DISPOSITIVO Y PROCEDIMIENTO PARA LA CONFORMACIÓN DE UNA CORRIENTE DE PLIEGOS O PILAS DE PLIEGOS QUE SE SOLAPAN.
La invención se refiere a un dispositivo (10) para la conformación de una corriente (11) de pliegos o pilas de pliegos que se solapan,
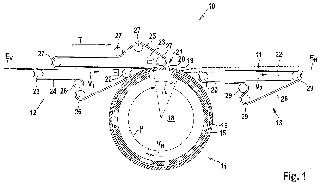
que comprende un primer dispositivo de transporte (12) para el suministro de pliegos o pilas de pliegos sin solape con una velocidad v1, un segundo dispositivo de transporte (13) para la retirada de la corriente (11) de pliegos o pilas de pliegos que se solapan con una velocidad v2, así como un dispositivo (14) para el frenado de los pliegos o pilas de pliegos de v1 a v2, que se caracteriza porque el dispositivo (14) para el frenado es una unidad de cilindro aspirador independiente de los dispositivos de transporte (12, 13), que comprende un elemento (15) fijo y un elemento (16) móvil, en el que al elemento (16) móvil está asignado un accionamiento (17) que está conformado y montado para el accionamiento desigual. Además, la invención se refiere a un procedimiento correspondiente.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200931093.
Solicitante: E.C.H. WILL GMBH.
Nacionalidad solicitante: Alemania.
Dirección: Langenkamp, 8 22880 WEDEL ALEMANIA.
Inventor/es: ROSSFELDT,NIKO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H29/66 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 29/00 Entrega o avance de los artículos a la salida de las máquinas; Avance de los artículos hacia las pilas o cuando ya están en ellas (unión, colocación o agrupación de artículos B65H 39/00; combinaciones de operaciones de apilado y de sacado de artículos que presentan otro interés que la operación individual de apilado o de sacado de artículos B65H 83/00; recirculación de artículos B65H 85/00; para artículos que no están definidos por la nota (3) (i) de la presente subclase, ver B65G). › Adelantos o avances en corrientes de artículos superpuestos.
- B65H29/68 B65H 29/00 […] › Reducción de la velocidad de artículos en movimientos (dispositivos de retardado de bandas B65H 23/06).
Fragmento de la descripción:
Dispositivo y procedimiento para la conformación de una corriente de pliegos o pilas de pliegos que se solapan.
La invención se refiere a un dispositivo para la conformación de una corriente de pliegos o pilas de pliegos que se solapan, que comprende un primer dispositivo de transporte para el suministro de pliegos sin solape o pilas de pliegos con una velocidad v1, un segundo dispositivo de transporte para la retirada de la corriente dé pliegos o pilas de pliegos que se solapan con una velocidad v2, así como un dispositivo para el frenado de los pliegos o pilas de pliegos de v1 a v2. Además, la invención se refiere a un procedimiento para la conformación de una corriente de pliegos o pilas de pliegos que se solapan, que comprende las siguientes etapas: suministro de pliegos o pilas de pliegos que se solapan a un primer dispositivo de transporte con una velocidad de transporte v1, frenado de los pliegos o pila de pliegos que entra por medio de un dispositivo para el frenado de la velocidad de transporte v1 a una velocidad de transporte v2 de los pliegos o pila de pliegos que salen, entrega de los pliegos o pila de pliegos a un segundo dispositivo de transporte, y retirada de la corriente conformada por pliegos que se solapan o pilas de pliegos del segundo dispositivo de transporte con la velocidad de transporte v2.
Este tipo de dispositivos y procedimientos se emplean, en particular, en la industria de procesado del papel. En el campo mencionado es habitual separar, por ejemplo, de las bandas de papel (o bandas de cartón), por medio de un cortado longitudinal y/o transversal, pliegos individuales, que a continuación se unen como pliegos individuales o pilas de pliegos para formar una corriente escamada o que se solapa. Para conformar la corriente a partir de los pliegos que se solapan o pilas de pliegos, los pliegos individuales o pilas de pliego se han de frenar desde una primera velocidad (de entrada) v1 a una segunda velocidad (de salida) v2. Para ello está previsto entre dos dispositivos de transporte un dispositivo correspondiente para el frenado de los pliegos o pilas de pliegos. Él pliego o pila de pliego que se encuentra en la región del dispositivo para el frenado, se frena en este, caso, mientras que se sigue transportando un pliego o una pila de pliegos que va a continuación con la velocidad de entrada v1, gracias a lo cual el borde delantero del pliego/pila de pliegos que va a continuación se desplaza por encima del borde trasero del pliego/pila de pliegos que se está frenando en ese momento, y hace que se produzca un solape. Naturalmente, los pliegos o pilas de pliegos también pueden ser láminas u otros productos en forma de hojas, que han de ser sometidos a un proceso de apilado o de solapado.
Se conocen diferentes dispositivos y procedimientos para la conformación de una corriente de pliegos o pilas de pliegos que se solapan. En el documento US 3,336,028, por ejemplo, se describe un dispositivo de este tipo con las características del preámbulo de la reivindicación 1. Este dispositivo comprende un primer dispositivo de transporte conformado a partir de la banda superior y la banda inferior para el suministro de pliegos o pilas de pliegos separados. El segundo dispositivo de transporte para la retirada está conformado fundamentalmente a partir de una banda inferior, extendiéndose la banda superior del primer dispositivo de transporte hasta la región del segundo dispositivo de transporte. Para la conformación del dispositivo para el frenado de los pliegos o pilas de pliegos, la banda inferior del segundo dispositivo de transporte está rodeada alrededor de una unidad de tambor. La banda inferior perforada del dispositivo de transporte rodea un tambor, que para la conformación de un tambor de aspiración está provisto, a su vez, de aberturas, y está conectado con una unidad de vacío. Dentro del tambor está dispuesto un tubo estacionario que presenta una ranura. La ranura está orientada en la región de la toma de los pliegos o de las pilas de pliegos por el primer dispositivo de transporte, y se libera o se cierra por fases/de modo alternante del tubo y/o del tambor.
El documento DE 30 10 284 A1 trata igualmente de un dispositivo para el transporte y solape de pliegos o de paquetes de pliegos. Este dispositivo comprende una banda superior que se extiende a lo largo de toda la longitud, así como dos bandas inferiores, de las que una banda inferior está conformada y dispuesta como dispositivo de transporte para el suministro de pliegos o pilas de pliegos, y la otra banda inferior para la retirada de los pliegos o pilas de pliegos que se solapan. Entre las bandas inferiores están dispuestos rodillos de guiado. La banda inferior trasera está conformada como banda de aspiración de frenado, y presenta entre el ramal superior y el ramal inferior una caja de aspiración en la que está dispuesto un tubo de aspiración que está provisto de una abertura.
Los dispositivos y procedimientos conocidos presentan la desventaja de que los elementos rotativos circulan con una velocidad constante, y las velocidades de contorno de los tambores y del tubo o del tubo de aspiración sólo están adaptadas al formato de papel que se ha de procesar. Esto significa que los dispositivos de transporte, por un lado, y el dispositivo para el frenado, por otro lado, presentan diferentes velocidades. Con ello, entre los pliegos o pilas de pliegos y el dispositivo para el frenado se produce una velocidad relativa. Gracias a ello es posible sólo de un modo insuficiente e impreciso el frenado, y con ello el solape asociado de los pliegos o pilas de pliegos, en particular en el caso de elevadas velocidades. También se puede decir que por medio, de las diferentes velocidades de los pliegos o pilas de pliegos cuando se produce el "choque" de los pliegos o de las pilas de pliegos, en el dispositivo de transporte previsto para la retirada se destruye energía de modo brusco, lo que lleva a una entrega imprecisa. La imprecisión del solape sólo se refuerza por medio del hecho de que al frenar se requiere, por un lado, un soporte desde arriba, es decir, una acción de frenado por ambos lados sobre los pliegos o pilas de pliegos, y por otro lado sólo se da un contacto indirecto entre el dispositivo para el frenado y los pliegos o pilas de pliegos. Otra desventaja de los dispositivos conocidos reside en el hecho de que los dispositivos están conformados de modo costoso desde el punto de vista constructivo, y en particular también dificultan el intercambio de piezas en el mantenimiento o reparación.
Debido a ello, la invención se basa en el objetivo de crear un dispositivo sencillo y fiable para la conformación de una corriente de pliegos o pilas de pliegos que se solapan, por medio del cual se pueda realizar un solape preciso de los pliegos o de las pilas de pliegos. La invención se basa además en el objetivo de proponer un procedimiento correspondiente.
El objetivo se consigue por medio de un dispositivo con las características mencionadas al comienzo, gracias al hecho de que el dispositivo para el frenado sea una unidad de cilindro aspirador independiente de los dispositivos de transporte, que comprenda un elemento fijo y un elemento móvil, estando asignado al elemento móvil un accionamiento que está conformado y montado para un accionamiento desigual. El accionamiento desigual del elemento móvil significa que el elemento móvil se puede frenar y acelerar, es decir, se puede operar con diferentes velocidades durante el proceso de frenado, de manera que los pliegos o las pilas de pliegos se pueden tomar y entregar para el frenado sin resbalamiento y sin movimiento relativo respecto al dispositivo. Con ello se garantiza un solape preciso de los pliegos o de las pilas de pliegos. La separación de los componentes dispositivos de transporte,, por un lado, y dispositivo para el frenado, por otro lado, facilita la entrega de los pliegos o de las pilas de pliegos para la conformación de una corriente de pliegos o de pilas de pliegos que se solapan, y hace posible el intercambio sencillo o el mantenimiento sencillo de piezas individuales del dispositivo.
Una variante adecuada de la invención se caracteriza porque el elemento móvil es un anillo exterior que se puede accionar de modo rotativo, en forma de cilindro, en el que está dispuesta, una unidad de vacío fija como elemento fijo. Con esta realización se mejora aún más la recepción, frenada y entrega precisa de los pliegos o pilas de pliegos a una corriente de pliegos o pilas de pliegos que se solapan, haciendo para ello que la velocidad de rotación del...
Reivindicaciones:
1. Dispositivo (10) para la conformación de una corriente (11) de pliegos o pilas de pliegos que se solapan, que comprende un primer dispositivo de transporte (12) para el suministro de pliegos o pilas de pliegos sin solape con una velocidad v1, un segundo dispositivo de transporte (13) para la retirada de la corriente (11) de pliegos o pilas de pliegos que se solapan con una velocidad v2, así como un dispositivo (14) para el frenado de los pliegos o pilas de pliegos de v1 a v2, caracterizado porque el dispositivo (14) para el frenado es una unidad de cilindro aspirador independiente de los dispositivos de transporte (12, 13), que comprende un elemento (15) fijo y un elemento (16) móvil, en el que al elemento (16) móvil está asignado un accionamiento (17) que está conformado y montado para el accionamiento desigual, en el cual el elemento (16) móvil es un cilindro exterior que se puede accionar de modo rotativo, en forma de cilindro, en el que está dispuesta una unidad de vacío fija como elemento (15) fijo y en el cual la velocidad de rotación del elemento (16) móvil de la unidad de cilindro aspirador se puede controlar de modo individual.
2. Dispositivo según la reivindicación 1, caracterizado porque el elemento (15) fijo es un anillo exterior en forma de cilindro, en el que está dispuesta una unidad de vacío que se puede accionar de modo rotativo como un elemento (15) móvil.
3. Dispositivo según la reivindicación 1 ó 2, caracterizado porque el anillo exterior y la unidad de vacío están conformadas y montadas de modo correspondiente entre ellas para la conformación de al menos una abertura de aspiración (21) que opcionalmente se puede cerrar o liberar.
4. Dispositivo según una de las reivindicaciones 1 a 3, caracterizado porque el elemento (16) móvil de la unidad de cilindro aspirador, al realizarse la frenada, se pone en contacto directo con los pliegos o pilas de pliegos.
5. Dispositivo según una de las reivindicaciones 1 a 4, caracterizado porque el segundo dispositivo de transporte (13) trasero en la dirección de transporte T de los pliegos o pilas de pliegos está dispuesto distanciado y desplazado hacia abajo respecto al dispositivo de transporte (12) delantero en la dirección de transporte T.
6. Dispositivo según una de las reivindicaciones 1 a 5, caracterizado porque la unidad de cilindro aspirador es tangente en la parte del contorno con los planos de transporte EV y EH definidos por los dispositivos de transporte (12, 13), o al menos los perfora parcialmente.
7. Dispositivo según una de las reivindicaciones 1 a 6, caracterizado porque la unidad de cilindro aspirador está conformada y montada para la aplicación exclusivamente por un lado de la fuerza de frenado sobre los pliegos o pilas de pliegos.
8. Dispositivo según una de las reivindicaciones 1 a 7, caracterizado porque al segundo dispositivo de transporte (13) trasero en la dirección de transporte T está asignada una unidad aspiradora (22) adicional para fijar la corriente (11) conformada por pliegos o pilas de pliegos que se solapan.
9. Dispositivo según una de las reivindicaciones 1 a 8, caracterizado porque en la región del primer dispositivo de transporte (12) delantero en la dirección de transporte T está dispuesto un elemento (23) activo de modo electrostático para el bloqueo de pilas de pliegos que entran.
10. Dispositivo según una de las reivindicaciones 1 a 9, caracterizado porque el primer dispositivo de transporte (12) delantero en la dirección de transporte T comprende una banda superior (25) y una banda inferior (24), en el que la banda superior (25) se solapa opcionalmente con el segundo dispositivo de transporte (13) trasero en la dirección de transporte T, o finaliza por delante del segundo dispositivo de transporte (13) trasero en la dirección de transporte T.
11. Dispositivo según una de las reivindicaciones 1 a 10, caracterizado porque el segundo dispositivo de transporte (13) trasero en la dirección de transporte T comprende exclusivamente una banda inferior (28).
12. Procedimiento para la conformación de una corriente (11) de pliegos o pilas de pliegos que se solapan, que comprende las etapas:
- Suministro de pliegos o pilas de pliegos libres de solape a un primer dispositivo de transporte (12) con una velocidad de transporte v1,
- Frenado de los pliegos o pilas de pliegos que entran por medio de un dispositivo (14) para el frenado desde la velocidad de transporte v1 a una velocidad de transporte v2 de los pliegos o pilas de pliegos que salen,
- Entrega de los pliegos o pilas de pliegos a un segundo dispositivo de transporte (13), y
- Retirada de la corriente (11) conformada por los pliegos que se solapan o pilas de pliegos en el segundo dispositivo de transporte (13) con la velocidad de transporte v2,
caracterizado porque una unidad de cilindro aspirador (14) está accionada para el frenado en primer lugar con la velocidad de rotación v1 para la recogida de los pliegos o pilas de pliegos por parte del primer dispositivo de transporte (12) con la velocidad v1, después de la aspiración de los pliegos o pilas de pliegos se frena a la velocidad v2, y después de la entrega de los pliegos o pilas de pliegos frenadas se acelera en el segundo dispositivo de transporte (13) con la velocidad de transporte v2 para la recogida de los siguientes pliegos o pilas de pliegos de nuevo a la velocidad v1.
13. Procedimiento según la reivindicación 12, caracterizado porque los pliegos o pilas de pliegos, en la recogida o en la frenada, están en contacto directo con la unidad de cilindro aspirador.
14. Procedimiento según la reivindicación 12 ó 13, caracterizado porque los pliegos o pilas de pliegos, en la recogida y frenado, son aspirados exclusivamente desde un lado, preferentemente desde abajo, por la unidad de cilindro aspirador.
15. Procedimiento según una de las reivindicaciones 12 a 14, caracterizado porque durante el frenado del pliego o pila de pliegos fijada por medio de la unidad de cilindro aspirador se transporta un siguiente pliego o pila de pliegos por encima del pliego o fila de pliegos que frena.
16. Procedimiento según una de las reivindicaciones 12 a 15, caracterizado porque la unidad de cilindro aspirador describe durante una única vuelta al menos un ángulo de frenado y un ángulo de aceleración.
17. Procedimiento según una de las reivindicaciones 12 a 16, caracterizado porque un pliego o pila de pliegos siguientes se coge en la misma posición que el pliego o pila de pliegos que ha pasado anteriormente.
18. Procedimiento según una de las reivindicaciones 12 a 17, caracterizado porque el pliego o pila de pliegos se toma en el mismo plano en el que se suministra.
19. Procedimiento según una de las reivindicaciones 12 a 18, caracterizado porque la corriente (11) de pliegos o pilas de pliegos que se solapan se aspira en el dispositivo de transporte (13) trasero durante la retirada.
20. Procedimiento según una de las reivindicaciones 12 a 19, caracterizado porque la pila de pliegos que entra se bloquea por medio de la ionización antes de la frenada.
Patentes similares o relacionadas:
Transportador de doble cinta sin fin, módulo de volteo que incorpora tal transportador y línea de producción de envase de plegado que incorpora tal módulo, del 3 de Junio de 2020, de BOBST MEX SA: Transportador de doble cinta de transporte que se puede incorporar en un módulo de volteo de envases de plegado, que comprende un primer […]
Dispositivo para la formación de una corriente imbricada de objetos flexibles planos, del 20 de Noviembre de 2019, de BDT Media Automation GmbH: Dispositivo para la formación de una corriente imbricada de objetos flexibles planos a lo largo de un recorrido de transporte (TP), presentando los objetos […]
Aparato y método de desaceleración de hojas, del 6 de Marzo de 2019, de Alliance Machine Systems International, LLC: Método para desacelerar una hoja de material que se desplaza a lo largo de una trayectoria de desplazamiento a una primera velocidad, comprendiendo […]
Dispositivo de recolección y transporte para pilas formadas por capas de hojas, del 16 de Noviembre de 2018, de BW Papersystems Stuttgart GmbH: Dispositivo de recolección y transporte para pilas formadas por capas de hojas con - un alimentador para las capas de hojas, - una estación de recolección […]
Dispositivo para exfoliar y depositar pliegos en una pila, del 21 de Junio de 2017, de BIELOMATIK LEUZE GMBH + CO KG: Dispositivo para exfoliar y apilar pliegos en una apilamiento - con un mecanismo de frenado dispuesto por delante de la zona de apilamiento, que actúa respectivamente […]
Dispositivo para imbricar y depositar pliegos en una pila, del 31 de Mayo de 2017, de BIELOMATIK LEUZE GMBH + CO KG: Dispositivo para imbricar y depositar pliegos en una pila con - un dispositivo de solapado situado delante de la zona de apilado para generar una corriente […]
Método para entrelazar láminas de celulosa química y una laminadora, del 12 de Octubre de 2016, de Valmet Technologies, Inc: Método para cortar cinta de celulosa química seca y apilarla en balas de celulosa, en cuyo método: - la cinta de celulosa se corta en tiras de la anchura de la […]
 Dispositivo de frenado de pliegos e instalación para proporcionar pliegos que comprende un dispositivo de este tipo, del 23 de Diciembre de 2015, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Dispositivo de frenado de pliegos para frenar pliegos transportados en un sentido de transporte , especialmente pliegos de cartón corrugado, […]
Dispositivo de frenado de pliegos e instalación para proporcionar pliegos que comprende un dispositivo de este tipo, del 23 de Diciembre de 2015, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Dispositivo de frenado de pliegos para frenar pliegos transportados en un sentido de transporte , especialmente pliegos de cartón corrugado, […]