Instalación de ensamblado de dos bandas de guata de celulosa con o sin marcado de dichas bandas.
Instalación de ensamblado de al menos dos bandas (10, 20) de guata de celulosa con o sin marcado de dichas bandas,
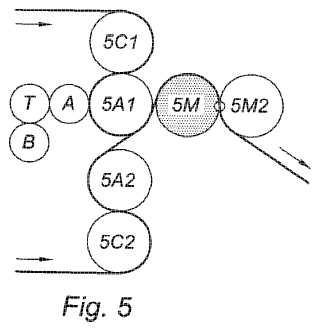
que comprende un primer grupo de gofrado con un cilindro rígido (5A1) provisto de protuberancias de gofrado y un cilindro (5C1) con revestimiento deformable que puede ser puesto en apoyo contra el cilindro rígido (5A1) para el gofrado de una primera banda (10) de guata de celulosa por paso de la primera banda (10) entre el cilindro rígido (5A1) y el cilindro con revestimiento deformable (5C1), así como un cilindro (5M) emparejador que puede ser aplicado contra el cilindro rígido (5A1) de manera que empareja la primera banda (10) con una segunda banda (20), estando las dos bandas guiadas entre el cilindro emparejador (5M) y el cilindro rígido (5A1) del primer grupo de gofrado, caracterizada por el hecho de que comprende un cilindro (5M2) emparejador suplementario que puede ser puesto en apoyo contra el cilindro emparejador (5M) de manera que permita el ensamblado de las dos bandas de guata de celulosa, por paso entre el cilindro emparejador (5M) y el cilindro emparejador suplementario (5M2), siendo el ensamblado sin marcado cuando la primera banda pasa alrededor del primer cilindro rígido (5A1) sin apoyo del cilindro (5C1) con revestimiento deformable contra el cilindro rígido (5A1) .
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09290273.
Solicitante: GEORGIA-PACIFIC FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 60, avenue de l''Europe 92270 Bois-Colombes FRANCIA.
Inventor/es: HUNGLER, JOEL, MALECOT,YVES-MICHEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31F1/07 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
- B31F5/00 B31F […] › Ensamblado de hojas, cintas o bandas en papel o en cartón; Reforzamiento de los bordes.
- B31F5/02 B31F […] › B31F 5/00 Ensamblado de hojas, cintas o bandas en papel o en cartón; Reforzamiento de los bordes. › por estampado o entalladura.
- D21H27/40 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 27/00 Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas. › siendo al menos una de las hojas no plana, p. ej. rizada (rizado u ondulación del papel B31F).
PDF original: ES-2392746_T3.pdf
Fragmento de la descripción:
Instalación de ensamblado de dos bandas de guata de celulosa con o sin marcado de dichas bandas
La presente invención se refiere al dominio de los productos de guata de celulosa para uso sanitario o doméstico y apunta, más particularmente, a una instalación de gofrado y de ensamblado para la fabricación de productos multipliego.
En el dominio precitado, se fabrican productos en rollos constituidos en general por al menos dos pliegos de guata de celulosa. La guata de celulosa es un hoja de papel de pequeño gramaje, comprendido entre 10 y 50 g/m2, que se obtiene en máquinas de papel concebidas y reguladas para conferirle propiedades de resistencia mecánica, de suavidad y de capacidad de absorción en relación con la aplicación a la cual está destinada. La hoja constituida es puesta embobinada y almacenada en calidad de producto semiacabado. El producto semiacabado es transformado ulteriormente en rollos o formatos de dimensiones adaptadas a su utilización. La transformación consiste en el ensamblado de varios pliegos en una hoja multipliego con una etapa o no de gofrado, una etapa o no de moleteado, el embobinado o ejecución en formatos y el recorte a la dimensión comercial. El gofrado permite, principalmente, aumentar el espesor de la hoja, modificando sus propiedades-mecánicas.
Existen varios modos de ensamblado de las hojas. Se puede, por ejemplo, superponer simplemente varios pliegos, de manera que se obtiene una hoja de un gramaje más fuerte y unirlas entre ellas mecánicamente, por moleteado por ejemplo, y/o por pegado. Se pueden gofrar uno o varios pliegos antes del ensamblado según un motivo compuesto de protuberancias discretas o continuas, de manera que se confiera más volumen a la hoja y se mejore su suavidad, su capacidad para absorber líquidos y/o su estética.
De manera conocida, una instalación de transformación comprende generalmente uno o varios grupos de gofrado, en su caso, con un aplicador de pegamento. Para gofrar un pliego, se incorpora un grupo de gofrado que comprende un cilindro rígido, con su superficie grabada según un motivo en relieve según se desee y, por ejemplo, un cilindro con revestimiento deformable, generalmente de elastómero. Se guía el pliego a gofrar entre los dos cilindros que ruedan uno sobre el otro. La presión ejercida por el cilindro deformable sobre el pliego entraña una deformación más
o menos pronunciada de éste último que se adapta al relieve del cilindro grabado. Los grupos de gofrado están provistos de medios de arrastre de los cilindros en rotación así como de regulaciones de su separación. Véase, por ejemplo, el documento de patente WO 98/53985.
Para realizar una hoja ensamblada de tal manera que las protuberancias del relieve estén dispuestas puntas contra puntas, se gofran dos pliegos por separado, después se aproximan los dos pliegos uno al otro de manera que se haga coincidir todas o parte de las partes superiores de las protuberancias de los dos pliegos, después de haber encolado al menos una parte. La instalación para realizar este tipo de hoja comprende dos grupos de gofrado distintos dispuestos de manera que todas o parte de las partes superiores de las protuberancias de los dos cilindros grabados vengan a hacer contacto a través de los dos pliegos que son guiados entre ellos.
Otro modo de ensamblado de los pliegos que forman una hoja es conocido bajo el nombre de <<nested>>. Las protuberancias de un pliego con encajadas entre las del pliego enfrentado. Para realizar este ensamblado, se gofran los dos pliegos por separado sobre dos grupos de gofrado distintos; se separa un pliego del cilindro grabado sobre el cual a sido gofrado, después se aplica sobre el otro pliego todavía en apoyo sobre el cilindro por el cual ha sido él mismo gofrado. Se ha aplicado antes cola sobre la parte superior de las protuberancias de este último pliego. La combinación de este pliego con el otro se hace por medio de un cilindro denominado emparejador, que ejerce una presión sobre el conjunto que permite la unión de los dos pliegos.
En ocasiones se solicita realizar hojas que incluyen varios pliegos asociados, pero no gofrados, para ciertos usos en el dominio del secado, por ejemplo.
Una primera instalación conocida que permite la asociación de pliegos se muestra esquemáticamente en la figura 1. La instalación comprende un cilindro liso 1A1 y moletas 1M1 y 1M2. La presión de las moletas sobre los pliegos combinados puede ser suficiente para unirlas mecánicamente sin adhesivo, pero la presión ejercida debe ser particularmente fuerte. En este caso, las huellas de las moletas subsisten inevitablemente; además, no puede ser repartida de manera homogénea, generando un <<rendimiento>> irregular.
La figura 2 muestra esquemáticamente una instalación convencional de fabricación de un producto de tipo puntas contra puntas en el que un primer grupo de gofrado 2C1-2A1 (caucho-acero que lleva las protuberancias) está dispuesto para cooperar con un segundo grupo equivalente 2C2-2A2. Para fabricar los dos pliegos sin marcado, se podría imaginar el separar los dos cilindros de caucho 2C1 y 2C2 de su respectivo cilindro rígido asociado 2A1 y 2A2. Esta solución permitiría, así, realizar sobre una misma instalación pliegos <<punta/punta gofrados>> o <<lisos>>. Se realizaría un cambio de formato sin modificar el paso de la hoja; sería suficiente aplicar o no los cilindros 2C1 y 2C2. Para asociar los dos pliegos entre ellos, queda depositar la cola con el grupo aplicador BTA y unir los dos pliegos ejerciendo una presión de asociación suficiente entre los dos cilindros 2A1 y 2A2.
La figura 3 muestra otra solución que utiliza un solo grupo de gofrado que comprende un cilindro deformable de elastómero 3C1 y un cilindro rígido con protuberancias (de acero) 3A1 asociado a un cilindro emparejador 3M. La instalación permitiría fabricar una hoja con pliego gofrado o no gofrado, según que el cilindro de caucho 3C1 estuviera en apoyo o no contra el cilindro de acero 3A1. No obstante, como anteriormente, no se puede evitar el marcado al paso en la zona de unión. Si el cilindro 3M es blando se gofra la hoja multipliego, lo que no es la solución buscada; si el cilindro es duro, no se puede evitar el marcado engendrado por las protuberancias del cilindro 3A1.
La figura 4 muestra una instalación para la fabricación de un producto de tipo <<nested>>. La instalación comprende dos grupos de gofrado 4C1-4A1 y 4C2-4A2. Los dos pliegos son gofrados por separado, respectivamente entre los cilindros 4C1-4A1 y 4C2-4A2, después son asociados por medio de un cilindro emparejador 4M. Separando lo dos cilindros 4C1 y 4C2 de su cilindro rígido asociado, no se gofran los dos pliegos. Esta disposición permite, pues, como en las proposiciones precedentes, fabricar unos pliegos gofrados o no gofrados. No obstante, no se puede evitar el marcado de la hoja al nivel del paso entre el cilindro emparejador 4M y el cilindro de acero asociado 4A1, ya que el cilindro 4M apoya necesariamente la hoja contra las protuberancias del cilindro 4A1 para generar la asociación de los pliegos.
La solicitante se ha fijado como objetivo el realizar una instalación que permita fabricar un producto gofrado convencional o un producto liso sin marcado, a los pliegos asociados.
Otro objetivo es el realizar una instalación que permita pasar fácilmente de un modo de producción al otro.
Se consigue realizar estos objetivos con una instalación de ensamblado de al menos dos bandas de guata de celulosa con o sin marcado de dichas bandas, que comprende un primer grupo de gofrado con un cilindro rígido provisto de protuberancias de gofrado y un cilindro con revestimiento deformable que puede ser puesto en apoyo contra el cilindro rígido para el gofrado de una primera banda de guata de celulosa por paso de la primera banda entre el cilindro rígido y el cilindro con revestimiento deformable, así como un cilindro emparejador que puede ser aplicado contra el cilindro rígido de manera que empareja la primera banda con una segunda banda, estando las dos bandas guiadas entre el cilindro emparejador y el cilindro rígido del primer grupo de gofrado. Esta instalación está caracterizada por el hecho de que comprende un cilindro emparejador suplementario que puede ser puesto en apoyo contra el cilindro emparejador de manera que permita el ensamblado de las dos bandas de guata de celulosa, por paso entre el cilindro emparejador y el cilindro emparejador suplementario, siendo el ensamblado sin marcado... [Seguir leyendo]
Reivindicaciones:
1. Instalación de ensamblado de al menos dos bandas (10, 20) de guata de celulosa con o sin marcado de dichas bandas, que comprende un primer grupo de gofrado con un cilindro rígido (5A1) provisto de protuberancias de gofrado y un cilindro (5C1) con revestimiento deformable que puede ser puesto en apoyo contra el cilindro rígido (5A1) para el gofrado de una primera banda (10) de guata de celulosa por paso de la primera banda (10) entre el cilindro rígido (5A1) y el cilindro con revestimiento deformable (5C1) , así como un cilindro (5M) emparejador que puede ser aplicado contra el cilindro rígido (5A1) de manera que empareja la primera banda (10) con una segunda banda (20) , estando las dos bandas guiadas entre el cilindro emparejador (5M) y el cilindro rígido (5A1) del primer grupo de gofrado, caracterizada por el hecho de que comprende un cilindro (5M2) emparejador suplementario que puede ser puesto en apoyo contra el cilindro emparejador (5M) de manera que permita el ensamblado de las dos bandas de guata de celulosa, por paso entre el cilindro emparejador (5M) y el cilindro emparejador suplementario (5M2) , siendo el ensamblado sin marcado cuando la primera banda pasa alrededor del primer cilindro rígido (5A1) sin apoyo del cilindro (5C1) con revestimiento deformable contra el cilindro rígido (5A1) .
2. Instalación según la reivindicación 1, según la cual el cilindro emparejador (5M) está dispuesto entre el cilindro (5A1) rígido del primer grupo de gofrado y el cilindro emparejador suplementario (5M2) y se puede mover entre una primera posición de unión entre el cilindro rígido (5A1) y el cilindro emparejador (5M) y una segunda posición de unión entre el cilindro emparejador (5M) y el cilindro emparejador suplementario (5M2) .
3. Instalación según la reivindicación 1 o 2, que comprende una unidad de encolado (BTA) para aplicar la cola sobre la primera banda (10) de guata de celulosa.
4. Instalación según la reivindicación 3, en la cual la unidad de encolado comprende un cilindro (A) aplicador de cola para transferir la cola a la superficie de la primera banda (10) cuando ésta está dispuesta sobre el cilindro rígido (5A1) .
5. Instalación según la reivindicación 4, en la cual la unidad de encolado comprende medios de pulverización de la cola sobre la superficie de al menos una de las bandas (10, 20) .
6. Instalación según una de las reivindicaciones precedentes, que comprende un segundo grupo de gofrado para el gofrado de la segunda banda de guata de celulosa.
7. Instalación según una de las reivindicaciones 1 a 6, que comprende un tercer grupo de gofrado y un cilindro emparejador asociado al tercer grupo de gofrado, en el cual el cilindro emparejador suplementario (5M2) es dicho cilindro emparejador asociado al tercer grupo de gofrado.
8. Instalación según al menos una de las reivindicaciones 1 a 7, en el cual la asociación de las bandas (10, 20) es realizada por presión entre los cilindros 5A1-5M .
5. 5M2.
9. Procedimiento de fabricación de una hoja unida y no marcada a partir de al menos dos bandas de guata de celulosa, que comprende el paso de una primera banda de guata de celulosa en el primer grupo de gofrado de la instalación, según una de las reivindicaciones precedentes, sin que aquella sea gofrada, después la asociación de esta primera banda con una segunda banda de guata de celulosa por paso entre el cilindro emparejador y el cilindro emparejador suplementario.
10. Procedimiento según la reivindicación precedente, según el cual se hace pasar la segunda banda de guata de celulosa en el segundo grupo de gofrado, estando éste en posición abierta sin gofrado.
Patentes similares o relacionadas:
Máquina de troquelado con dispositivo de alineación, del 22 de Abril de 2020, de Masterwork Group Co., Ltd: Máquina de troquelado y/o gofrado de lecho plano con una estación de troquelado y/o gofrado que presenta una mesa superior y una mesa […]
Cartucho para rodillos de gofrado y dispositivo de gofrado que comprende el cartucho, del 22 de Abril de 2020, de FABIO PERINI S.P.A.: Cartucho para unos rodillos de gofrado (R; 251-257), que comprende: - una pluralidad de asientos de soporte (249; 249A-249E) para rodillos de […]
 Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Máquina transformadora y método para fabricar papel de limpieza que tiene un gofrado decorativo por ambos lados, del 22 de Enero de 2020, de Hayata Kimya Sanayi Anonim Sirketi: Una máquina transformadora para producir un papel de limpieza que comprende una capa inferior externa , una capa superior externa y […]
Procedimiento y dispositivo con módulos y equipos seccionadores para sustratos en forma de pliego, del 4 de Septiembre de 2019, de KOENIG & BAUER AG: Dispositivo para el tratamiento de sustratos que comprende un alimentador y uno o varios primeros módulos de base , que presentan, […]
Hoja de tela absorbente crepada con gramaje local variable, del 10 de Julio de 2019, de GPCP IP Holdings LLC: Un procedimiento para fabricar una hoja celulósica de tela absorbente crepada, comprendiendo el procedimiento: (A) deshidratar en forma […]
Aparato y método para indicar la profundidad de una línea de doblado en un material, del 19 de Junio de 2019, de ELOPAK SYSTEMS AG: Un aparato para comprobar la profundidad de una línea de doblado en un material, comprendiendo el aparato un dispositivo de formación de línea de doblado […]
Procedimiento de fabricación de grabado en relieve sincronizado, del 18 de Junio de 2019, de FLOORING TECHNOLOGIES LTD.: Un procedimiento de fabricación de un producto , que comprende: ubicar una hoja empapada con resina que tiene un motivo decorativo sobre una placa […]