI,JAVIER ASENSIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F24J2/05
- F24J2/46
Fragmento de la descripción:
Método de fabricación de un tubo receptor de energía solar y tubo así fabricado.
Sector técnico de la invención
La presente invención tiene por objeto presentar la secuencia de montaje de los diferentes componentes individuales que componen un tubo receptor de energía solar y el tubo así obtenido.
Antecedentes de la invención
El principio general de la tecnología termosolar está basado en el concepto de la concentración de la radiación solar para producir generalmente vapor, que es utilizado posteriormente en plantas eléctricas convencionales.
La captación de energía solar, que tiene una densidad relativamente baja, es uno de los mayores retos en el desarrollo de plantas termosolares. Existen dos tipos de concentradores solares: concentradores lineales y concentradores puntuales. La concentración lineal es más fácil de instalar al tener menos grados de libertad, pero tiene un factor de concentración menor y por lo tanto puede alcanzar menores temperaturas que la tecnología de concentración puntual.
Es por eso que se trata de avanzar en el desarrollo de los tubos receptores usados en la concentración lineal, para tratar de aumentar el factor de concentración que en ellos se logra y disminuir las pérdidas, de manera que el rendimiento global de la planta de concentración se vea incrementado.
La invención que nos ocupa explica el procedimiento de montaje de uno de estos tubos receptores, de tecnología mejorada respecto a lo existente en el estado de la técnica, así como el tubo obtenido.
En general, un tubo receptor consta de dos tubos concéntricos entre los cuales se genera el vacío. El tubo interior, por el que circula el fluido que se calienta, es metálico y el tubo exterior es de vidrio, habitualmente de borosilicato.
Entre el tubo metálico y el tubo de vidrio se instalarán, en los extremos del tubo, una serie de elementos o dispositivos cada uno con una función determinada. Los más comunes son: dispositivo compensador de expansión o bellow, getter evaporable o detector de vacío, getter no evaporable o afinador de vacío y diferentes elementos de conexión necesarios entre estos dispositivos.
En cuanto a los antecedentes sobre este tipo de procedimientos no merece la pena citar ninguno en concreto puesto que, dependiendo de los componentes del tubo concreto que se vaya a fabricar, el procedimiento de montaje se realizará de una u otra forma. Como ejemplo de tubo, pero que presenta elementos con diferente diseño y situados en distinto lugar y, no siendo objeto de este documento pormenorizarlos, se puede citar la patente US 20070209658 de SCHOTT.
Descripción de la invención
La invención consiste en desarrollar un procedimiento de montaje eficiente para un tubo receptor de los utilizados en los concentradores solares lineales, ya sea para concentradores cilindro-parabólicos o fresnel.
Las partes principales que comprenden el tubo receptor son:
• Sistema de compensación de expansión o bellows.
• Tapa.
• Vaso.
• Elemento de transición vidrio-metal o anillo de una aleación estandarizada de hierro- cobalto-níquel para cierres herméticos de vidrio-metal (denominada ASTM F-15, UNSK94610 o 29-17 alloy).
• Getter no evaporable con lazo y sistema de cierre.
• Getter evaporable con clip de sujeción.
• Tubos de borosilicato.
• Tubo metálico.
Todos ellos son elementos individuales a excepción del conjunto del dispositivo de compensación de expansión o bellows el cual aglutina, en un proceso de montaje independiente, la fabricación de todo el conjunto mecánico de compensación de expansión, así como la inclusión de los getters evaporables y no evaporable y sus soportes asociados.
Para los getters no evaporables o afinador de vacío, el soporte consiste en un cable en el que se insertan las pastillas de material getter a través de un taladro que tienen hecho en el centro. El cable tiene un cierre con una parte hembra y una parte macho que se unirán en el momento en que todas las pastillas se encuentren insertadas.
Para el getter evaporable o detector de vacío, el soporte consiste en un clip con una terminación circular en la que se introducirá la pastilla de material getter evaporable.
El procedimiento de fabricación del tubo receptor completo engloba, por tanto, las siguientes etapas:
i. Proceso de fabricación de los tubos metálicos (generalmente de acero).
ii. Proceso de fabricación de los tubos de vidrio (hay tres, el central de aproximadamente 3.6 m de longitud y dos para los extremos de aproximadamente 0.2 m de longitud).
iii. Proceso de fabricación de los anillos de ASTM F-15.
iv. Proceso de soldadura de los anillos de ASTM F-15 a los tubos.
v. Proceso de fabricación de los conjuntos de bellows (son dos, uno para cada extremo del tubo). Los pasos a seguir para montar este conjunto se detallarán en la realización preferente.
vi. Ensamblaje de los conjuntos anteriores.
vii. Realización del vacío en la zona intermedia, entre el tubo de vidrio y el de metal y aplicar spray de anodizado a las soldaduras.
A continuación y con ayuda de las figuras, se dará una explicación más pormenorizada de todas y cada una de las fases que comprende cada una de las etapas del procedimiento.
Descripción de los dibujos
Para completar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de la invención, se acompaña un juego de dibujos donde, con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
Figura 1: Proceso de fabricación de los conjuntos de bellows. Paso 1. Producto 1.
Figura 2: Proceso de fabricación de los conjuntos de bellows. Paso 2. Producto 2.
Figura 3: Proceso de fabricación de los conjuntos de bellows. Paso 3. Producto 3.
Figura 4: Proceso de fabricación de los conjuntos de bellows. Paso 4. Producto 4.
Figura 5: Proceso de fabricación de los conjuntos de bellows. Paso 5. Producto 5.
Figura 6: Proceso de fabricación de los conjuntos de bellows. Paso 6. Producto 6.
Figura 7: Proceso de fabricación de los conjuntos de bellows. Paso 7. Producto 7.
Figura 8: Proceso de fabricación de los conjuntos de bellows. Paso 8. Producto 8.
Figura 9: Proceso de fabricación de los conjuntos de bellows. Paso 9. Producto 9.
Figura 10: Pinzas de sujeción.
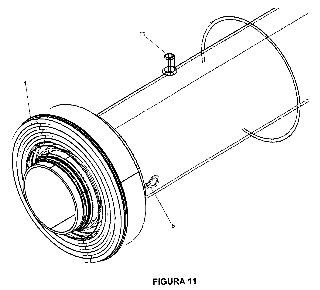
Figura 11: Extremo del tubo completo con oliva para hacer el vacío.
Figura 12: Vista en perspectiva del tubo receptor completo.
Listado de referencias
Realización preferente de la invención
Para lograr una mayor comprensión de la invención a continuación se va a describir el procedimiento de fabricación según una realización preferente.
Como se dijo anteriormente, el procedimiento engloba una serie de etapas principales (i-vii) de las que se van a estudiar sus fases respectivas.
i. Proceso de fabricación de los tubos metálicos
En...
Reivindicaciones:
1. Método de fabricación de un tubo receptor de energía solar de los que comprenden un tubo exterior de vidrio, un tubo absorbedor interior de metal por el que circula el fluido caloportador y una zona intermedia en la que se realiza el vacío que comprende las siguientes etapas:
i. Fabricación de los tubos metálicos.
ii. Fabricación de los tubos de vidrio: un tubo de vidrio central de mayor longitud y dos tubos de vidrio para los extremos de menor longitud.
iii. Proceso de fabricación de los anillos de ASTM F-15 o elementos de transición vidrio-metal.
iv. Proceso de soldadura de los anillos de ASTM F-15 a los tubos.
v. Proceso de fabricación de los conjuntos de dispositivos compensadores de expansión o bellows.
vi. Ensamblaje de los productos obtenidos en las operaciones anteriores.
vii. Realización del vacío y anodizado de soldaduras.
2. Método de fabricación de un tubo receptor de energía solar según reivindicación 1 caracterizado porque el proceso de fabricación de los tubos metálicos implica las siguientes fases:
- Pulido del tubo.
- Limpieza del tubo.
- Recubrimiento selectivo mediante la técnica de sputtering.
- Calentamiento del tubo metálico para que adquiera una capa de óxido externa sobre la que se irán aplicando las distintas capas.
3. Método de fabricación de un tubo receptor de energía solar según reivindicación 1 caracterizado porque uno de los tubos de vidrio de los extremos contará con una oliva (11) para la realización del vacío mediante bomba.
4. Método de fabricación de un tubo receptor de energía solar según reivindicación 1 caracterizado porque se fabrican anillos de ASTM F-15 como una aleación hierro, cobalto y níquel con coeficiente de dilatación muy próximo al del vidrio.
5. Método de fabricación de un tubo receptor de energía solar según reivindicación 4 caracterizado porque los tubos de vidrio se sueldan a la pieza de ASTM F-15 de la siguiente manera:
• Soldadura del primer tubo de menor longitud de vidrio a la pieza de ASTM F-15 por uno de sus extremos, realizando una soldadura vidrio-metal.
• Soldadura del segundo tubo de menor longitud de vidrio a la pieza de ASTM F-15 por uno de sus extremos, realizando una soldadura vidrio-metal.
• Soldadura vidrio-vidrio entre el extremo libre del primer tubo de vidrio de menor longitud y uno de los dos extremos del tubo de vidrio de mayor longitud.
• Soldadura vidrio-vidrio entre el extremo libre del segundo tubo de vidrio de menor longitud y el extremo libre del tubo de vidrio de mayor longitud.
6. Método de fabricación de un tubo receptor de energía solar según reivindicación 5 caracterizado porque una vez soldados los tubos de vidrio a los anillos de ASTM F-15 se lleva a la estación de solgel (recubrimiento antirreflectante) donde se limpia el tubo mediante lavado con agua o ultrasonidos, se seca y se sumerge en una cuba para la aplicación del antirreflectante. A continuación se mete en un horno con el fin de consolidar la capa de solgel y liberar las tensiones del vidrio debido a la soldadura. A continuación se baja la temperatura del tubo y se da un tratamiento hidrófobo para conseguir que la superficie repela el agua. Por último se seca el tubo con calor o aire.
7. Método de fabricación de un tubo receptor de energía solar según reivindicación 6 caracterizado porque el tratamiento térmico de liberación de tensiones podría realizarse a continuación de realizar la soldadura vidrio-metal y antes de llevar el tubo a la estación de solgel.
8. Método de fabricación de un tubo receptor de energía solar según reivindicación 1 caracterizado porque los conjuntos de dispositivos compensadores de expansión o bellows comprenden el dispositivo de expansión en forma de fuelle (1), el vaso (2), la tapa (3), el getter evaporable (6) con su soporte (5) y los getters no evaporables (8) con su soporte. El soporte de los getters evaporables consiste en un cable (9) en el que se insertan las pastillas de material getter (8) y el cable (9) tiene un cierre con una parte hembra (7) y una parte macho (7') que se unirán en el momento en que todas las pastillas (8) se encuentren en el cable (9). Para el getter no evaporable el soporte consiste en un clip (5) con una terminación circular en la que se introducirá la pastilla de material getter evaporable (6).
9. Método de fabricación de un tubo receptor de energía solar según reivindicación 8 caracterizado porque el proceso de fabricación de los dispositivos compensador de expansión o Bellows implica los siguientes pasos:
- Paso 1: Soldar Bellows (1) + Vaso (2)
- Paso 2: Soldar tapa (3) + Producto 1
- Paso 3: Soldar puente de fijación (4) del Getter evaporable en la parte inferior del Producto 2
- Paso 4: Introducir pastilla (6) de getter evaporable en el soporte tipo clip (5)
- Paso 5: Montar Producto 4 en el producto 3
- Paso 6: Montaje Cable (9) + parte hembra del cierre (7) del cable del getter no evaporable
- Paso 7: Montaje producto 6 + Pastillas getter no evaporable (8)
- Paso 8: Montaje Producto 7 + parte macho del cierre (7') del cable del Getter no evaporable
- Paso 9: Montaje Producto 5 + Producto 8
- Paso 10: montaje de las pinzas de sujeción (10)
10. Método de fabricación de un tubo receptor de energía solar según reivindicaciones 1-9 caracterizado porque existe una primera opción para el ensamblaje de los conjuntos anteriores que consiste en situar el tubo absorbedor de metal dentro del tubo de vidrio y a continuación se sueldan en ambos extremos el conjunto bellow (producto 10). Para ello se une mediante soldadura el vaso (2) con pared del tubo absorbedor metálico (unión conjunto bellow o producto 10 al tubo absorbedor) y la tapa (3) con el anillo de ASTM F-15 (unión conjunto bellow o producto 10 al tubo de vidrio).
11. Método de fabricación de un tubo receptor de energía solar según reivindicaciones 1-9 caracterizado porque existe una segunda opción para el ensamblaje de los conjuntos anteriores que consiste en realizar la unión del conjunto bellow o producto 10 soldando la tapa (3) al anillo de ASTM F-15 del tubo de vidrio en ambos extremos del tubo, a continuación introducimos dentro del conjunto el tubo absorbedor metálico por cualquiera de los extremos y soldamos por ambos extremos la parte del vaso (2) del conjunto bellow o producto 10 a la pared del tubo absorbedor metálico.
12. Método de fabricación de un tubo receptor de energía solar según reivindicaciones 1-9 caracterizado porque existe una tercera opción para el ensamblaje de los conjuntos anteriores que consiste en soldar en un extremo del tubo de vidrio el conjunto bellow o producto 10 por su tapa (3) al anillo de ASTM F-15 y a continuación se introduce el tubo absorbedor metálico por el otro extremo, se suelda el tubo absorbedor metálico al vaso (2) del conjunto bellow o producto 10 del primer extremo y a continuación por el otro extremo del tubo de vidrio se suelda vaso (2) y tubo absorbedor, y tapa (3) al anillo de ASTM F-15 del tubo de vidrio.
13. Método de fabricación de un tubo receptor de energía solar según reivindicaciones 1-9 caracterizado porque existe una cuarta opción para el ensamblaje de los conjuntos anteriores que consiste en soldar el conjunto bellow o producto 10 por su vaso (2) a un primer extremo del tubo absorbedor metálico, se introduce por el otro extremo el tubo de vidrio y se suelda tapa (3) del conjunto bellow o producto 10 al anillo de ASTM F-15 del primer extremo del vidrio. Se coloca el conjunto bellow o producto 10 en el otro extremo y se suelda vaso (2) y tubo absorbedor, y la tapa (3) con el anillo de ASTM F-15.
14. Método de fabricación de un tubo receptor de energía solar según reivindicaciones 10-13 caracterizado porque se intercala una etapa de precarga de los conjuntos de bellows o compensadores de expansión, antes de soldar dichos conjuntos al tubo metálico.
15. Tubo receptor de energía solar de los que comprenden un tubo exterior de vidrio, un tubo absorbedor interior de metal por el que circula el fluido caloportador y una zona intermedia de vacío caracterizado porque se ha fabricado siguiendo el método de fabricación descrito en las reivindicaciones anteriores.
Patentes similares o relacionadas:
SISTEMA POLIMERICO FLEXIBLE MODULAR DE USOS MULTIPLES, del 1 de Marzo de 2018, de CLECOSER, S.L: Sistema basado en bolsas complejas de material polimérico que flotan horizontalmente y se unen entre sí para formar módulos, que a su vez se unen entre sí. […]
Colector solar, del 17 de Enero de 2018, de VKR HOLDING A/S: Colector solar que comprende: un absorbedor , un estrato aislante debajo del absorbedor, un panel de cobertura distanciado sobre […]
Equipo de limpieza para colectores cilindro-parabólicos, y vehículo que incorpora dicho equipo de limpieza, del 21 de Noviembre de 2017, de GARNATA SERVICIOS INTEGRALES, S.L: Equipo de limpieza para colectores cilindro-parabólicos, y vehículo que incorpora dicho equipo de limpieza. Permite una aproximación segura a la curvatura […]
CONCENTRADOR DE SEGUIMIENTO SOLAR LINEAL A PUNTUAL Y MÉTODO, del 5 de Octubre de 2017, de INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY: Un concentrador de seguimiento solar linear a puntual (LTSC) que comprende un espejo PTC y un FL de dos secciones, ambos montados en un rastreador […]
Montaje de un receptor en un concentrador de energía solar, del 16 de Agosto de 2017, de Absolicon Solar Collector AB: Sistema de energía solar que comprende componentes ópticos de enfoque lineal y al menos un receptor, caracterizado porque comprende un dispositivo para ensamblar y […]
Procedimiento y dispositivo para la descarga de un depósito de hidrógeno en colectores de cilindro parabólico, del 3 de Agosto de 2017, de SCHOTT AG: Procedimiento y dispositivo para la descarga de un depósito de hidrógeno en colectores de cilindro parabólico. La presente invención describe un procedimiento para la descarga […]
Procedimiento para la descarga de un depósito de hidrógeno en colectores de cilindro parabólico, del 3 de Agosto de 2017, de SCHOTT AG: Procedimiento para la descarga de un depósito de hidrógeno en colectores de cilindro parabólico. La presente invención describe un procedimiento para la descarga […]
Tubo absorbedor, del 2 de Agosto de 2017, de SCHOTT SOLAR AG: Tubo absorbedor con un tubo metálico central y con un tubo envolvente de vidrio que rodea al tubo metálico central , disponiéndose por al menos un extremo (5a, […]