PROCEDIMIENTO PARA FABRICAR UN SOPORTE PARA UN APARATO DOMÉSTICO, Y PLACA DE CAMPO DE COCCIÓN PARA UN CAMPO DE COCCIÓN POR INDUCCIÓN FABRICADA CON UN PROCEDIMIENTO CORRESPONDIENTE.
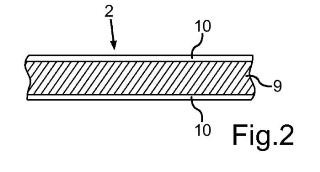
La invención se refiere a un procedimiento para fabricar un soporte (2) para un aparato doméstico (1),
en el cual un material base (9) del soporte (2) es recubierto con un recubrimiento (10), donde el material base (9) es producido mediante un proceso de moldeo. La invención se refiere también a una placa de campo de cocción (2) para un campo de cocción (1).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201031073.
Solicitante: BSH ELECTRODOMESTICOS ESPAÑA S.A..
Nacionalidad solicitante: España.
Inventor/es: GARCIA JIMENEZ,JOSE RAMON, BUÑUEL MAGDALENA,MIGUEL ANGEL, PLANAS LAYUNTA,FERNANDO, Ester Sola,Francisco Javier, AMAVEDA,Hyppolite, TISAIRE BERNAD,Cristina, MORA ALFONSO,Mario.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A47J36/24 NECESIDADES CORRIENTES DE LA VIDA. › A47 MOBILIARIO; ARTICULOS O APARATOS DE USO DOMESTICO; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; ASPIRADORES EN GENERAL. › A47J MATERIAL DE COCINA; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; APARATOS PARA PREPARAR LAS BEBIDAS. › A47J 36/00 Elementos, detalles o accesorios de los recipientes de cocción (A47J 27/00 - A47J 33/00 tienen prioridad en tanto que estas partes, detalles o accesorios se limitan a un tipo particular de recipiente de cocción previsto en uno solo de esos grupos). › Dispositivos para calentar.
- C03C17/00 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03C COMPOSICIÓN QUÍMICA DE LOS VIDRIOS, VIDRIADOS O ESMALTES VÍTREOS; TRATAMIENTO DE LA SUPERFICIE DEL VIDRIO; TRATAMIENTO DE LA SUPERFICIE DE FIBRAS O FILAMENTOS DE VIDRIO, SUSTANCIAS INORGÁNICAS O ESCORIAS; UNIÓN DE VIDRIO A VIDRIO O A OTROS MATERIALES. › Tratamiento de la superficie del vidrio, p. ej. de vidrio desvitrificado, que no sea en forma de fibras o filamentos, por recubrimiento.
- F24C1/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F24 CALEFACCION; HORNILLAS; VENTILACION. › F24C ESTUFAS U HORNILLAS DE USO DOMESTICO (exclusivamente para combustibles sólidos F24B ); DETALLES DE LAS ESTUFAS U HORNILLAS DE USO DOMESTICO, DE APLICACION GENERAL. › Estufas u hornillas en las cuales el combustible o la fuente de energía no es exclusivamente un combustible sólido o de un tipo cubierto por uno solo de los grupos F24C 3/00 - F24C 9/00; Estufas y hornillas en las cuales el tipo de combustible o energía empleados no está especificado.
- H05B6/12 ELECTRICIDAD. › H05 TECNICAS ELECTRICAS NO PREVISTAS EN OTRO LUGAR. › H05B CALEFACCION ELECTRICA; ALUMBRADO ELECTRICO NO PREVISTO EN OTRO LUGAR. › H05B 6/00 Calefacción por campos eléctricos, magnéticos o electromagnéticos (terapia de radiación de microondas A61N 5/02). › Dispositivos para la cocción.
Fragmento de la descripción:
Procedimiento para fabricar un soporte para un aparato doméstico, y placa de campo de cocción para un campo de cocción por inducción fabricada con un procedimiento correspondiente.
La invención se refiere a un procedimiento para fabricar un soporte para un aparato doméstico, en el cual un material base del soporte es recubierto con un recubrimiento. Asimismo, la invención se refiere a una placa de campo de cocción para un campo de cocción por inducción, la cual está fabricada según un procedimiento según la invención y una realización ventajosa del mismo.
Las placas de campo de cocción para campos de cocción están fabricadas de diferentes materiales. Así, en este contexto, son conocidos materiales de vidrio, como la vitrocerámica. Precisamente para los campos de cocción, en este contexto se requieren materiales que deban satisfacer las condiciones más variadas. Por un lado, en este contexto es necesaria tanto una elevada seguridad frente a la rotura, como la resistencia con respecto a diferencias térmicas elevadas. No en último término, aquellos también deben resistir exigencias relativas al peso elevadas para soportar recipientes de preparación, como sartenes, ollas, o similares.
Las realizaciones conocidas convencionales satisfacen estas exigencias sólo de manera limitada y, además, son de fabricación costosa y cara.
Es tarea de la presente invención crear un procedimiento para fabricar un soporte para un aparato doméstico, el cual haga posible un concepto de soporte más sencillo, y que satisfaga mejor las exigencias relativas a un soporte de tal tipo. Asimismo, es tarea crear una placa de campo de cocción para un campo de cocción, que satisfaga mejor las exigencias mencionadas arriba.
Esa tarea se resuelve mediante un procedimiento que presente las características según la reivindicación 1, y una placa de campo de cocción que presente las características según la reivindicación 15.
Un procedimiento según la invención para fabricar un soporte para un aparato doméstico comprende el paso relativo a que el material base del soporte sea recubierto con un recubrimiento. Según un aspecto esencial de la invención, el material base es producido mediante un proceso de moldeo. Un modus operandi de tal tipo al fabricar un soporte de tal tipo hace posible una posibilidad de variaciones variadas en lo referente a la configuración y composición del material. Con ello, se crea la posibilidad de satisfacer las exigencias, en especial, en cuanto a la placa de campo de cocción, de manera mejorada. No en último término, mediante tal modus operandi en la fabricación, también se puede hacer posible un proceso económico. En especial con respecto a modi operandi en los que el material base es prensado, de este modo se puede conseguir una ventaja considerable.
De manera preferida, el material base es fabricado a partir de un polvo de dióxido de silicio policristalino y una suspensión tipo gel. Un compuesto de componentes de tal tipo y el estado tipo gel y sólido resultante del mismo posibilita de manera especialmente ventajosa el posterior procesamiento, la incorporación de otros materiales y, por consiguiente, la fabricación de un soporte que pueda tener en cuenta las exigencias mencionadas arriba de manera especialmente individualizada.
De manera preferida, los componentes polvo de dióxido de silicio policristalino y suspensión tipo gel son entremezclados uno con otro. Para ello, se prevé en un modus operandi especialmente especificado, en especial, que la mezcla de los componentes sea producida y procesada de tal modo que presente un valor de pH entre 8 y 11, en especial, entre 8’5 y 10.
De manera ventajosa, se prevé que el mezclar estos componentes sea llevado a cabo con un mezclador con una rotación entre 700 rpm y 900 rpm, en especial, 800 rpm. De manera preferida, este mezclarse produce con la rotación mencionada de un mezclador durante una duración de tiempo de entre 25 minutos y 35 minutos, en especial, durante 30 minutos. De manera preferida, este paso del procedimiento del mezclar los componentes es efectuado a temperaturas ambiente. De este modo, se pueden ajustar de modo especialmente fiable un entremezclado especialmente bueno, y la generación del valor de pH arriba mencionado.
De manera preferida, se prevé que el polvo de dióxido de silicio sea puesto a disposición con granos, los cuales presenten un tamaño medio de grano de entre 7’5 μm y 8’5 μm, en especial, 8 μm.
De manera preferida, la suspensión tipo gel es producida, o sea, puesta a disposición, con dióxido de silicio en un porcentaje en peso de entre el 25% y el 30%, en especial, un porcentaje en peso del 30%.
En especial, esta suspensión tipo gel es producida, o sea, puesta a disposición, con óxido sódico en un porcentaje en peso de entre el 0’2% y el 0’4%, en especial, el 0’3%.
Preferiblemente, la suspensión tipo gel es producida, o sea, puesta a disposición, con agua en un porcentaje en peso de entre el 65% y el 75%, en especial, el 69’7%. En este punto, ha de mencionarse que la composición de la suspensión tipo gel con los componentes dióxido de silicio, óxido sódico, y agua, se produce, en lo que respecta a sus porcentajes en peso, de tal modo que éstos dan como resultado cada vez el 100%.
Preferiblemente, el material base es producido con un porcentaje en peso de entre el 55% y el 65%, en especial, el 60%, del polvo de dióxido de silicio, y con un porcentaje en peso de entre el 35% y el 45%, en especial, el 40%, de la suspensión tipo gel. En este punto, ha de mencionarse que estos porcentajes en peso han de entenderse, únicamente, de manera relativa unos respecto de otros entre los componentes mencionados, y que no dan como resultado el 100% del material base. Por tanto, no debe entenderse en el sentido de que el material base sólo se componga de estos componentes. Más bien, el material base aún puede presentar también otros materiales, en especial fibras de refuerzo, en relación a su composición de componentes definitiva.
Preferiblemente, se prevé que, al menos, una estera de refuerzo de un material de fibra de silicio cristalino sea sumergida e impregnada en la suspensión mezclada con el polvo de dióxido de silicio, y sea introducida en un molde. De manera preferida, esta introducción de las esteras tiene lugar tras sumergir e impregnar en el material tipo gel.
Preferiblemente, un soporte con el material base contiene en el material base dos de tales esteras de refuerzo, que estén impregnadas de manera correspondiente. De manera preferida, está previsto que el grosor de las fibras de estas esteras de refuerzo ascienda a entre 2 μmy4 μm, en especial, 3 μm.
Preferiblemente, en lo referente al procedimiento de fabricación, está previsto que una estera de refuerzo sea sumergida en esta mezcla tipo gel del polvo de dióxido de silicio y la suspensión, durante un periodo de tiempo de entre 20 segundos y 40 segundos, en especial, 30 segundos.
Preferiblemente, se prevé que el molde sean piezas de aluminio recubiertas con níquel, las cuales estén preparadas de manera correspondiente en lo referente a la conformación y dimensiones del soporte a fabricar. El molde comprende aquí, junto a una placa moldeadora base, una placa moldeadora de cubierta y paredes laterales.
Por tanto, en lo referente al procedimiento posterior para fabricar el soporte, en la placa moldeadora base del molde se introduce un medio oleoso y, asimismo, se introduce también cierto porcentaje de la mezcla tipo gel que comprende el polvo de dióxido de silicio y la suspensión. De este modo, se puede evitar el formar burbujas al introducirse las esteras de refuerzo impregnadas, y al producirse y endurecerse a continuación el soporte completo.
A continuación, las dos esteras de refuerzo impregnadas son entonces colocadas una sobre la otra. Para una mayor mejora del proceso de fabricación, se realiza entonces, con un rodillo o similar, un aplanamiento hacia un lado y otro sobre las esteras de refuerzo depositadas, de modo que se puedan expulsar otras burbujas de aire.
A continuación, se aplica entonces la placa moldeadora de cubierta del molde, y se cierra la herramienta de moldeo. Este molde presenta agujeros, desde los cuales puede entonces salirse material de la mezcla tipo gel sobrante. Tras cerrarse la herramienta de moldeo, tras una duración de tiempo extensa, en especial,...
Reivindicaciones:
1. Procedimiento para fabricar un soporte (2) para un aparato doméstico (1) , en el cual un material base (9) del soporte (2) es recubierto con un recubrimiento (10) , caracterizado porque el material base (9) es producido mediante un proceso de moldeo.
2. Procedimiento según la reivindicación 1, caracterizado porque el material base (9) es fabricado a partir de polvo de dióxido de silicio policristalino y una suspensión tipo gel.
3. Procedimiento según la reivindicación 2, caracterizado porque se entremezclan los componentes.
4. Procedimiento según la reivindicación 3, caracterizado porque la mezcla de los componentes es producida y procesada de tal modo que presenta un valor de pH entre 8 y 11, en especial, entre 8’5 y 10.
5. Procedimiento según la reivindicación3ó4, caracterizado porque el mezclar los componentes es llevado a cabo con un mezclador con una rotación entre 700 rpm y 900 rpm, en especial, 800 rpm, en especial, durante una duración de tiempo de entre 25 minutos y 35 minutos, en especial, durante 30 minutos.
6. Procedimiento según una de las reivindicaciones2a5, caracterizado porque el tamaño medio del grano del polvo de dióxido de silicio asciende a entre 7’5 μm y 8’5 μm, en especial, 8 μm.
7. Procedimiento según una de las reivindicaciones 2 a 6, caracterizado porque la suspensión tipo gel es producida con dióxido de silicio en un porcentaje en peso de entre el 25% y el 30%, en especial, un porcentaje en peso del 30%.
8. Procedimiento según una de las reivindicaciones 2 a 7, caracterizado porque la suspensión tipo gel es producida con óxido sódico en un porcentaje en peso de entre el 0’2% y el 0’4%, en especial, el 0’3%.
9. Procedimiento según una de las reivindicaciones 2 a 7, caracterizado porque la suspensión tipo gel es producida con agua en un porcentaje en peso de entre el 65% y el 75%, en especial, el 69’7%.
10. Procedimiento según una de las reivindicaciones 2 a 9 enunciadas anteriormente, caracterizado porque el material base (9) es producido con un porcentaje en peso de entre el 55% y el 65%, en especial, el 60%, del polvo de dióxido de silicio, y con un porcentaje en peso de entre el 35% y el 45%, en especial, el 40%, de la suspensión tipo gel.
11. Procedimiento según una de las reivindicaciones 2 a 10 enunciadas anteriormente, caracterizado porque, al menos, una estera de refuerzo de un material de fibra de silicio cristalino es sumergida e impregnada en la suspensión mezclada con el polvo de dióxido de silicio, y es depositada en un molde.
12. Procedimiento según una de las reivindicaciones enunciadas anteriormente, caracterizado porque el material base (9) es recubierto con un material (10) que presenta esmalte.
13. Procedimiento según la reivindicación 12, caracterizado porque, para recubrir, se produce una solución con esmalte en un porcentaje en peso de entre el 30% y el 40%, en especial, el 35%.
14. Procedimiento según una de las reivindicaciones enunciadas anteriormente, caracterizado porque, como soporte, se fabrica una placa de campo de cocción (2) para un aparato doméstico (1) para preparar alimentos.
15. Placa de campo de cocción (2) para un campo de cocción, en especial, campo de cocción por inducción, la cual está fabricada según un procedimiento según una de las reivindicaciones enunciadas anteriormente.
Patentes similares o relacionadas:
Contenedores autocalentables de alta eficiencia, del 15 de Julio de 2020, de Heatgenie, Inc: Un extremo de lata para un contenedor de dos piezas, que comprende: un extremo de lata sellable con una superficie superior, una superficie inferior y un rizo de borde […]
MATE TERMICO CON CALENTAMIENTO ASISTIDO POR ENERGIA ELECTRICA, del 2 de Abril de 2020, de GALLEGO, Pablo, Damian: Mate térmico con calentamiento asistido por energía eléctrica que comprende un depósito termo-conductor para mantener la yerba caliente; un aislante térmico; al menos una […]
APARATO PARA CALENTAR LIQUIDOS, del 13 de Febrero de 2020, de CRUZ DURAN, Rafael: 1. Aparato para calentar líquidos caracterizado por estar conformado a partir de un recipiente en forma de vaso, termo o biberón que cuenta una base conformada […]
 Estaciones retermalizadoras de inducción tridimensional y sistemas de control, del 27 de Noviembre de 2019, de The Vollrath Company, L.L.C: Una estación retermalizadora para retermalizar o calentar productos alimenticios, comprendiendo la estación retermalizadora:
una cavidad definida […]
Estaciones retermalizadoras de inducción tridimensional y sistemas de control, del 27 de Noviembre de 2019, de The Vollrath Company, L.L.C: Una estación retermalizadora para retermalizar o calentar productos alimenticios, comprendiendo la estación retermalizadora:
una cavidad definida […]
Vaso desechable para calentar productos alimenticios, del 14 de Agosto de 2019, de SOCIETE DES PRODUITS NESTLE S.A.: Un vaso de calentamiento desechable para calentar un producto alimenticio a través de una interfaz USB caracterizado por que el vaso de calentamiento comprende […]
Calefacción por inducción magnética con espaciador, del 10 de Abril de 2019, de Adventys: Aparato para calentar un objeto de retención de calor adaptado para ser calentado por inducción magnética y 5 utilizado para él mismo calentar o mantener […]
Calentador de comida portátil y autónomo, del 14 de Septiembre de 2018, de DEL CAMPO LOPEZ, David: 1. Dispositivo calentador de comida portátil y autónomo caracterizado porque dispone de una batería que proporciona energía eléctrica necesaria para producir calor mediante un […]
Armario vertical para alimentos, del 28 de Febrero de 2018, de Thermodyne Foodservice Products, Inc: Un armario para alimentos, que comprende: un recinto con una puerta de acceso; una pluralidad de estantes soportados y dispuestos verticalmente dentro […]