HOJA ABSORBENTE, SEPARABLE, DE MÚLTIPLES CAPAS, RODILLO Y PROCEDIMIENTO DE FABRICACIÓN ASOCIADOS.
Hoja absorbente, de uso sanitario tal como papel higiénico, desintegrable multicapa,
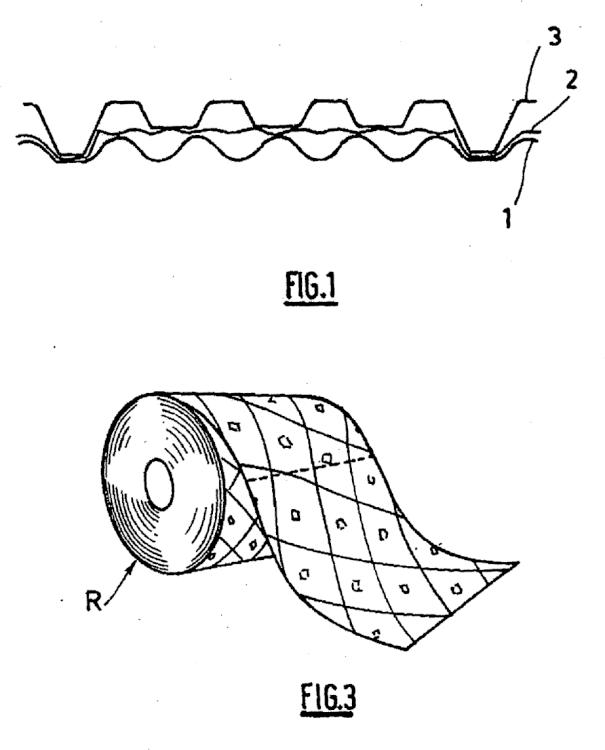
sensiblemente rectangular, a base de guata de celulosa, caracterizada porque comprende al menos cinco capas y como mucho doce capas, las capas son unidas por pegado a lo largo de zonas gofradas, y porque presenta un coeficiente KNOVE = RSM x RST X A x G x Exp (12 x (E + Ep)) x (1/Exp (Sp)) > 75 000, con RST = resistencia a la tracción según la anchura de la hoja en N/m, comprendida entre 200 N/m y 500 N/m; RSM = resistencia a la tracción según la longitud de la hoja en N/m, comprendida entre 400 N/m y 1000N/m; G = gramaje de la hoja en kg/m 2 , superior a 70 g/m 2 e inferior a 150 g/m 2 ; E = espesor de la hoja en mm, superior a 0,75 mm e inferior a 1,5 mm; Sp = flexibilidad de la hoja en N; A = absorción de la hoja en kg/m 2 ; Ep = espesor medio de una capa de la hoja en mm, siendo Ep superior a 0,115 mm
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/000625.
Solicitante: GEORGIA-PACIFIC FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 60, AVENUE DE L'EUROPE 92270 BOIS-COLOMBES FRANCIA.
Inventor/es: GRAFF, PIERRE, PROBST, PIERRE, BARREDO,Donald.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Abril de 2007.
Clasificación Internacional de Patentes:
- A47K10/16 NECESIDADES CORRIENTES DE LA VIDA. › A47 MOBILIARIO; ARTICULOS O APARATOS DE USO DOMESTICO; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; ASPIRADORES EN GENERAL. › A47K APARATOS SANITARIOS NO PREVISTOS EN OTRO LUGAR (conexión al suministro de agua o a los desagües, fregaderos E03C; retretes E03D ); ACCESORIOS PARA EL ASEO (equipos para cosméticos A45D). › A47K 10/00 Artículos para el secado del cuerpo; Papel higiénico; Soportes para éste. › Toallas de papel; Papel higiénico; Soportes para éste (distribuidores A47K 10/32).
- B31F1/07 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
- D21H27/40 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 27/00 Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas. › siendo al menos una de las hojas no plana, p. ej. rizada (rizado u ondulación del papel B31F).
Clasificación PCT:
- D21H27/00 D21H […] › Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359528_T3.pdf
Fragmento de la descripción:
La presente invención concierne al ámbito de las hojas de papel absorbente de material fibroso tal como la guata de celulosa, que comprenden entre cinco y doce capas.
El ámbito de aplicación preferido de la invención es el del papel de uso sanitario o doméstico o también cosmético 5 tal como el papel higiénico, pero también la bayeta, los pañuelos o también los « formatos » utilizables para limpiar y/o desmaquillar la piel.
De manera general, este tipo de productos debe presentar un cierto número de características tales como suavidad, flexibilidad, resistencia en seco y/o en húmedo, absorción, espesor pero también desintegrabilidad …
De acuerdo con la aplicación considerada, prevalecerá uno u otros varios de estos parámetros, y los productos co-10 nocidos presentan, así, una buena suavidad, o una excelente absorción, o bien una perfecta resistencia …
Por otra parte, el aspecto visual es también un parámetro que debe tenerse en cuenta: la estética de los productos absorbentes conocidos puede ser realizada por el gofrado de la hoja, o también por motivos de impresión en tinta, más o menos visibles y armoniosos, o también por una combinación de las dos técnicas.
Concerniente al papel higiénico, se buscará obtener una buena resistencia, un cierto espesor, así como una gran 15 suavidad. La resistencia y la suavidad pueden parecer difícilmente compatibles pero combinando ciertas fibras y/o ciertos gramajes con un tratamiento tal como el calandrado, se obtienen buenos resultados.
Sin embargo, los productos conocidos no presentan el conjunto de las características deseadas y enunciadas ante-riormente; así pues, se realiza generalmente una elección que permita llegar a un producto que presente una o dos de las características técnicas anteriormente enunciadas. 20
El objeto de la presente invención es realizar simultáneamente mejoras en el conjunto de las características.
Un modo de proceder, que puede parecer simple y evidente, consiste en asociar un gran número de capas para formar una hoja absorbente muy gruesa. Este modo de proceder ha permanecido hasta ahora de naturaleza teórica porque cuando se desean asociar cuatro capas y más, sobrevienen problemas técnicos: se deben prever varios puestos de pegado, o bien se necesitan medios de asociación mecánicos que necesitan una gran presión sobre 25 cada una de las capas que forman la hoja.
Los puestos de pegado inducen cada uno problemas de enmugrecimiento, de mantenimiento, de atascos en la línea de fabricación … de donde se producen sobrecostes y/o complicaciones en la fabricación.
Por otra parte, presiones demasiado elevadas producen un desgaste prematuro de los rodillos o cilindros de fabrica-ción, un enmugrecimiento de los motivos de gofrado y/o vibraciones que se manifiestan no solamente perjudiciales 30 para los propios cilindros, sino que además tienen un efecto negativo sobre la calidad y la fiabilidad de las hojas producidas.
Se conoce la solicitud WO 97/20107 que describe una hoja de papel absorbente multicapa cuyas capas son asocia-das en fase de transformación por un método denominado “dry marking” que consiste en deformar bajo tensión la hoja en su espesor, por paso entre un rodillo grabado de superficie externa rígida y un rodillo liso de superficie ex-35 terna menos dura que el rodillo grabado. Se obtiene, así, un producto multicapa asociado únicamente mecánicamen-te, y marcado en ciertas regiones.
Otras hojas absorbentes son conocidas por los documentos WO 98/52745 y FR 2 775 698.
Por otra parte, hojas de papel absorbente muy gruesas y/o utilizadas simultáneamente en número demasiado gran-de pueden inducir taponamientos en las canalizaciones. Así pues, existe una necesidad, particularmente pero no 40 exclusivamente concerniente al papel higiénico, de un papel a la vez grueso, resistente, suave, flexible, absorbente y fácilmente desintegrable.
En efecto, con un papel que presente el conjunto de estas características, el usuario puede utilizar solamente un solo formato (u hoja) a la vez, es decir, en cada limpieza, de donde se obtienen ahorros no despreciables cuando se sabe que con papeles higiénicos conocidos los consumidores utilizan habitualmente varias hojas (cuatro o cinco) en 45 cada utilización.
Así, consumiendo menos hojas en cada utilización, se reduce considerablemente el riesgo de taponamiento de las canalizaciones. La presente invención propone una solución no evidente, simple, fiable y adaptable a varios tipos de producción.
El papel higiénico representa una aplicación preferida de la invención, pero la invención puede considerarse igual-mente para otros productos tales como los formatos para limpiar, desmaquillar u otros cuidados de la piel, así como la bayeta, los pañuelos de papel …
La presente invención tiene por objeto una hoja absorbente desintegrable multicapa, tal como la definida por la reivindicación 1. 5
De acuerdo con otra característica, la hoja absorbente presenta además un coeficiente KD = KNOVE X exp (D) > 100 000,
siendo D un valor de suavidad comprendido entre -3 y +3,0
Se obtiene, así, de acuerdo con la invención, una suavidad destacable para una hoja por otra parte a la vez gruesa y flexible. 10
De acuerdo con la invención, la hoja absorbente presenta una resistencia a la tracción según su longitud superior a 700 N/m.
Preferentemente, la hoja presenta una resistencia a la tracción según su anchura superior a 300 N/m.
Así, una hoja absorbente de este tipo presenta simultáneamente características de suavidad, espesor, así como una excepcional resistencia a la tracción a la vez según su longitud y según su anchura. 15
De modo particular, la hoja puede comprender entre 5 y 9 capas; pudiendo comprender a su vez cada capa un gru-po de capas.
Este espesor incita al usuario a utilizar un número reducido de hojas, preferentemente una sola, en cada utilización.
Las hojas pueden presentar una longitud de aproximadamente 140 mm y una anchura de aproximadamente 110 mm, especialmente para utilizaciones como papel higiénico. 20
Un formato de este tipo es más bien superior al formato de las hojas conocidas, de donde, una vez más, una disua-sión de tomar varias hojas simultáneamente.
Por otra parte, en el marco de la utilización como papel higiénico, los rollos de acuerdo con la invención pueden comprender entre 60 y 120 hojas, número ampliamente inferior a los rollos de papel higiénico clásicos. Naturalmen-te, vistas las características intrínsecas de cada hoja, esto no induce un sobrecoste para el usuario puesto que una 25 de las ventajas importantes de la invención reside en el consumo de una sola hoja en lugar de tres, cuatro, incluso más, en cada utilización.
Se reconoce aquí una ganancia financiera importante, netamente favorable y apreciada por los compradores.
Además, a pesar del espesor importante de las hojas, pueden formarse rollos sin problemas. Esto se hace posible gracias a las características intrínsecas de las hojas de acuerdo con la invención, que presentan simultáneamente 30 una elasticidad y una flexibilidad destacables y totalmente compatibles con un enrollamiento, incluso en el centro del rollo donde los radios de curvatura son los más pequeños.
Por otra parte, la invención tiene por objeto un procedimiento de fabricación de hojas absorbentes desintegrables que consiste en gofrar de modo separado y diferente al menos tres de las capas que forman la citada hoja, en aso-ciar químicamente las citadas hojas gracias a una única unidad de pegado y en asociar después mecánicamente el 35 conjunto de las capas gracias a un cilindro de presión.
Sin salirse del marco de la invención, el procedimiento de fabricación puede consistir, en fase húmeda, en proyectar un conjunto de fibras de papel sobre una tela con el fin de formar un colchón, en transferir este colchón contra la superficie de un cilindro de secado poroso, en hacer atravesar el colchón por chorros de aire procedentes del citado cilindro y en transferir después la capa así formada a un cilindro de rizado. Se forman así varias capas independien-40 temente una de otra y posteriormente en fase denominada seca, se asocian conjuntamente las citadas capas por deformación... [Seguir leyendo]
Reivindicaciones:
1. Hoja absorbente, de uso sanitario tal como papel higiénico, desintegrable multicapa, sensiblemente rectangular, a base de guata de celulosa, caracterizada porque comprende al menos cinco capas y como mucho doce capas, las capas son unidas por pegado a lo largo de zonas gofradas, y porque presenta un coeficiente KNOVE = RSM x RST X A x G x Exp (12 x (E + Ep)) x (1/Exp (Sp)) > 75 000, con 5
RST = resistencia a la tracción según la anchura de la hoja en N/m, comprendida entre 200 N/m y 500 N/m;
RSM = resistencia a la tracción según la longitud de la hoja en N/m, comprendida entre 400 N/m y 1000N/m;
G = gramaje de la hoja en kg/m2, superior a 70 g/m2 e inferior a 150 g/m2;
E = espesor de la hoja en mm, superior a 0,75 mm e inferior a 1,5 mm;
Sp = flexibilidad de la hoja en N; 10
A = absorción de la hoja en kg/m2;
Ep = espesor medio de una capa de la hoja en mm, siendo Ep superior a 0,115 mm.
2. Hoja absorbente de acuerdo con la reivindicación 1, caracterizada porque presenta además un coeficiente KD = KNOVE x exp (D) > 100 000,siendo D un valor de suavidad comprendido entre -3 y +3.
3. Hoja absorbente desintegrable multicapa de acuerdo con una cualquiera de las reivindicaciones precedentes, 15 caracterizada porque presenta una resistencia a la tracción según su longitud RSM superior aproximadamente a 700 N/m.
4. Hoja de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizada porque presenta una resistencia a la tracción según su anchura RST superior a 300 N/M.
5. Hoja de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizada porque comprende entre 5 20 y 9 capas.
6. Hoja de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizada porque cada capa com-prende un grupo de capas.
7. Hoja de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizada porque presenta una longitud de aproximadamente 140 mm y una anchura de aproximadamente 110 mm. 25
8. Hoja de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizada porque las citadas capas que forman al menos una de las superficies externas de la citada hoja son de tipo TAD.
9. Rollo que comprende un conjunto de hojas de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado porque comprende entre 60 y 120 hojas.
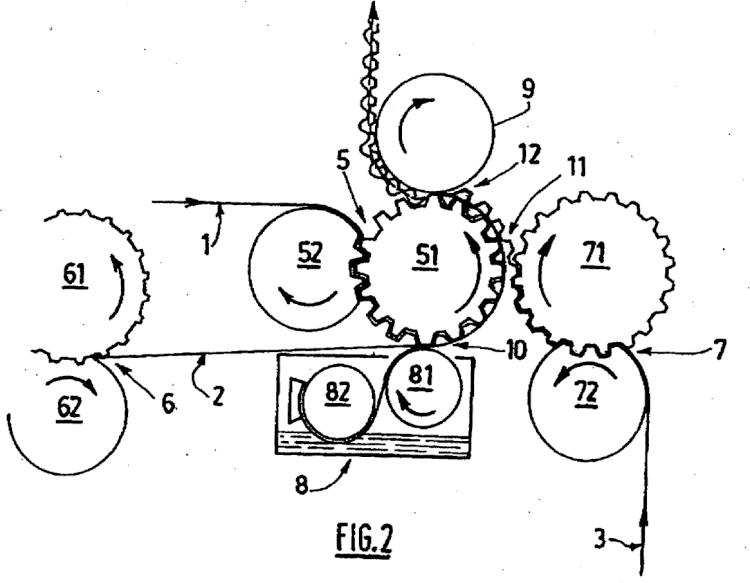
10. Procedimiento de fabricación de hojas multicapa absorbentes desintegrables de acuerdo con una cualquiera de 30 las reivindicaciones 1 a 8, caracterizado porque consiste en gofrar de modo separado y diferente tres capas o tres grupos de capas (1, 2, 3) que forman la citada hoja, en asociar químicamente las citadas tres capas gracias a una única unidad de pegado (8) y después en asociar mecánicamente el conjunto de las capas gracias a un cilindro de presión (9).
11. Procedimiento de acuerdo con la reivindicación 10, según el cual 35
se gofran separadamente cada una de las citadas tres capas (1, 2, 3) entre un cilindro grabado de acero (51, 61, 71) y un cilindro de caucho (52, 62, 72),
se aplica la segunda capa (2) sobre la primera capa (1) se deposita el pegamento (8) sobre la segunda capa (2)
se aplica la tercera capa (3) gofrada sobre la segunda capa (2) y 40
se asocian las tres capas aplicando una presión de unión por medio de un cilindro de presión (9).
12. Procedimiento de acuerdo con la reivindicación 11, en el cual se aplica el pegamento por medio de un cilindro aplicador (81) en apoyo sobre el cilindro grabado (51) de gofrado de la primera capa, estando el cilindro aplicador (81) en apoyo suficiente para hacer penetrar el pegamento hasta la primera capa (1).
13. Procedimiento de acuerdo con la reivindicación 12, según el cual se aplica una presión de unión de las tres ca-pas por medio de un cilindro de presión (9) en apoyo sobre el cilindro grabado (51) de gofrado de la primera capa (1), siendo las tres capas (1, 2, 3) aplicadas sobre el citado cilindro (51).
14. Procedimiento de fabricación de hojas multicapa absorbentes desintegrables de acuerdo con una cualquiera de la reivindicaciones 1 a 8, que consiste, en fase húmeda, en proyectar un conjunto de fibras de papel sobre una tela 5 con el fin de formar un colchón, en transferir este colchón contra la superficie de un cilindro de secado poroso, en hacer atravesar el colchón por chorros de aire procedentes del citado cilindro y en transferir después la capa así formada a un cilindro de rizado, caracterizado porque consiste en formar así varias capas independientemente y en asociar después conjuntamente las citadas capas en fase de transformación por deformación mecánica.
15. Procedimiento de fabricación de acuerdo con una cualquiera de las reivindicaciones 10 a 14, caracterizado por-10 que las capas son asociadas mecánicamente entre sí bajo una presión específica mínima de aproximadamente 3 kg/mm2.
Patentes similares o relacionadas:
Cartucho para rodillos de gofrado y dispositivo de gofrado que comprende el cartucho, del 22 de Abril de 2020, de FABIO PERINI S.P.A.: Cartucho para unos rodillos de gofrado (R; 251-257), que comprende: - una pluralidad de asientos de soporte (249; 249A-249E) para rodillos de […]
Máquina de troquelado con dispositivo de alineación, del 22 de Abril de 2020, de Masterwork Group Co., Ltd: Máquina de troquelado y/o gofrado de lecho plano con una estación de troquelado y/o gofrado que presenta una mesa superior y una mesa […]
 Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Máquina transformadora y método para fabricar papel de limpieza que tiene un gofrado decorativo por ambos lados, del 22 de Enero de 2020, de Hayata Kimya Sanayi Anonim Sirketi: Una máquina transformadora para producir un papel de limpieza que comprende una capa inferior externa , una capa superior externa y […]
Procedimiento y dispositivo con módulos y equipos seccionadores para sustratos en forma de pliego, del 4 de Septiembre de 2019, de KOENIG & BAUER AG: Dispositivo para el tratamiento de sustratos que comprende un alimentador y uno o varios primeros módulos de base , que presentan, […]
Hoja de tela absorbente crepada con gramaje local variable, del 10 de Julio de 2019, de GPCP IP Holdings LLC: Un procedimiento para fabricar una hoja celulósica de tela absorbente crepada, comprendiendo el procedimiento: (A) deshidratar en forma […]
Aparato y método para indicar la profundidad de una línea de doblado en un material, del 19 de Junio de 2019, de ELOPAK SYSTEMS AG: Un aparato para comprobar la profundidad de una línea de doblado en un material, comprendiendo el aparato un dispositivo de formación de línea de doblado […]
Procedimiento de fabricación de grabado en relieve sincronizado, del 18 de Junio de 2019, de FLOORING TECHNOLOGIES LTD.: Un procedimiento de fabricación de un producto , que comprende: ubicar una hoja empapada con resina que tiene un motivo decorativo sobre una placa […]