Procedimiento y aparato para la producción continua de una estructura textil resistente a la perforación y a la penetración y estructura textil obtenida de este modo.
Procedimiento para la producción continua de una estructura textil resistente a la perforación y a la penetración,
que comprende las etapas que consisten en:
a) tejer simultáneamente dos elementos de tejido (ES, EI) solapados y separados entre sí, en el que por lo menoslos hilos de urdimbre o cadena del elemento de tejido superior (ES) y los hilos de trama del elemento de tejidoinferior (EI), o viceversa, comprenden hilos balísticos;
b) insertar, durante dicha etapa de tejido, por lo menos una capa intermedia (SI) entre dicho elemento de tejidosuperior (ES) y dicho elemento de tejido inferior (EI);
c) unir el conjunto de los dos elementos de tejido superior (ES) e inferior (EI) entre los cuales está interpuesta dichacapa intermedia (SI) para obtener una estructura textil multicapa (SM).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10164567.
Solicitante: Società per Azioni Fratelli Citterio.
Nacionalidad solicitante: Italia.
Dirección: Via C. Cattaneo, 10 20052 Monza (MB) ITALIA.
Inventor/es: CITTERIO,GIORGIO,CELESTE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B17/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 17/00 Productos estratificados compuestos esencialmente de una hoja de vidrio o de fibras de vidrio, de escoria o una sustancia similar. › bajo forma de fibras o filamentos.
- B32B37/00 B32B […] › Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos.
- B32B5/26 B32B […] › B32B 5/00 Productos estratificados caracterizados por la heterogeneidad o estructura física de una de las capas (B32B 9/00 - B32B 29/00 tienen prioridad). › siendo otra capa asimismo fibrosa o filamentosa.
- D03D41/00 TEXTILES; PAPEL. › D03 TEJIDO. › D03D TEJIDOS; METODOS DE TEJIDO; MAQUINAS PARA TEJER. › Telares no previstos en otro lugar, p. ej. para tejer hilo de chenilla; Partes constitutivas particulares de estos telares.
- D03D49/62 D03D […] › D03D 49/00 Partes constitutivas o características de estructura no particulares de telares de un tipo particular (templazo D03J 1/22). › Rastrillos montados en el peine.
- D03J1/00 D03 […] › D03J APARATOS AUXILIARES DE TEJIDO; HERRAMIENTAS DE TEJEDORES; LANZADERAS. › Aparatos auxiliares combinados o asociados a los telares de tejer.
- D03J1/06 D03J […] › D03J 1/00 Aparatos auxiliares combinados o asociados a los telares de tejer. › para tratar el tejido (corte de pelo en el telar D03D 39/24).
PDF original: ES-2385196_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato para la producción continua de una estructura textil resistente a la perforación y a la penetración y estructura textil obtenida de este modo.
La presente invención se refiere a un procedimiento y a un aparato para la producción continua de una estructura textil resistente a la perforación y la penetración y a una estructura textil resistente a la perforación y la penetración así obtenida.
Por estructura textil resistente a la perforación y la penetración, pretende indicarse una estructura multicapa fabricada por lo menos parcialmente con las denominadas “fibras balísticas”, es decir con fibras que presentan resistencia mecánica, tenacidad y módulo de elasticidad altos, como, meramente como ejemplo, fibras de poliaramida, poli (alcohol vinílico) , poliacrilonitrilo, polibenzoxazol (PBO) , poliolefina, poliamida, vidrio o carbono.
Tal como conoce el experto en la materia, las “fibras balísticas” presentan normalmente un módulo de rotura de más de 200 g/den, un alargamiento a la rotura de más del 3%, una tenacidad de más de 8 g/den y una resistencia al impacto de más de 8 J/g.
Estas clases de fibras las conoce el experto en la materia, tal como puede verse, meramente como ejemplo, a partir de la patente US nº 5.354.605. Tales estructuras textiles presentan generalmente características de flexibilidad y se utilizan, por ejemplo, para fabricar armaduras personales a prueba de balas, a prueba de explosión o a prueba de cuchillos. Además, si se tratan de manera adecuada, por ejemplo mediante impregnación con una matriz termoplástica o termoestable o mediante acoplamiento con capas de recubrimiento externas, pueden asumir características de rigidez. En este caso, se utilizan para fabricar cascos, armaduras o cualquier otro artículo rígido que deba ofrecer resistencia a la perforación y la penetración de balas, fragmentos, objetos puntiagudos o afilados y similares. Actualmente, existen diferentes tipos de estructuras que son resistentes a la perforación y la penetración y diferentes procedimientos para producirlas.
En particular, los tipos conocidos son por lo menos los siguientes:
- Estructuras que comprenden por lo menos dos capas solapadas, comprendiendo a su vez cada una de ellas un haz de fibras balísticas unidireccionales que son paralelas entre sí. Las fibras balísticas de una de dichas dos capas están orientadas de manera diferente que las fibras balísticas de la otra capa; generalmente, las fibras balísticas de una capa están orientadas formando un ángulo comprendido entre 0º y 90º con respecto a las fibras balísticas de la capa que se solapa con ella. Las dos capas solapadas de fibras balísticas se unen entre sí de diversas maneras. Por ejemplo, esto puede ser mediante cosido, mediante interposición entre las mismas de una capa de ligadura o mediante impregnación de las fibras balísticas que constituyen las dos capas con un material de ligadura y posible aplicación posterior de tratamiento con presión y/o calor. Se describen estructuras que se encuentran en ese tipo, por ejemplo, en los documentos EP 0 683 374 y US 7.148.162, ambos concedidos a Andrew D. Park, y en los documentos EP 0 805 332 y US 2004/0045428, ambos concedidos a Citterio.
- Estructuras descritas, por ejemplo, en el documento EP 1 241 432, concedido a Teijin Twaron GmbH.
- Estructuras que comprenden un tejido compuesto por fibras balísticas y que presentan por lo menos una superficie que presenta por lo menos una parte recubierta con un elastómero sobre el que se aplica una película de plástico. Se describen estructuras de este tipo, por ejemplo, en la patente US nº 6.846.758 B2, concedido a A. Bhatnagar (Honeywell International Inc.) .
En mayor detalle y con referencia particular a estructuras que comprenden por lo menos dos capas de fibras balísticas unidireccionales o semiunidireccionales, que se solapan entre sí, se observa lo siguiente.
El documento EP 0 683 374 B1 (Andrew D. Park) describe un panel que presenta una estructura que comprende una primera capa, que consiste en un haz de fibras balísticas unidireccionales paralelas entre sí, y una segunda capa, que también consiste en un haz de fibras balísticas unidireccionales paralelas entre sí y que se solapan con la primera de modo que las fibras balísticas de la segunda capa se disponen a 90º con respecto a las fibras balísticas de la primera capa. Cada una de las capas primera y segunda consiste, a su vez, en un material laminado, que se produce a partir de un haz de fibras balísticas unidireccionales que se alimentan mediante una bobina de hilo montada en fileta o mediante un plegador de urdimbre. Dichas fibras balísticas, que pasan a través de un guiahilos, se depositan paralelas entre sí en un plano. La capa de fibras balísticas así obtenida pasa sobre un rodillo que aplica una película de material termoplástico (polietileno) a una de las dos caras de la misma. El conjunto así obtenido pasa a través de un grupo de laminación previa y el material laminado así producido se enrolla alrededor de un plegador arrollador. Con el fin de producir el panel, se desenrollan dos materiales laminados del plegador arrollador respectivo y se solapan entre sí de modo que las fibras balísticas de uno están orientadas a 90º con respecto a las fibras balísticas del otro y su cara recubierta con la película de material termoplástico (polietileno) está orientada hacia el exterior. Las dos capas laminadas así solapadas se someten entonces a la acción del calor de modo que se funda la película de polietileno que cubre y encapsula las fibras balísticas.
La patente US nº 7.148.162 B2 describe un panel laminado que presenta una estructura que comprende dos capas de material compuesto que se solapan entre sí. Cada capa de material compuesto comprende un haz de fibras balísticas continuas dispuestas paralelas entre sí en un plano y asociadas con por lo menos una red de estabilización previa. La red de estabilización previa consiste en un polímero adhesivo activado por calor. Las dos capas de material compuesto se solapan entre sí de modo que las fibras balísticas de una capa de material compuesto están orientadas a 90º con respecto a las fibras balísticas de la otra capa de material compuesto. Las caras externas de las dos capas de material compuesto que se solapan entre sí se recubren con una película de material termoplástico. El conjunto así obtenido se lamina con la aplicación de presión y calor para obtener el panel laminado.
Los paneles descritos en el documento EP 0 683 374 B1 y en la patente US nº 7.148.162 B2 se obtienen con procedimientos discontinuos que proporcionan inicialmente la producción de los materiales laminados o las capas de material compuesto individuales separadas entre sí y, posteriormente, el conjunto mediante solapamiento de los materiales laminados o las capas de material compuesto individuales, sin interposición entre ellos de capas intermedias, y la consolidación del conjunto así obtenido en una estructura multicapa. Dichos procedimientos discontinuos requieren que se lleve a cabo una pluralidad de operaciones independientes con largos tiempos de ejecución consiguientes que afectan sustancialmente a los costes de producción.
Con el fin de evitar tales inconvenientes, se ha propuesto un procedimiento de producción continua tal como se describe en el documento EP 0 805 332 A2 y en el documento US 2004/0045428. Se lleva a cabo un procedimiento continuo de este tipo con “máquinas textiles” de las denominadas de tipo “multiaxial”, producidas y comercializadas, por ejemplo, por Liba Maschinenbau GmbH, que permiten que se depositen diferentes capas planas de fibras balísticas unidireccionales sucesivamente una tras otra y unas encima de otras para formar una banda continua. Cada capa plana consiste en un haz de fibras balísticas paralelas entre sí y las fibras balísticas de una capa están orientadas según un ángulo comprendido entre 0º y 90º con respecto a las fibras balísticas de la capa debajo de ella. Durante la formación de la banda, se inserta una película de material termoplástico o termoestable entre las dos capas solapadas de fibras balísticas. Las capas de fibras balísticas así solapadas con la interposición de película compuesta por material termoplástico o termoestable se unen entonces a través de tricotado. Dicho tricotado se lleva a cabo con agujas que pasan a través del grosor de las diversas capas solapadas ligándolas con un hilo de ligadura. La banda así obtenida pasa entonces a través de un grupo de laminación y se enrolla en un rollo.
Un... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la producción continua de una estructura textil resistente a la perforación y a la penetración, que comprende las etapas que consisten en:
a) tejer simultáneamente dos elementos de tejido (ES, EI) solapados y separados entre sí, en el que por lo menos los hilos de urdimbre o cadena del elemento de tejido superior (ES) y los hilos de trama del elemento de tejido inferior (EI) , o viceversa, comprenden hilos balísticos;
b) insertar, durante dicha etapa de tejido, por lo menos una capa intermedia (SI) entre dicho elemento de tejido superior (ES) y dicho elemento de tejido inferior (EI) ;
c) unir el conjunto de los dos elementos de tejido superior (ES) e inferior (EI) entre los cuales está interpuesta dicha capa intermedia (SI) para obtener una estructura textil multicapa (SM) .
2. Procedimiento según la reivindicación 1, en el que dicha inserción consiste en interponer entre dichos dos elementos de tejido superior (ES) e inferior (EI) , durante dicha etapa de tejido, por lo menos una capa intermedia (SI) en forma de película o cinta continua o discontinua, preferentemente formada por fieltro, tejido no tejido, tejido de trama y urdimbre, estructura textil balística con fibras unidireccionales, estructura textil balística con fibras semiunidireccionales, estructura textil balística de trama y urdimbre.
3. Procedimiento según la reivindicación 1 ó 2, en el que dicha etapa de unión se produce mediante prensado en caliente o en frío de dicho conjunto de los dos elementos de tejido superior (ES) e inferior (EI) entre los cuales está interpuesta dicha capa intermedia (SI) .
4. Procedimiento según una o más de las reivindicaciones anteriores, que comprende, después de dicha etapa de unión, una etapa de aplicación a dicha estructura textil multicapa (SM) de por lo menos una sustancia de impregnación o por lo menos un recubrimiento de superficie.
5. Procedimiento según una o más de las reivindicaciones anteriores, en el que los hilos de trama de dicho elemento de tejido superior (ES) y/o los hilos de urdimbre o cadena de dicho elemento de tejido inferior (EI) , o viceversa, comprenden hilos balísticos.
6. Procedimiento según una o más de las reivindicaciones anteriores, en el que dichos hilos balísticos presentan las siguientes características:
- resistencia a la tracción > 7 g/dtex
- módulo de elasticidad > 200 g/dtex
- resistencia al impacto > 10 J/g
- densidad > 0, 8 g/cm3
- título comprendido entre 100 dtex y 10000 dtex.
7. Procedimiento según una o más de las reivindicaciones anteriores, en el que los hilos de trama de dicho elemento de tejido superior (ES) y/o los hilos de urdimbre o cadena de dicho elemento de tejido inferior (EI) , o viceversa, comprenden unos hilos de ligadura.
8. Procedimiento según la reivindicación 7, en el que dichos hilos de ligadura están presentes en dichos elementos de tejido superior e inferior con una frecuencia comprendida entre 1 hilo/cm y 30 hilos/cm.
9. Procedimiento según una o más de las reivindicaciones anteriores, en el que dicha capa intermedia (SI) está realizada en material polimérico termoplástico, material polimérico termoestable, material elastomérico, material viscoso, polímeros adhesivos y sus combinaciones.
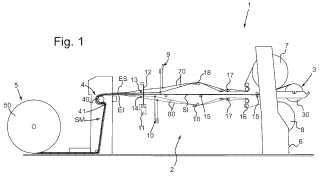
10. Aparato (1) para poner en práctica el procedimiento según una o más de las reivindicaciones 1 a 9, caracterizado porque comprende:
- un telar (2) con dos elementos solapados de tejido que comprende:
- un bastidor (6) de soporte,
- por lo menos un grupo de alimentación superior (7) desde el cual se desenrollan los hilos de urdimbre (70) del elemento de tejido superior (ES) ,
- por lo menos un grupo de alimentación inferior (8) desde el cual se desenrollan los hilos de urdimbre (80) del elemento de tejido inferior (EI) ,
- por lo menos una sucesión de lizos (9) para los hilos de urdimbre (70) del elemento de tejido superior (ES) y una sucesión de lizos (10) para los hilos de urdimbre (80) del elemento de tejido inferior (EI) ,
- un batán (11) que soporta un peine (12) entre cuyos dientes (123) pasan los hilos de urdimbre del elemento de
tejido superior (ES) y del elemento de tejido inferior (EI) , 10
- por lo menos dos elementos (13, 14) para la inserción simultánea de hilos de trama respectivamente en las bocas de urdimbre superior e inferior definidas por dichas sucesiones de lizos (9, 10) para formar respectivamente dicho elemento de tejido superior (ES) y dicho elemento de tejido inferior (EI) ;
- un grupo (3) para alimentar con dicha por lo menos una capa intermedia (SI) dispuesta en las proximidad de dicho grupo de alimentación superior (7) y dicho grupo de alimentación inferior (8) ;
- un grupo (4) para estirar y unir dichos elementos de tejido superior (ES) e inferior (EI) y la capa intermedia (SI)
interpuesta entre los mismos para formar una estructura textil multicapa (SM) , estando dicho grupo de estiraje y 20 unión (4) dispuesto aguas abajo de dicho telar (2) ;
- un grupo (5) para recoger dicha estructura textil multicapa (SM) dispuesta aguas abajo de dicho grupo de estiraje y unión (4) ,
en el que por lo menos los hilos de urdimbre o cadena del elemento de tejido superior (ES) y los hilos de trama del elemento de tejido inferior (EI) , o viceversa, comprenden hilos balísticos.
11. Aparato (1) según la reivindicación 10, caracterizado porque dicho grupo de alimentación (3) de la capa intermedia (SI) comprende por lo menos un rollo (30) de una capa intermedia en forma de cinta continua desde el 30 cual se desenrolla dicha capa intermedia a lo largo de un plano interpuesto entre dichos hilos de urdimbre superiores (70) e inferiores (80) y porque las uniones de dichos lizos (9, 10) y los dientes (123) de dicho peine (12) están interrumpidos en dicho plano de modo que definen una ventana (124) para el paso de dicha capa intermedia (SI) .
12. Aparato (1) según la reivindicación 10 u 11, caracterizado porque dicho grupo de estiraje y unión (4) comprende por lo menos un par de rodillos de presión (40, 41) paralelos y que giran en sentido contrario uno con respecto al otro.
13. Aparato (1) según una o más de las reivindicaciones 10 a 12, caracterizado porque comprende un grupo (22) para aplicar por lo menos una sustancia de impregnación o por lo menos un recubrimiento de superficie a dicha estructura textil multicapa (SM) que está interpuesta entre dicho grupo de estiraje y unión (4) y dicho grupo de recogida (5) .
Patentes similares o relacionadas:
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
 Dispositivo para revestir un sustrato con un material de recubrimiento termoplástico, del 27 de Mayo de 2020, de Klomfass Gierlings & Partner GBR (vertretungsberechtigter Gesellschafter Michael Gierlings, Marderweg 6, 41564 Kaarst): Dispositivo para revestir de forma continua un sustrato con un material de recubrimiento termoplástico , con un dispositivo calefactor IR , con el cual se une por fundición […]
Dispositivo para revestir un sustrato con un material de recubrimiento termoplástico, del 27 de Mayo de 2020, de Klomfass Gierlings & Partner GBR (vertretungsberechtigter Gesellschafter Michael Gierlings, Marderweg 6, 41564 Kaarst): Dispositivo para revestir de forma continua un sustrato con un material de recubrimiento termoplástico , con un dispositivo calefactor IR , con el cual se une por fundición […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Material de envasado que comprende partes magnetizadas y método para magnetizar el material, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo para magnetizar un material de envasado para envases que contienen alimentos, comprendiendo […]
Método para producir una película multicapa, del 22 de Abril de 2020, de Nordmeccanica SpA: Método para producir una película multicapa (M) que comprende al menos dos capas (S1, S2) unidas por medio de un adhesivo de dos componentes sin disolvente, […]
Aparato para un dispositivo de encintado de yeso, del 25 de Marzo de 2020, de Phaanix Pty Ltd: Un aparato para usar con un banyo de encintado de yeso, comprendiendo el aparato : una base para unir de forma desmontable el aparato […]
Material multicapa y método de fabricación, del 4 de Marzo de 2020, de Palziv Ltd: Un material multicapa compuesto por: capas exteriores de polietileno de alta densidad (HDPE) dispuestas de manera opuesta, al menos una capa intermedia […]
Procedimiento para la puesta a disposición de espaciadores, del 26 de Febrero de 2020, de Airbus Defence and Space GmbH: Un procedimiento para la puesta a disposición de espaciadores en un componente a pegar , que comprende los siguientes pasos: - colocación […]