Procedimiento de fabricación de un rollo de devanado central y rollo obtenido.
Procedimiento de fabricación de rollos (110') sin mandril compuestos cada uno por una hoja (110) de material flexible no húmedo tal como un material fibroso absorbente,
realizados por paso continuo de la hoja en una dirección y su enrollamiento alrededor de un eje de bobinado perpendicular a la citada dirección, y que comprenden cada uno un inicio de devanado central que forma un saliente a lo largo del citado eje con respecto al menos a una parte del plano de uno de los flancos del rollo, siendo realizado el inicio desplazando, antes del enrollamiento, una porción terminal de la hoja (110) de manera que uno de los bordes longitudinales forme un ángulo (α) no nulo con respecto a la citada dirección de paso continuo, caracterizado por el hecho de que
- se recorta paralelamente a la dirección de paso continuo una hoja ancha (110) de material flexible en una pluralidad de hojas (1101, 1102, 1103, 1104) individuales dispuestas una al lado de otra,
- se desplaza lateralmente una porción de las citadas hojas,
- se recortan las citadas hojas transversalmente con respecto a la dirección de paso continuo para formar las porciones terminales (110A),
- se enrollan las citadas hojas alrededor del eje y,
- se separan cada uno de los rollos después de su formación, liberando así el inicio de cada uno de los rollos.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2005/001065.
Solicitante: GEORGIA-PACIFIC FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 60, AVENUE DE L'EUROPE 92270 BOIS-COLOMBES FRANCIA.
Inventor/es: HUNGLER, JOEL, MALECOT,YVES-MICHEL, POSTEL,Jacky.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H19/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › en los mecanismos de enrollado o en unión con las operaciones de enrollado.
- B65H19/28 B65H 19/00 […] › Fijación del extremo de cabeza de la banda al núcleo o huso nuevo (núcleos, gálibos, soportes o piezas de sujeción, p. ej. carretes, con disposiciones para fijar las extremidades de material B65H 75/28).
PDF original: ES-2380772_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de un rollo de devanado central y rollo obtenido.
La invención concierne al ámbito de los rollos de papel absorbente o de otro material semejante tal como un notejido, destinado por ejemplo a la limpieza. Ésta concierne en particular al ámbito de los productos de uso sanitario o doméstico tales como rollos de limpieza o de toallas de mano o el papel higiénico.
Para estas aplicaciones, los rollos están constituidos por una hoja continua que comprende una o varias capas. La hoja está eventualmente precortada en cupones consecutivos en la dirección de bobinado, y está enrollada axialmente, preferentemente alrededor de un eje que puede soportar o no un mandril; así pues, el rollo puede comprender un mandril central o no. La hoja puede estar devanada a partir de la superficie externa del rollo en la dirección del bobinado, o bien por el interior, a partir del centro en la dirección axial perpendicular a la del bobinado del rollo. En este último caso, se dice que el rollo es de devanado central.
La presente invención tiene por objeto los rollos que se utilizan en devanado central.
Cuando el rollo comprende un mandril, se debe empezar por extraer éste. En general, éste ha sido concebido para que se le pueda romper tirando de su borde; generalmente, de una de las extremidades de la espiral helicoidal de cartón que le forma. Sin embargo, la práctica muestra que esta solución no es siempre satisfactoria, porque la extracción del mandril resulta a veces difícil si la zona o las zonas de rotura están mal formadas. Además, esta acción puede arrastrar a las primeras hojas del rollo que llegan a ser difícilmente utilizables. Además, estando generalmente las primeras espiras de la hoja pegadas al mandril, éstas son inapropiadas par cualquier utilización y entonces son causa de desechos.
Este mandril es particularmente costoso de realizar, puesto que generalmente está compuesto por dos o variascapas de cartón unidas por pegado. Éste generalmente está asociado igualmente a un pegamento de « agarre » dela primera espira del rollo. Éste ya no tiene ninguna utilidad una vez retirado, y por tanto pasa a ser un desecho.
Para paliar este inconveniente, se proponen también bobinas de devanado central sin mandril. Éstas en principio son de puesta en práctica más fácil por el usuario, porque no es necesario retirar un mandril previamente a su puesta en servicio. Para realizar éstas, se puede prever, en fabricación, un mandril provisional sobre el cual se enrolla la hoja. A continuación se retira el mandril, antes del acondicionamiento de las bobinas. Esta técnica presenta limitaciones desde el punto de vista industrial porque hay que añadir un puesto de extracción de los mandriles a la línea de bobinado. A esto se añade el coste del pegamento y del mandril.
De acuerdo con un modo de fabricación sin mandril, la hoja es recortada en línea en el sentido de la marcha o longitudinal, antes del bobinado, a partir de una hoja madre de gran longitud, y en tantas bandas como rollos individuales haya que obtener.
De acuerdo con otro modo de fabricación, se enrolla directamente la hoja madre sobre una barra, igualmente sin interposición de mandril. La hoja inicial que es de gran anchura, es enrollada en primer lugar de manera que forme una bobina única con el diámetro definitivo del rollo individual, denominado « log » en el ámbito. Después de la formación, se extrae el log de la barra y se le trocea en rollos individuales.
Sin embargo, la hoja, sea ésta de guata de celulosa, rizada seca o húmeda, papel obtenido por vía seca o un papel no tejido, presenta una cierta elasticidad. En razón de las tensiones internas del rollo, debidas por ejemplo al apriete de la hoja sobre la barra durante el bobinado y/o a la tensión de la hoja que genera la operación de desenrollamiento/enrollamiento por la máquina, no se puede evitar normalmente la reducción del agujero central por el desplome o el hundimiento en el centro de las primeras espiras después de que se ha retirado la barra. Este hundimiento se produce, por ejemplo, después de la extracción de la barra y/o en el momento del corte del log, por la presión ejercida por la sierra.
En cualquier caso, se constata una reducción parcial o total del agujero central en el transcurso de las manipulaciones y el transporte, en razón de las inevitables vibraciones a las cuales son sometidos los rollos.
Cuando el agujero central está completamente reducido, es difícil reformarle al menos con la mano, y la cogida de la primera espira no es fácil. Se producen inevitablemente desechos, especialmente en la puesta en servicio del rollo en un distribuidor, porque se es inducido entonces a coger varias espiras a la vez.
Se saben realizar rollos sin mandril cuyo agujero central se mantenga formado después de la extracción de la barra y/o después del corte por una sierra. Se puede utilizar por ejemplo una barra cuyo perfil, acanalado o poligonal, permita la formación de un agujero cuyas paredes sean autoportantes. Un ejemplo de realización está ilustrado en la patente FR 2554799.
El estado de la técnica más próximo está representado por el procedimiento de fabricación divulgado en el documento JP-01308345.
Sin embargo, el agujero central es de pequeño diámetro y las primeras espiras permanecen difíciles de acceso. Éstas se presentan en un rodete apretado, helicoidal de « paso » pequeño, poco propicio para una utilización fácil. Si el diámetro del agujero central es mayor, difícilmente puede evitarse asociar entre sí las primeras espiras. Para esto se emplea un agente de unión que se deposita directamente sobre la hoja o indirectamente a través de la barra o uno de los cilindros de bobinado, por un sistema adaptado, en el momento del enrrollamiento de las primeras espiras alrededor de la barra. Es aplicable cualquier otro principio de asociación de las primeras espiras entre sí, especialmente por un procedimiento mecánico. Se consolidan así estas primeras espiras que conjuntamente resisten los esfuerzos de las tensiones internas.
Sin embargo, aquí también, no pueden evitarse los desechos durante la puesta en servicio de un rollo de este tipo. Sea en el caso de una utilización directa o en el caso en que se utilice este rollo en un distribuidor de devanado central en el cual debe introducirse la extremidad de la hoja en un orificio de distribución relativamente estrecho, se está obligado a eliminar previamente las primeras espiras asociadas entre sí.
En este último tipo de realización igualmente, no puede evitarse que ciertos rollos sean golpeados durante el transporte, con la consecuencia del desplome del agujero central como en los casos anteriormente mencionados. Para evitar este riesgo, se prevé por otra parte acondicionar preferentemente los rollos en cajas de cartón, contrariamente a los rollos con mandril en los que es suficiente una envuelta flexible de papel o de material plástico. El coste de estos se encuentra considerablemente aumentado.
Disminuye así considerablemente el interés que podía encontrarse en estos rollos sin mandril con respecto a los rollos con mandril.
La invención, por tanto, tiene por objeto un rollo sin mandril compuesto de una hoja de material flexible, tal como un material fibroso absorbente de una gramaje total comprendido entre 15 g/m2 y 300 g/m2, preferentemente entre 15 g/m2 y 100 g/m2, formado por enrollamiento alrededor de un eje de bobinado, que no presente los inconvenientes anteriormente reseñados.
El material absorbente puede ser guata de celulosa, rizada seca o húmeda, un papel obtenido por vía seca o un papel no tejido. Éste puede estar compuesto por una o varias capas, asociadas o no, eventualmente prerrecortadas en cupones.
El material está en estado seco. Éste no está húmedo; en particular no está impregnado de loción ni de ningún otro líquido.
La solicitante ha registrado, con el número W0 2005/005295, el 12 de junio de 2003, una solicitud de patente que se refiere a un rollo que comprende un inicio de devanado central que forma un saliente a lo largo del citado eje de bobinado con respecto al menos a una parte del plano de uno de los flancos del rollo.
La invención de acuerdo con esta solicitud de patente se aplica en particular a los rollos cuyo bobinado se realiza en condiciones de gran tensión de la hoja y de apriete sobre el soporte de bobinado, que permiten producir rollos de gran metraje,... [Seguir leyendo]
Reivindicaciones:
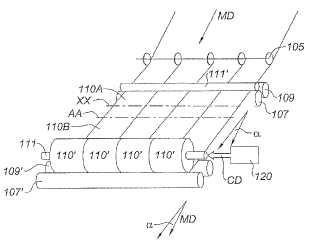
1. Procedimiento de fabricación de rollos (110') sin mandril compuestos cada uno por una hoja (110) de material flexible no húmedo tal como un material fibroso absorbente, realizados por paso continuo de la hoja en una dirección y su enrollamiento alrededor de un eje de bobinado perpendicular a la citada dirección, y que comprenden cada uno un inicio de devanado central que forma un saliente a lo largo del citado eje con respecto al menos a una parte del plano de uno de los flancos del rollo, siendo realizado el inicio desplazando, antes del enrollamiento, una porción terminal de la hoja (110) de manera que uno de los bordes longitudinales forme un ángulo (a) no nulo con respecto a la citada dirección de paso continuo, caracterizado por el hecho de que
- se recorta paralelamente a la dirección de paso continuo una hoja ancha (110) de material flexible en una pluralidad de hojas (1101, 1102, 1103, 1104) individuales dispuestas una al lado de otra,
- se desplaza lateralmente una porción de las citadas hojas,
- se recortan las citadas hojas transversalmente con respecto a la dirección de paso continuo para formar las porciones terminales (110A) ,
- se enrollan las citadas hojas alrededor del eje y,
- se separan cada uno de los rollos después de su formación, liberando así el inicio de cada uno de los rollos.
2. Procedimiento de acuerdo con la reivindicación precedente, en el cual la puesta en rollo de las hojas es realizada sobre un soporte de bobinado (111) .
3. Procedimiento de acuerdo con las reivindicaciones 1 o 2, en el cual después del enrollamiento de los rollos,
- se detiene la rotación de las hojas alrededor del citado eje,
- se desplazan los rollos por desenrollamiento de hoja (110; 1101 a 1104) sobre una primera distancia (L3) determinada según la dirección de paso continuo (MD) ,
- se arrastran los rollos en rotación inversa con respecto al sentido de bobinado inicial para desenrollar una cantidad dada de hoja,
- se desplazan los rollos según la dirección (CD) de su eje sobre una segunda distancia predeterminada (L2) .
- se recortan las hojas entre los rollos y los cilindros (107 y 109) transversalmente a la citada dirección de paso continuo (MD) .
4. Procedimiento de acuerdo con la reivindicación precedente, en el cual los desplazamientos y la rotación son combinados y adaptados de manera que se evite cualquier rotura de hoja (110; 1101, a 1104) .
5. Procedimiento de acuerdo con la reivindicación 1, en el cual el desplazamiento que genera el ángulo (a) es efectuado según una trayectoria que tiene al menos componentes en las direcciones (MD y CD) .
6. Procedimiento de acuerdo con una de las reivindicaciones precedentes, en el cual se aplica pegamento sobre la parte de hoja que forma la cola (110B) de los rollos.
7. Procedimiento de acuerdo con la reivindicación precedente, en el cual después de haber recortado las hojas, se realinean los bordes longitudinales de la porción de cola (110B) de los rollos con los bordes de estos últimos.
8. Procedimiento de acuerdo con la reivindicación precedente, según el cual se realiza el realineamiento por desplazamiento sobre una distancia determinada (Sr) de los rollos o de la porción de cola.
9. Procedimiento de acuerdo con una de las reivindicaciones precedentes, según el cual el inicio es realizado en el lado opuesto a aquél por el cual se extrae el soporte con el fin de limitar los esfuerzos de fricción de las hojas en contacto con el soporte y de facilitar su extracción.
10. Procedimiento de acuerdo con una de las reivindicaciones precedentes, según el cual la longitud del inicio obtenida es al menos 0, 3 cm y preferentemente entre 1 cm y 15 cm.
Patentes similares o relacionadas:
Dispositivo y método para aplicar adhesivo en los núcleos para un carrete, del 15 de Abril de 2020, de GAMBINI S.p.A: Dispositivo para aplicar adhesivo en núcleos para un carrete que comprende medios de movimiento configurados para provocar que al menos un núcleo avance a lo […]
Método para distribuir cola sobre núcleos tubulares de cartón en máquinas rebobinadoras, del 11 de Marzo de 2020, de FUTURA S.P.A: Método para aplicar cola en núcleos tubulares para la producción de troncos de material de papel que comprende la etapa de suministrar en secuencia […]
Dispositivo para tratar con vapor un material laminado fibroso impreso, particularmente para fijar tinta de impresión, y procedimiento de fijado de tinta en dicho material laminado fibroso impreso, del 7 de Agosto de 2019, de MS PRINTING SOLUTIONS S.R.L: Dispositivo para tratar con vapor un material laminado fibroso impreso, particularmente para fijar tinta de impresión, comprendiendo dicho […]
Máquina y método para el enrollado de tiras de material en banda con medios para el corte transversal de las tiras y el anclaje de las tiras al núcleo de enrollado, del 10 de Julio de 2019, de A. CELLI NONWOVENS S.P.A.: Una máquina para formar bobinas (B) de material en banda, que comprende: una sección de desenrollado para desenrollar carretes primarios (Ba, Bb) de material […]
Procedimiento y aparato para la producción de rollos de papel sin núcleo, del 17 de Abril de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Rollo de material de banda devanado que comprende un mandril alargado y una banda enrollada de manera convolutiva alrededor del mandril, caracterizado porque […]
Máquina enrolladora para enrollar bandas de material, del 27 de Febrero de 2019, de TRUTZSCHLER GMBH & CO. KG.: Máquina enrolladora para enrollar bandas de material, especialmente para láminas, con un sistema aplicador , que comprende un primer aplicador […]
Método y dispositivo para aplicar adhesivo sobre núcleos tubulares para la producción de troncos de papel, del 27 de Noviembre de 2018, de FUTURA S.P.A: Método para aplicar adhesivo sobre núcleos tubulares para la producción de troncos de material de papel, que comprende el paso de suministrar en secuencia más núcleos tubulares […]
Máquina rebobinadora, del 3 de Enero de 2018, de United Converting S.r.l: Máquina rebobinadora que comprende: un conjunto de estirado para alimentar una lámina ; un conjunto de enrollamiento para enrollar […]